
一种全型号覆盖陶瓷基板DPC/DBC分片生产线.pdf

猫巷****正德


1/8

2/8

3/8

4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种全型号覆盖陶瓷基板DPC/DBC分片生产线.pdf
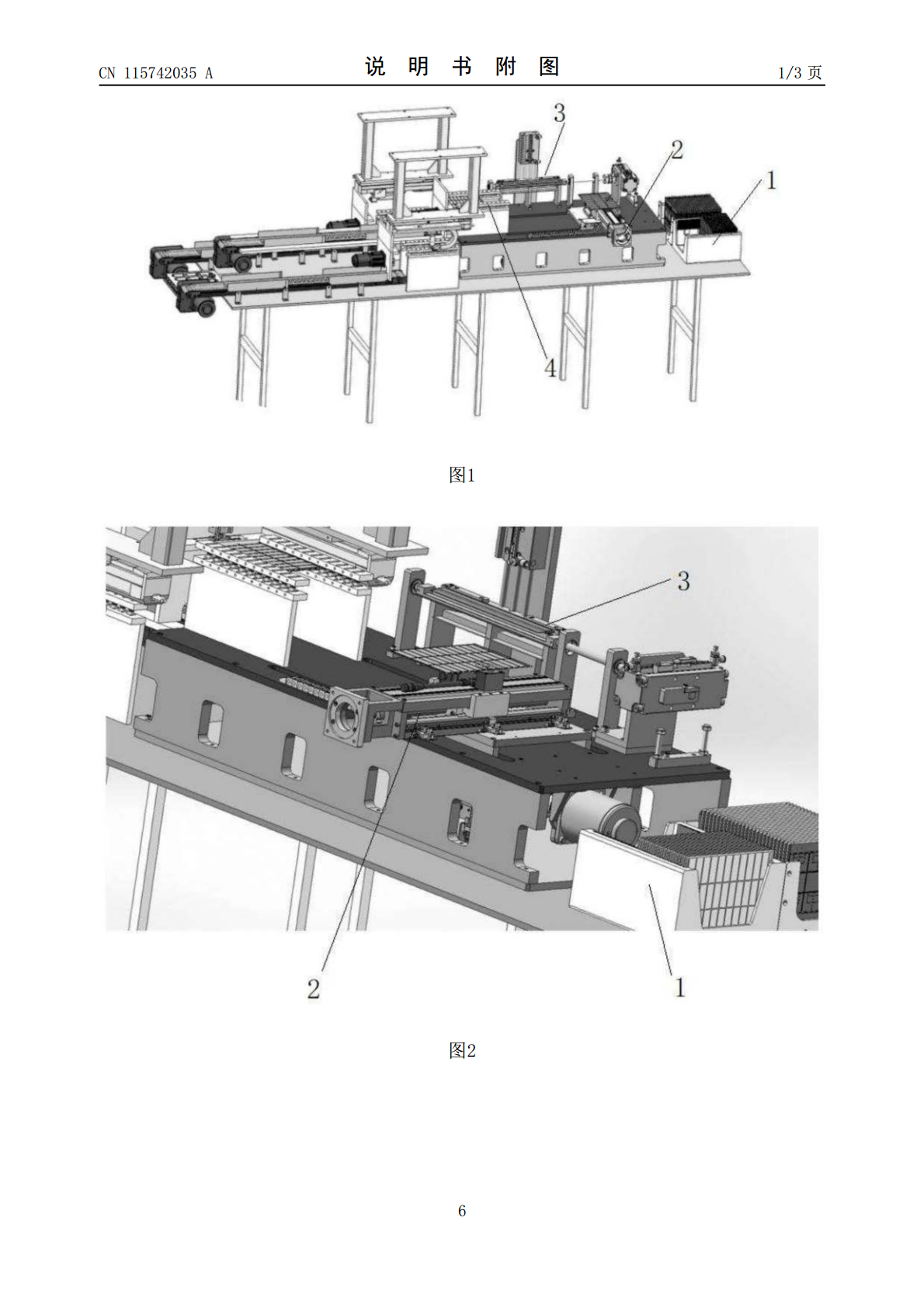
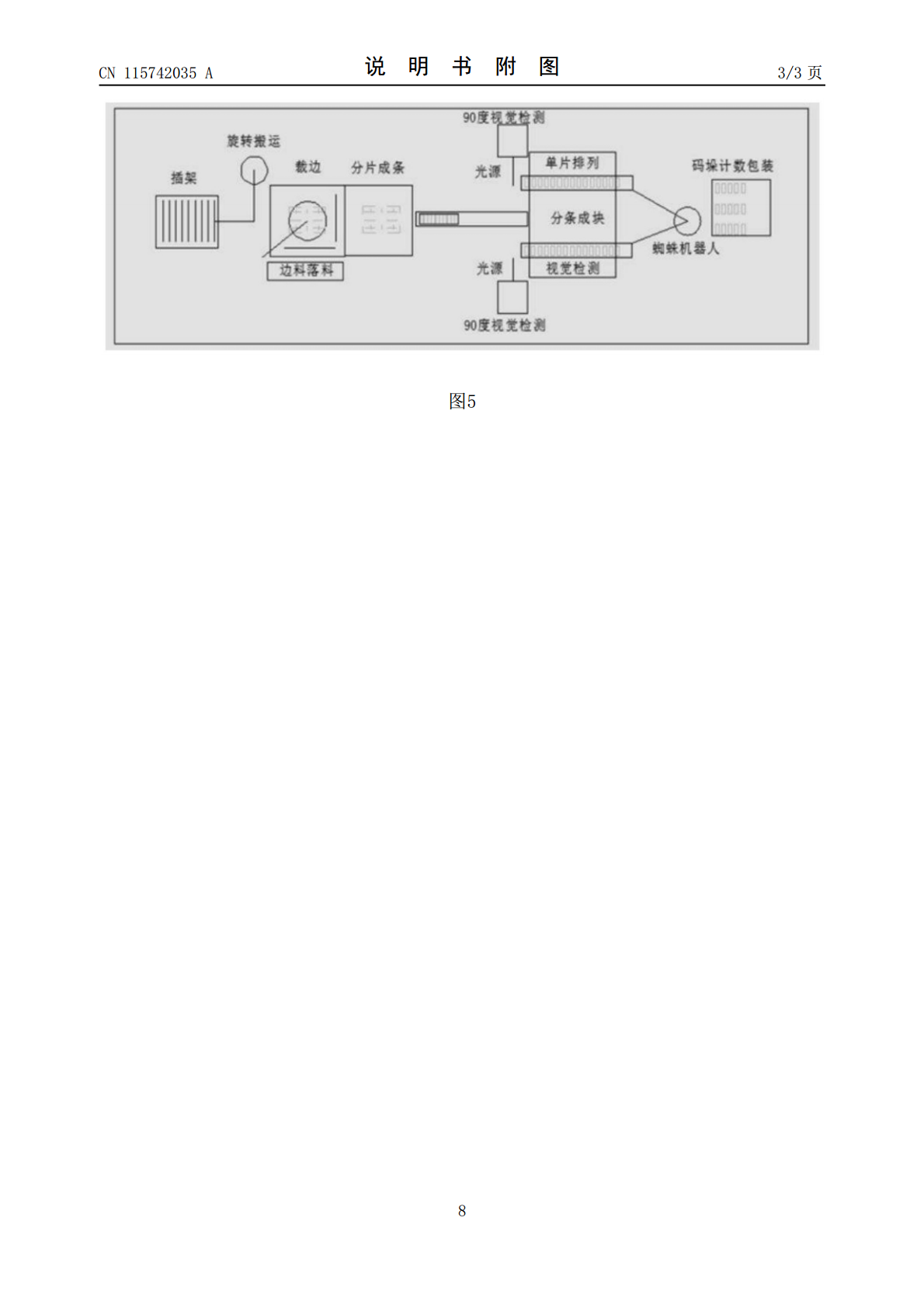
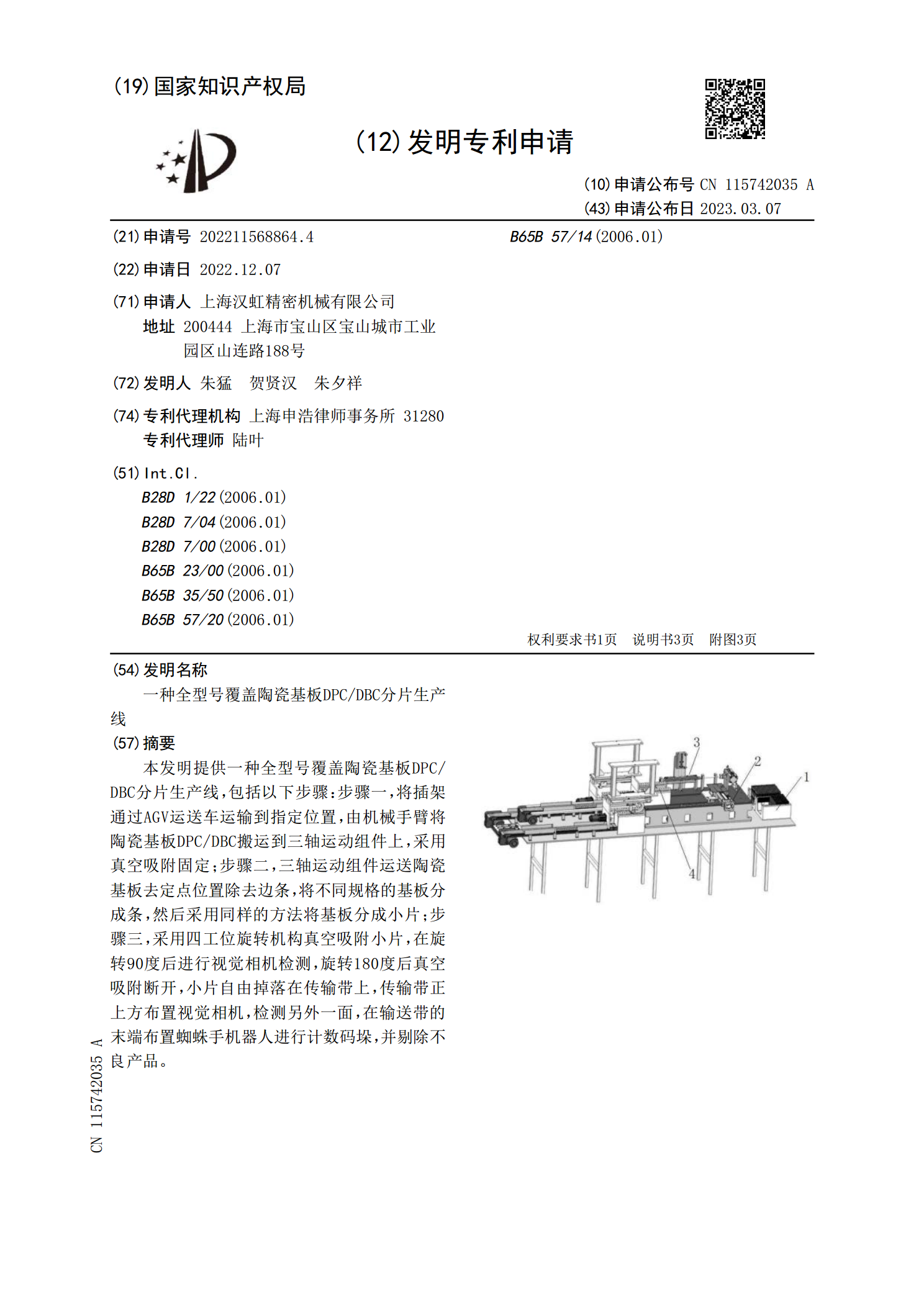
本发明提供一种全型号覆盖陶瓷基板DPC/DBC分片生产线,包括以下步骤:步骤一,将插架通过AGV运送车运输到指定位置,由机械手臂将陶瓷基板DPC/DBC搬运到三轴运动组件上,采用真空吸附固定;步骤二,三轴运动组件运送陶瓷基板去定点位置除去边条,将不同规格的基板分成条,然后采用同样的方法将基板分成小片;步骤三,采用四工位旋转机构真空吸附小片,在旋转90度后进行视觉相机检测,旋转180度后真空吸附断开,小片自由掉落在传输带上,传输带正上方布置视觉相机,检测另外一面,在输送带的末端布置蜘蛛手机器人进行计数码垛,

覆铜陶瓷基板的分片工艺.pdf
本发明公开了一种覆铜陶瓷基板的分片工艺,涉及陶瓷基板加工领域,旨在解决覆铜陶瓷基板在分片切割时会产生锥度的问题,其技术方案要点是:一种覆铜陶瓷基板的分片工艺,由以下步骤组成:激光器出光,射出光束达到扩束镜,所述扩束镜将激光光斑从15微米扩大到50微米;扩大后的光束经过至少一次的反射镜片,将激光从激光器引导至加工位置;经过反射器的光束通过扫描振镜,生成所需要加工的图形;然后光束通过远心石英场镜,将激光投射至覆铜陶瓷基板上进行分割。本发明的一种覆铜陶瓷基板的分片工艺,通过振镜配合远心石英场镜,能够使覆铜陶瓷基
一种陶瓷基板点胶生产线.pdf
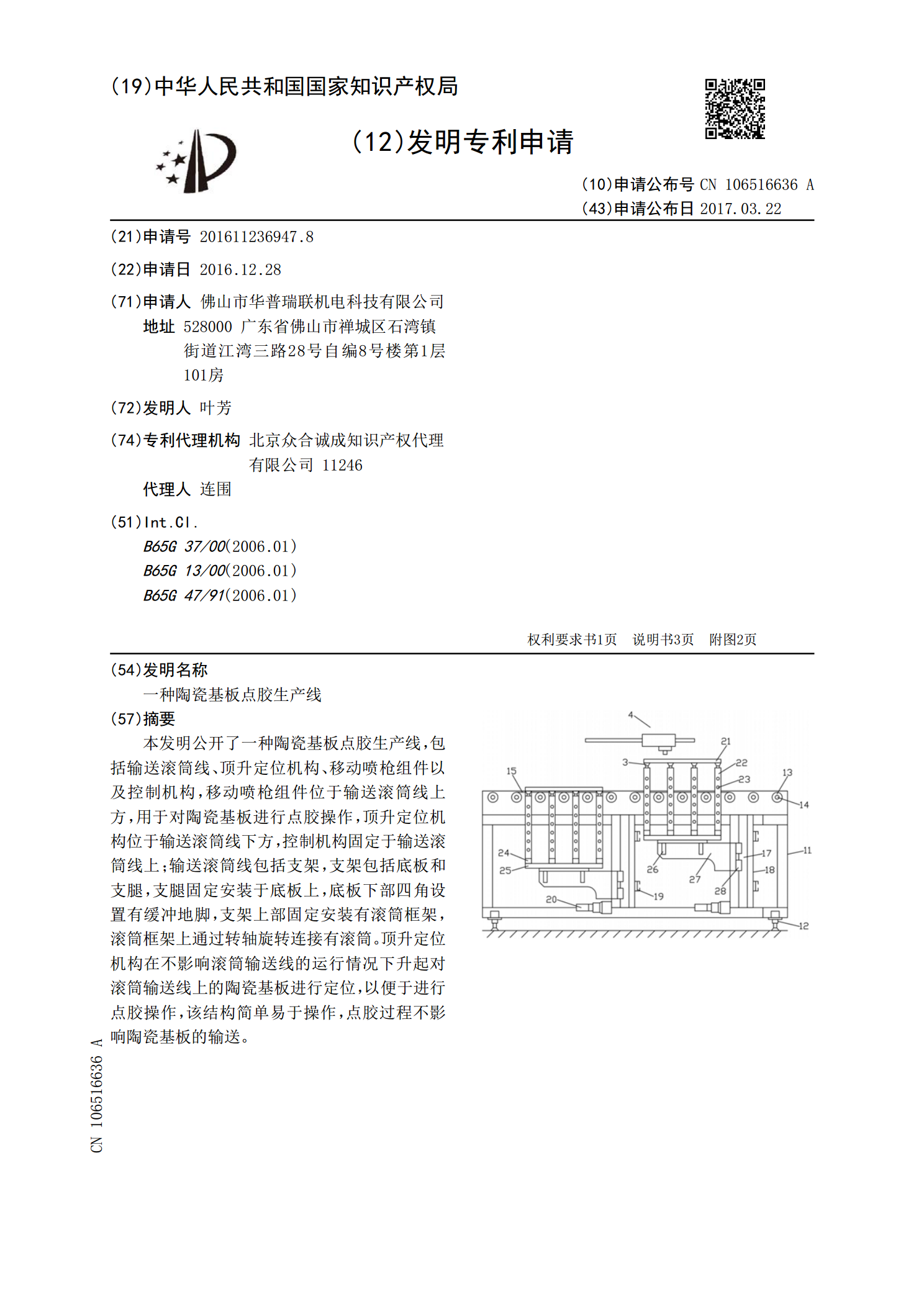
本发明公开了一种陶瓷基板点胶生产线,包括输送滚筒线、顶升定位机构、移动喷枪组件以及控制机构,移动喷枪组件位于输送滚筒线上方,用于对陶瓷基板进行点胶操作,顶升定位机构位于输送滚筒线下方,控制机构固定于输送滚筒线上;输送滚筒线包括支架,支架包括底板和支腿,支腿固定安装于底板上,底板下部四角设置有缓冲地脚,支架上部固定安装有滚筒框架,滚筒框架上通过转轴旋转连接有滚筒。顶升定位机构在不影响滚筒输送线的运行情况下升起对滚筒输送线上的陶瓷基板进行定位,以便于进行点胶操作,该结构简单易于操作,点胶过程不影响陶瓷基板的输
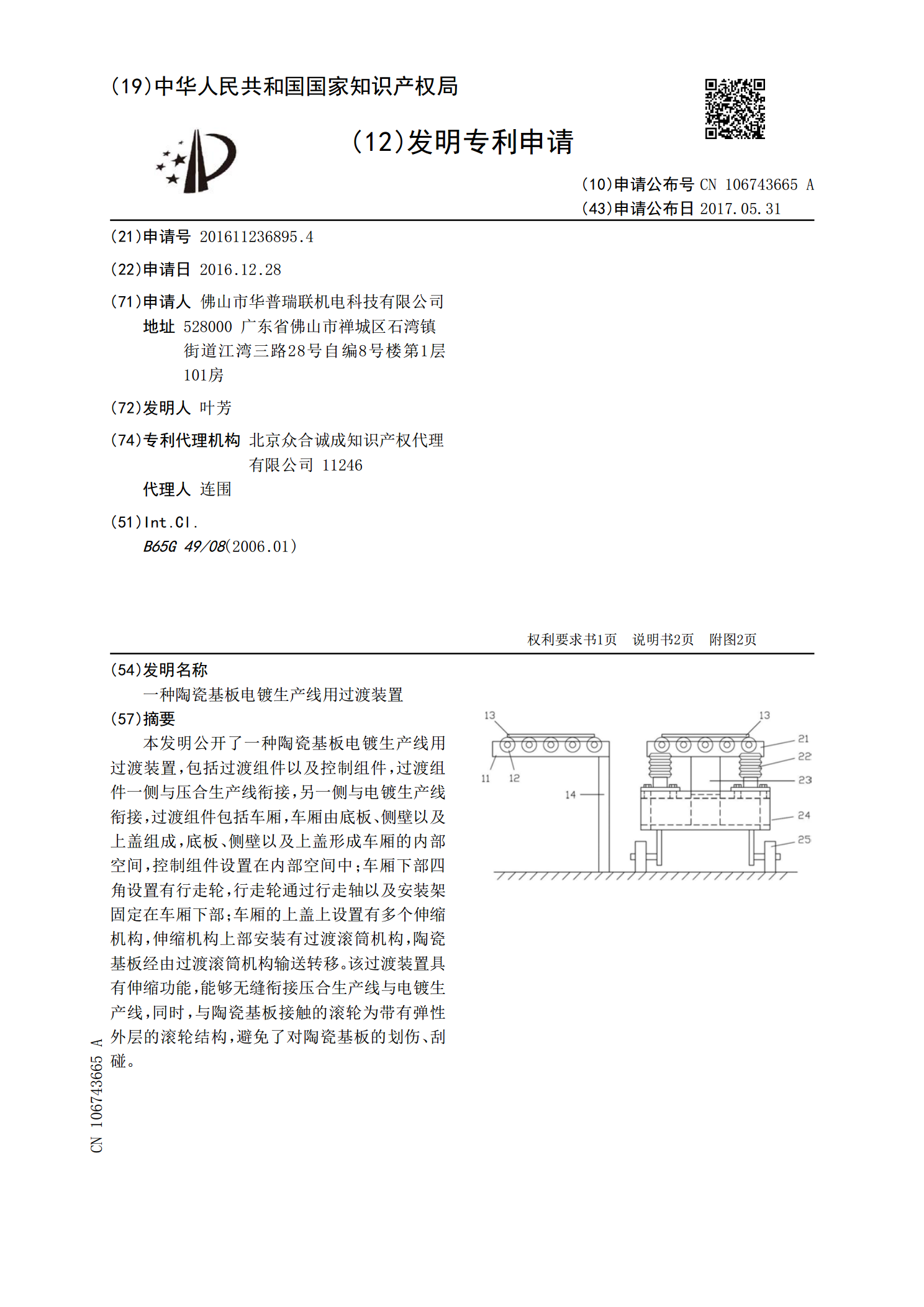
一种陶瓷基板电镀生产线用过渡装置.pdf
本发明公开了一种陶瓷基板电镀生产线用过渡装置,包括过渡组件以及控制组件,过渡组件一侧与压合生产线衔接,另一侧与电镀生产线衔接,过渡组件包括车厢,车厢由底板、侧壁以及上盖组成,底板、侧壁以及上盖形成车厢的内部空间,控制组件设置在内部空间中;车厢下部四角设置有行走轮,行走轮通过行走轴以及安装架固定在车厢下部;车厢的上盖上设置有多个伸缩机构,伸缩机构上部安装有过渡滚筒机构,陶瓷基板经由过渡滚筒机构输送转移。该过渡装置具有伸缩功能,能够无缝衔接压合生产线与电镀生产线,同时,与陶瓷基板接触的滚轮为带有弹性外层的滚轮

一种陶瓷电路基板的制备方法及陶瓷电路基板.pdf
本发明公开了一种陶瓷电路基板的制备方法及陶瓷电路基板,该方法包括:在陶瓷基板的表面上制作与所需要的电路图形对应的银铜钛合金层,银铜钛合金层当中加入有至少一层湿润金属层;在银铜钛合金层上制作所需要的导电电路层;在制作导电电路层之后或在制作导电电路层的过程中,还将陶瓷基板整体置于真空烧结炉中烧结,在真空烧结的过程当中,银铜钛合金层当中的银、铜和钛相互扩散,使银铜钛合金层形成为合金互化的活性钎焊层。本发明的方法不仅能使陶瓷电路基板在高低热循环工作下,陶瓷基板与电路层不会轻易脱落,且降低了陶瓷电路基板的制备工艺难