
一种船舶曲面分段大间隙埋弧焊接装置及焊接方法.pdf

安双****文章

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种船舶曲面分段大间隙埋弧焊接装置及焊接方法.pdf
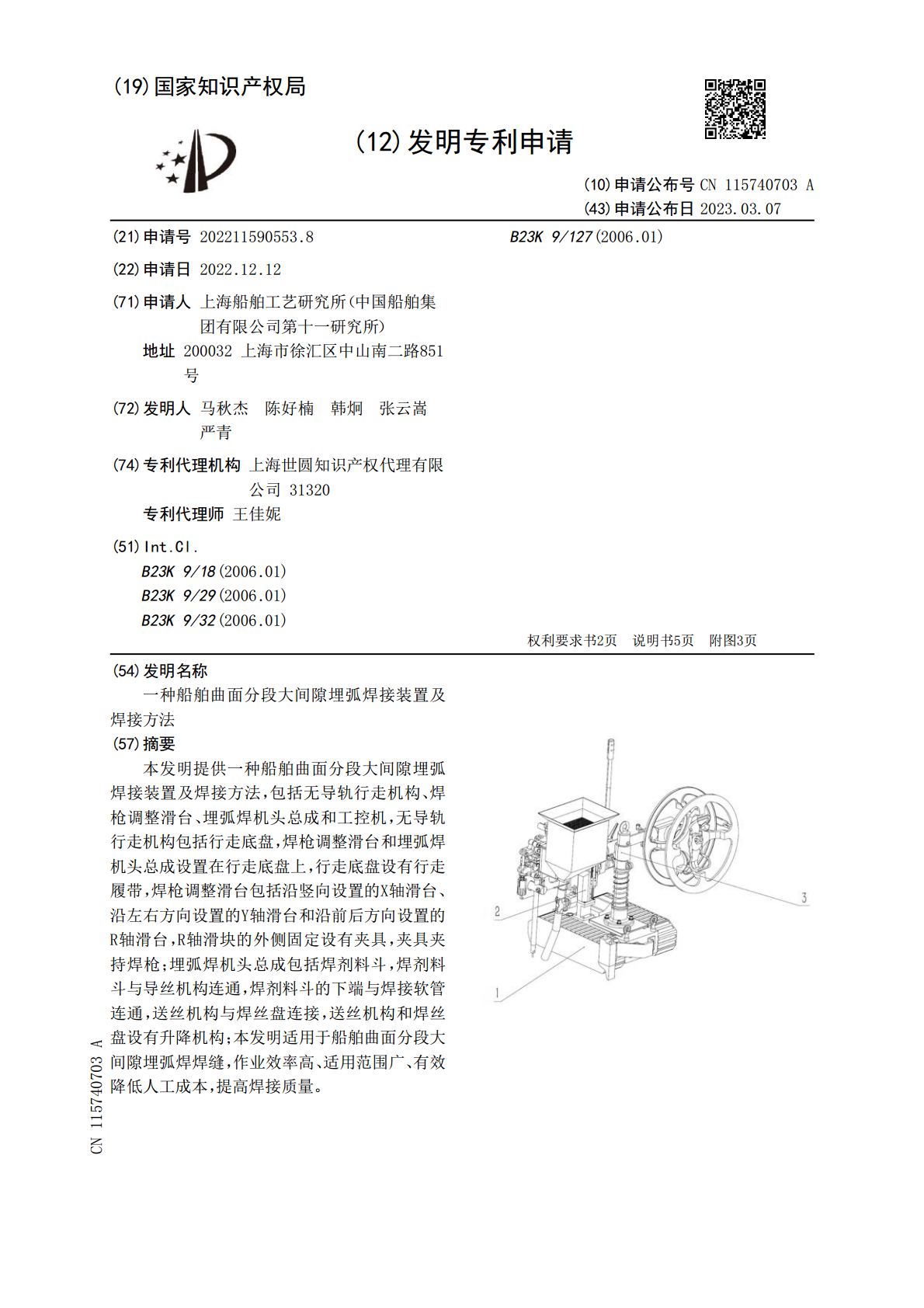
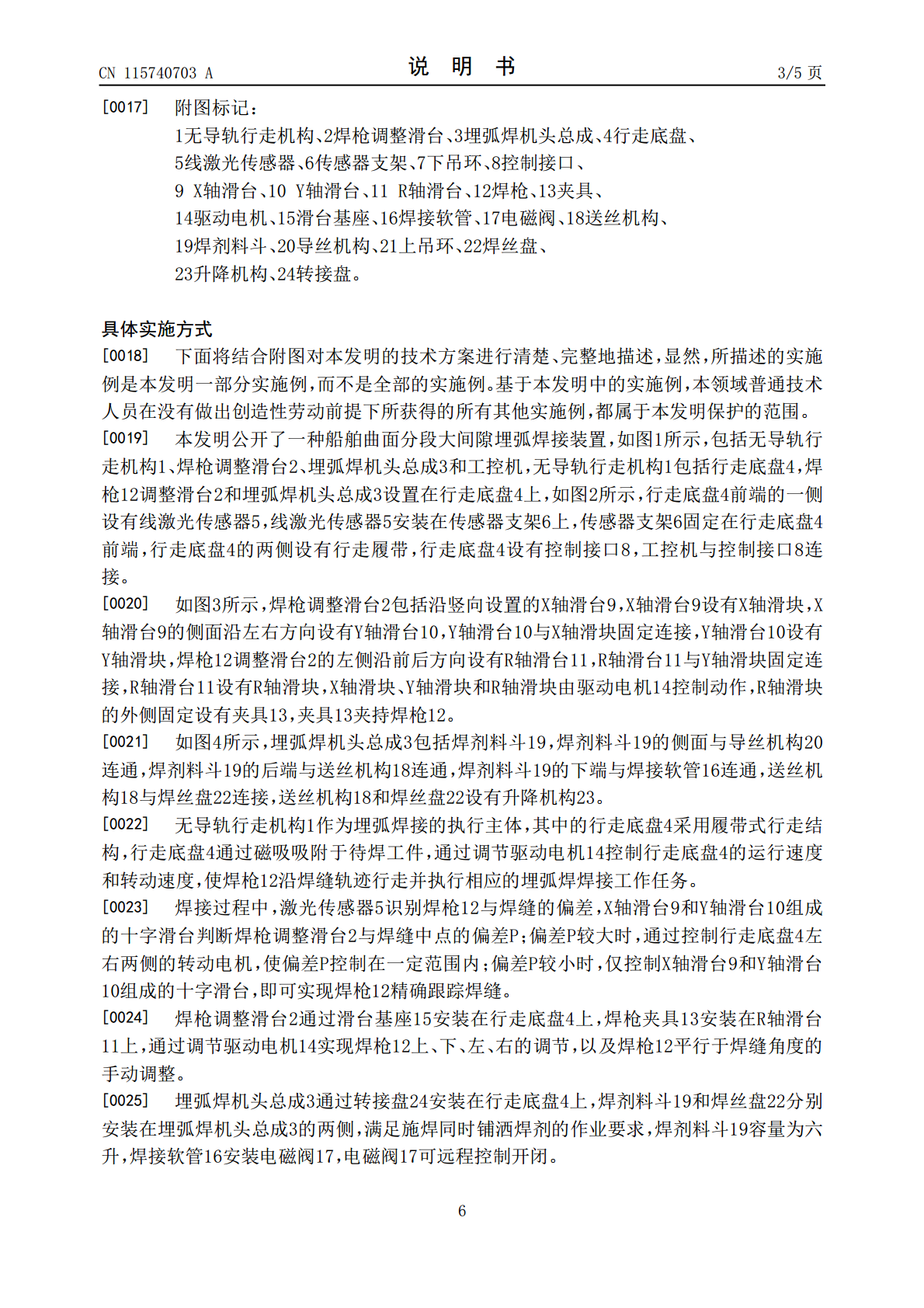
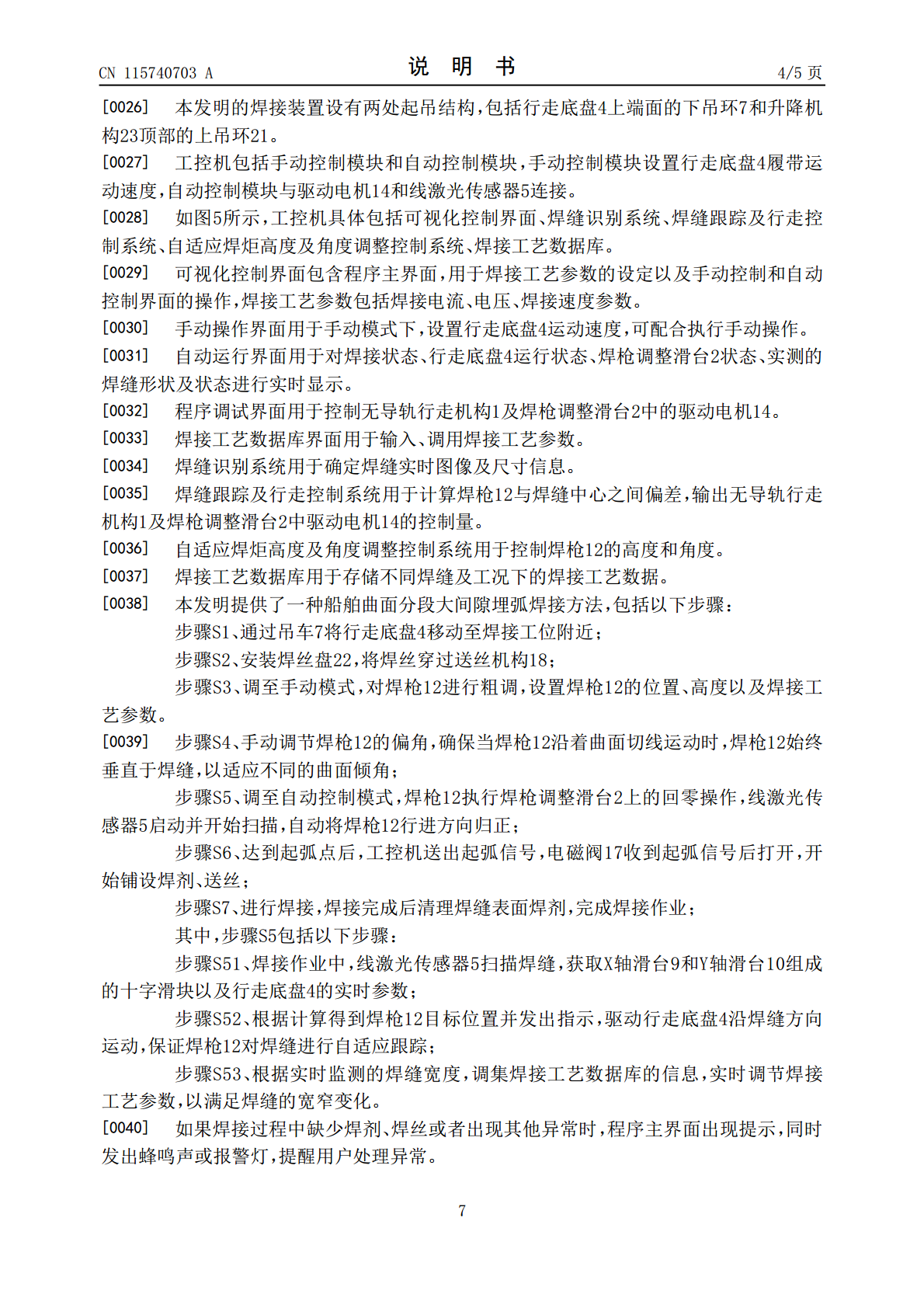
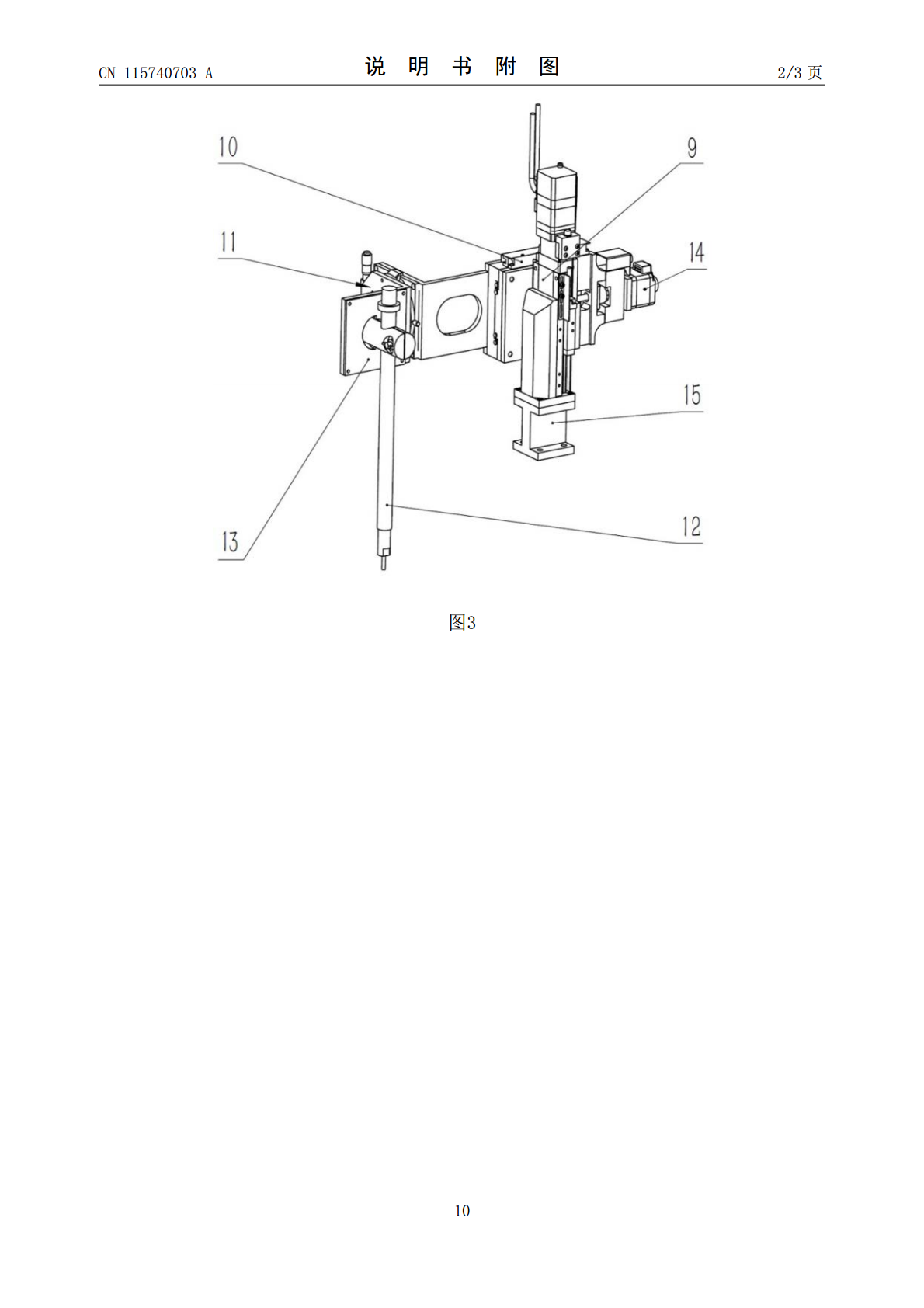
本发明提供一种船舶曲面分段大间隙埋弧焊接装置及焊接方法,包括无导轨行走机构、焊枪调整滑台、埋弧焊机头总成和工控机,无导轨行走机构包括行走底盘,焊枪调整滑台和埋弧焊机头总成设置在行走底盘上,行走底盘设有行走履带,焊枪调整滑台包括沿竖向设置的X轴滑台、沿左右方向设置的Y轴滑台和沿前后方向设置的R轴滑台,R轴滑块的外侧固定设有夹具,夹具夹持焊枪;埋弧焊机头总成包括焊剂料斗,焊剂料斗与导丝机构连通,焊剂料斗的下端与焊接软管连通,送丝机构与焊丝盘连接,送丝机构和焊丝盘设有升降机构;本发明适用于船舶曲面分段大间隙埋弧
一种随动式滑动窄间隙埋弧焊接装置.pdf
本发明涉及窄间隙埋弧焊接装置技术领域,尤其是一种随动式滑动窄间隙埋弧焊接装置,包括筒体,且支撑板位于筒体的后侧,所述支撑板的下端设有底板,且筒体的下端中部设有焊枪。滑块抵在焊缝的内壁上,在弹性件的作用下,两个伸缩筒相互分开,保证挤压力度,从而使滑块挤紧焊缝,焊枪正对焊缝的中部,这里伸缩筒上设有齿条,两个齿条之间通过齿轮连接,遇到凸起时,凸起一侧的滑块被挤压,向内移动,带动齿条移动,齿条带动齿轮,从而带动另一个齿条,这样两个滑块同步收进,保证焊枪始终处于两个滑块之间,从而保证焊枪正对焊缝的中部,保证了焊接质
一种埋弧焊接装置.pdf
本发明公开了一种埋弧焊接装置,包括焊接件放置机床和龙门焊接架,在龙门焊接架上设有焊接头,在焊接件放置机床的两侧设有供龙门焊接架前后移动的导向轨,其特征在于:在焊接件放置机床两侧的导向轨外侧设有传送架,在传送架中间位置设有传送小角钢的传送带,在传送带上设有固定小角钢的固定块组,在传送架上方设有对小角钢在传送带上的位置进行调整的压板,在传送架两侧分别设有小角钢推送机构和小角钢上料机构,小角钢推送机构和小角钢上料机构同步在传送架侧边上的线轨上移动,在焊接件放置机床上设有放置焊接件的升降放置底座。本发明结构简单、

船舶焊接方法埋弧自动焊学习教案.pptx
会计学定义:电弧在焊剂层下燃烧进行自动焊接的方法四个过程:引弧、送丝、移丝和灭弧四个动作全部(quánbù)由机械完成自动电弧焊:明弧自动焊(CO2气体保护焊)埋弧自动焊(焊剂层下)埋弧自动焊:是利用专门的机械设备自动完成手工电弧焊中的引燃电弧、送进焊条(hàntiáo)以及移动电弧等焊接动作,并使电弧在较厚焊剂下燃烧的熔化焊。焊接过程:埋弧焊的焊接过程可概括为:自动送丝;引弧;焊剂自动下料;焊机匀速运动;电弧在焊剂下燃烧。5-1埋弧焊的原理(yuánlǐ)及特点二)、分类和应用1、分类按送丝方式:按焊丝

船舶焊接方法埋弧自动焊PPT教案.pptx
会计学定义:电弧在焊剂(hànjì)层下燃烧进行自动焊接的方法四个过程:引弧、送丝、移丝和灭弧四个动作全部由机械完成自动电弧焊:明弧自动焊(CO2气体保护焊)埋弧自动焊(焊剂(hànjì)层下)埋弧自动焊:是利用专门的机械设备自动完成手工电弧焊中的引燃电弧、送进焊条以及移动电弧等焊接动作,并使电弧在较厚焊剂下燃烧的熔化焊。焊接过程(guòchéng):埋弧焊的焊接过程(guòchéng)可概括为:自动送丝;引弧;焊剂自动下料;焊机匀速运动;电弧在焊剂下燃烧。5-1埋弧焊的原理(yuánlǐ)及特点二)、分