
一种用于高熵合金堆焊的缆式焊丝及其制备方法.pdf

一条****然后

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于高熵合金堆焊的缆式焊丝及其制备方法.pdf
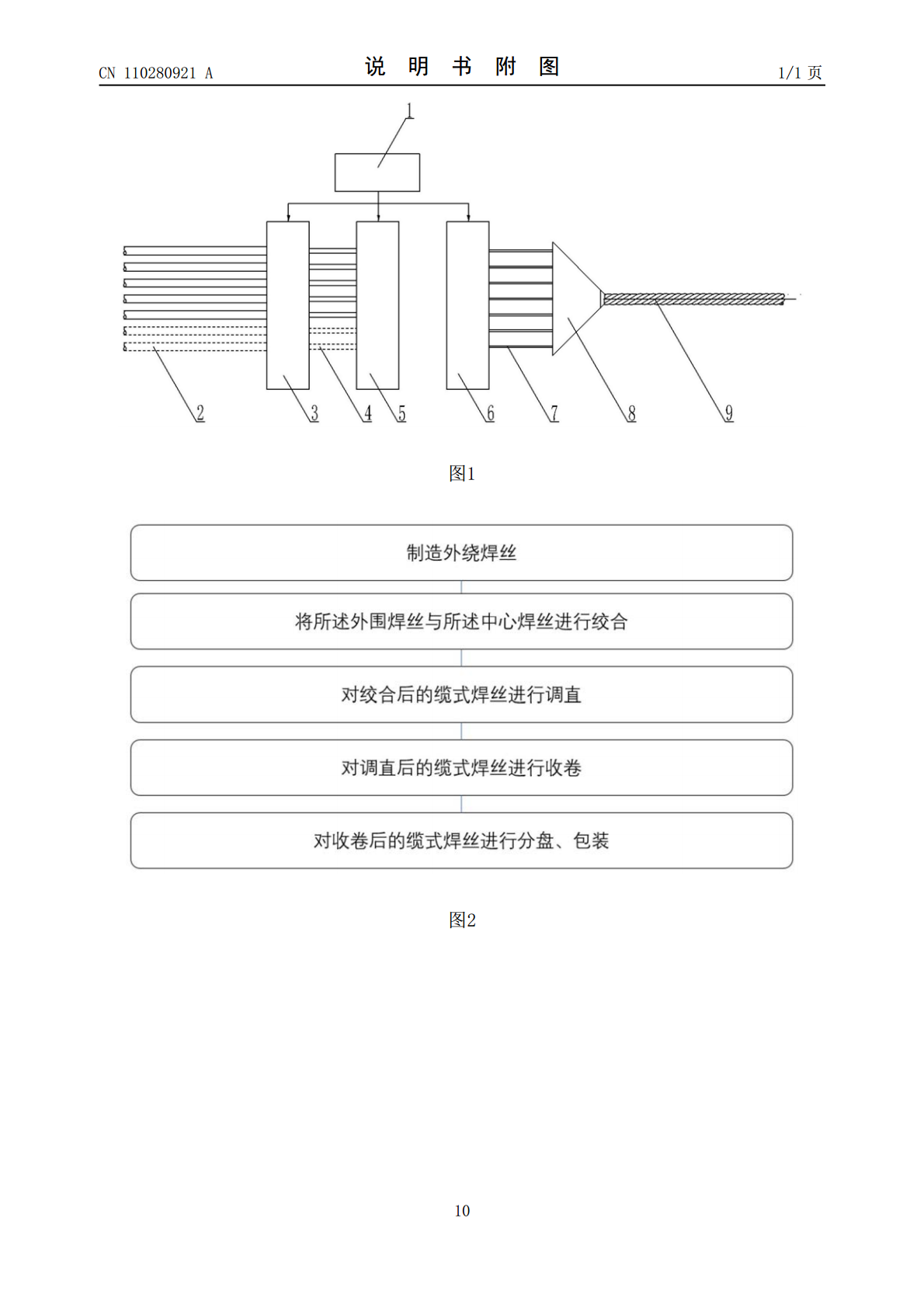
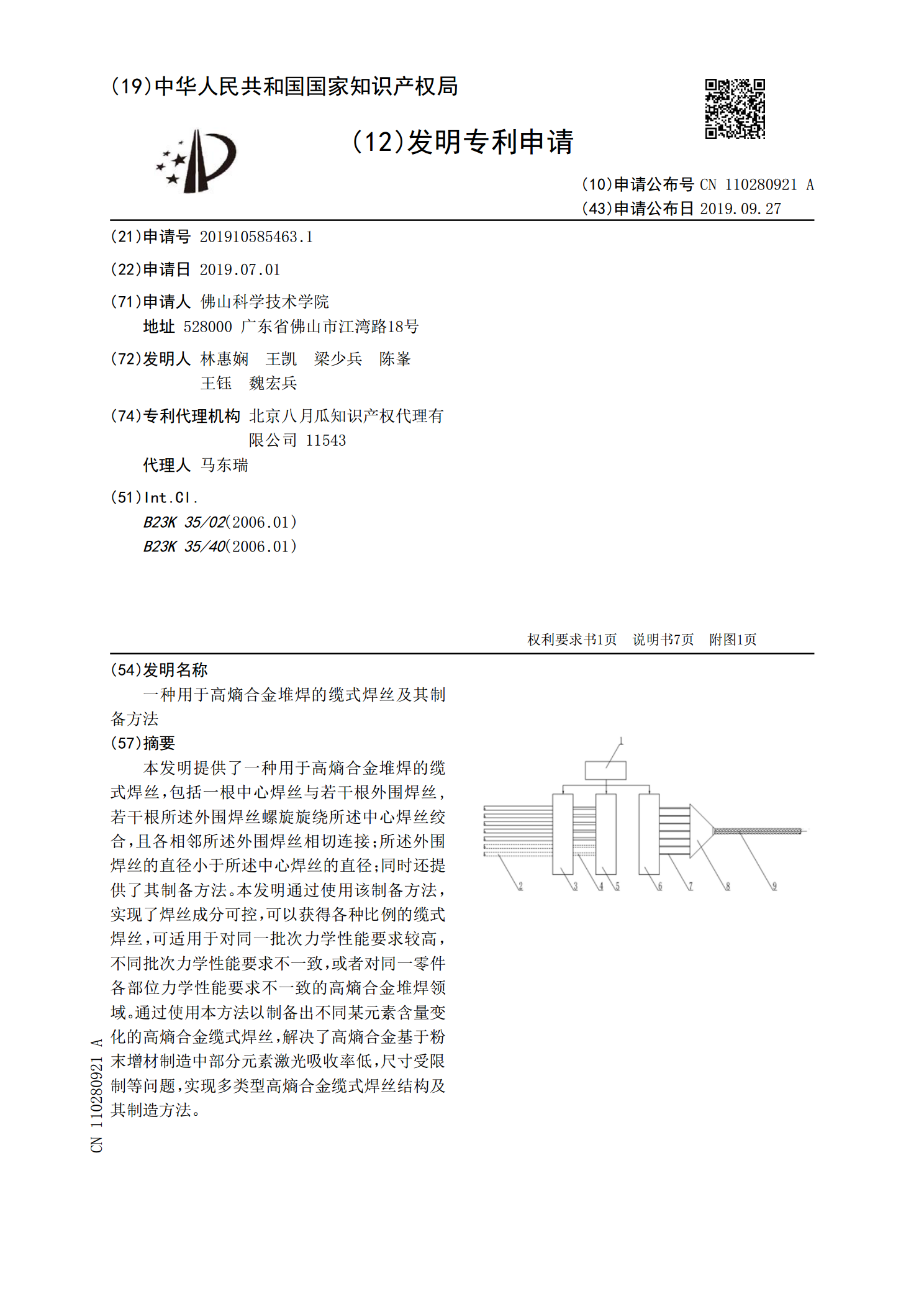
本发明提供了一种用于高熵合金堆焊的缆式焊丝,包括一根中心焊丝与若干根外围焊丝,若干根所述外围焊丝螺旋旋绕所述中心焊丝绞合,且各相邻所述外围焊丝相切连接;所述外围焊丝的直径小于所述中心焊丝的直径;同时还提供了其制备方法。本发明通过使用该制备方法,实现了焊丝成分可控,可以获得各种比例的缆式焊丝,可适用于对同一批次力学性能要求较高,不同批次力学性能要求不一致,或者对同一零件各部位力学性能要求不一致的高熵合金堆焊领域。通过使用本方法以制备出不同某元素含量变化的高熵合金缆式焊丝,解决了高熵合金基于粉末增材制造中部分
一种用于高熵合金电弧增材制造的缆式焊丝及其制备方法.pdf
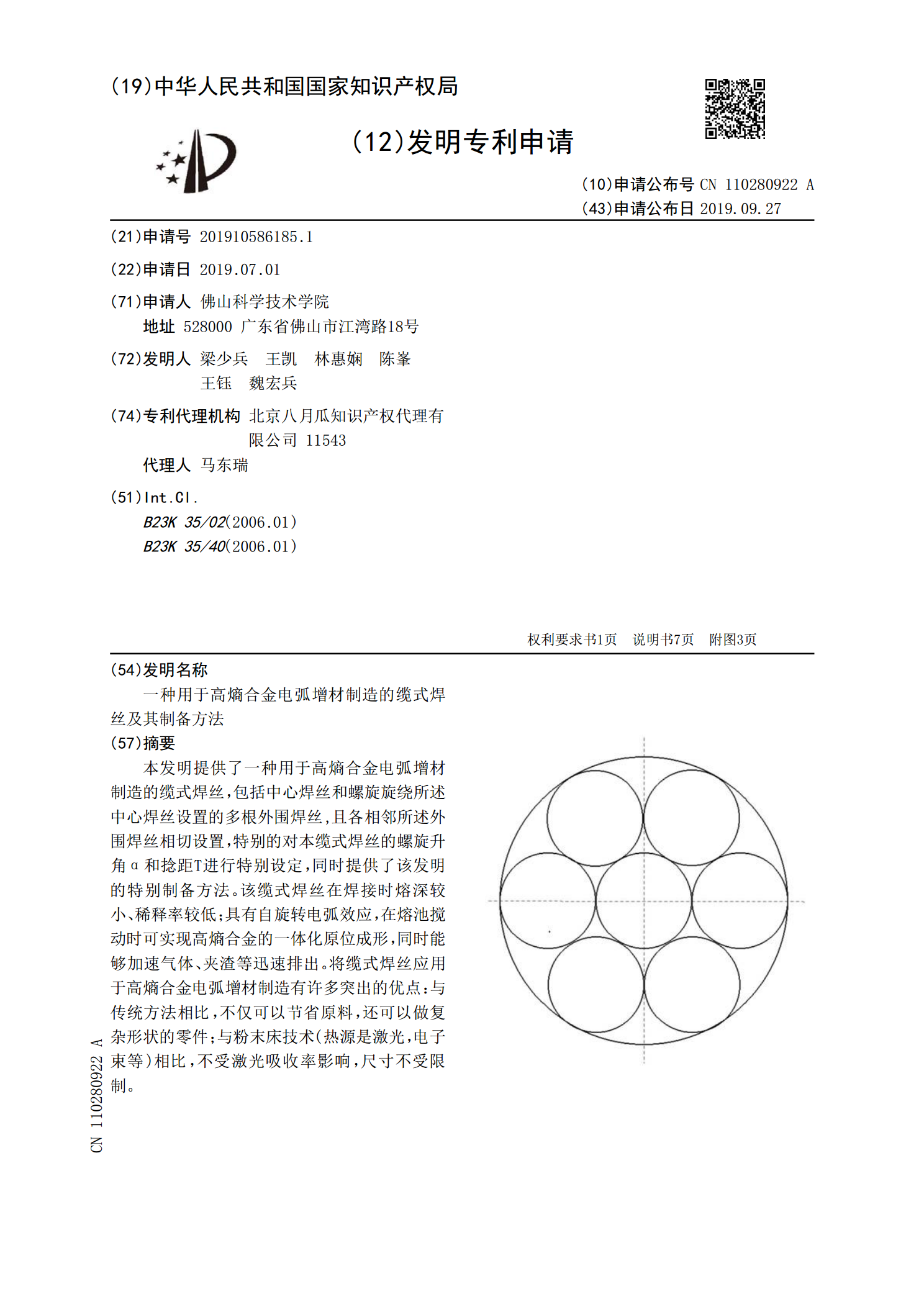
本发明提供了一种用于高熵合金电弧增材制造的缆式焊丝,包括中心焊丝和螺旋旋绕所述中心焊丝设置的多根外围焊丝,且各相邻所述外围焊丝相切设置,特别的对本缆式焊丝的螺旋升角α和捻距T进行特别设定,同时提供了该发明的特别制备方法。该缆式焊丝在焊接时熔深较小、稀释率较低;具有自旋转电弧效应,在熔池搅动时可实现高熵合金的一体化原位成形,同时能够加速气体、夹渣等迅速排出。将缆式焊丝应用于高熵合金电弧增材制造有许多突出的优点:与传统方法相比,不仅可以节省原料,还可以做复杂形状的零件;与粉末床技术(热源是激光,电子束等)相比
高熵合金粉芯焊丝及其电弧熔覆制备高熵合金涂层的方法.pdf
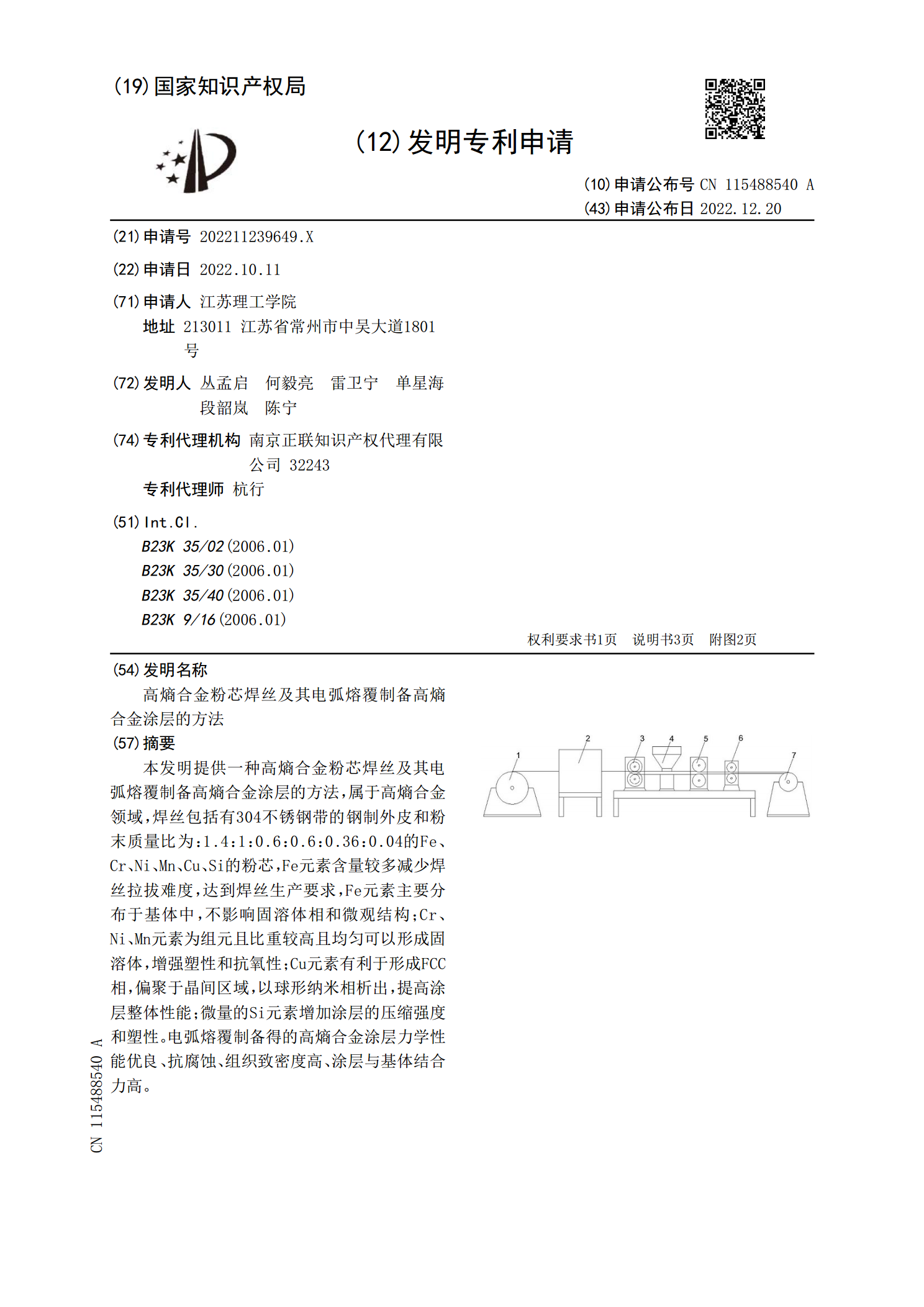
本发明提供一种高熵合金粉芯焊丝及其电弧熔覆制备高熵合金涂层的方法,属于高熵合金领域,焊丝包括有304不锈钢带的钢制外皮和粉末质量比为:1.4:1:0.6:0.6:0.36:0.04的Fe、Cr、Ni、Mn、Cu、Si的粉芯,Fe元素含量较多减少焊丝拉拔难度,达到焊丝生产要求,Fe元素主要分布于基体中,不影响固溶体相和微观结构;Cr、Ni、Mn元素为组元且比重较高且均匀可以形成固溶体,增强塑性和抗氧性;Cu元素有利于形成FCC相,偏聚于晶间区域,以球形纳米相析出,提高涂层整体性能;微量的Si元素增加涂层的压
用于钛-钢焊缝高熵化的药芯焊丝及其制备方法.pdf
用于钛‑钢焊缝高熵化的药芯焊丝及其制备方法,属于焊接技术领域。包括药芯和外皮;药芯按质量百分比由以下组分组成:钛粉10~30%,铁粉10~50%,铌粉10~50%,钼粉10~30%,以上组分质量百分比之和为100%;外皮选用Ni‑Cr‑Co系镍基合金带,其主要成分为:Co含量27%~33%,Cr含量26%~30%,Fe含量2.5%~3.5%,Ni余量;药芯的包覆率为15%。进行钛‑钢异种金属熔化焊接,焊缝金属的化学成分处在高熵合金的主元范围内,焊缝处的结构组织趋向形成简单的BCC+FCC固溶相,实现焊缝的
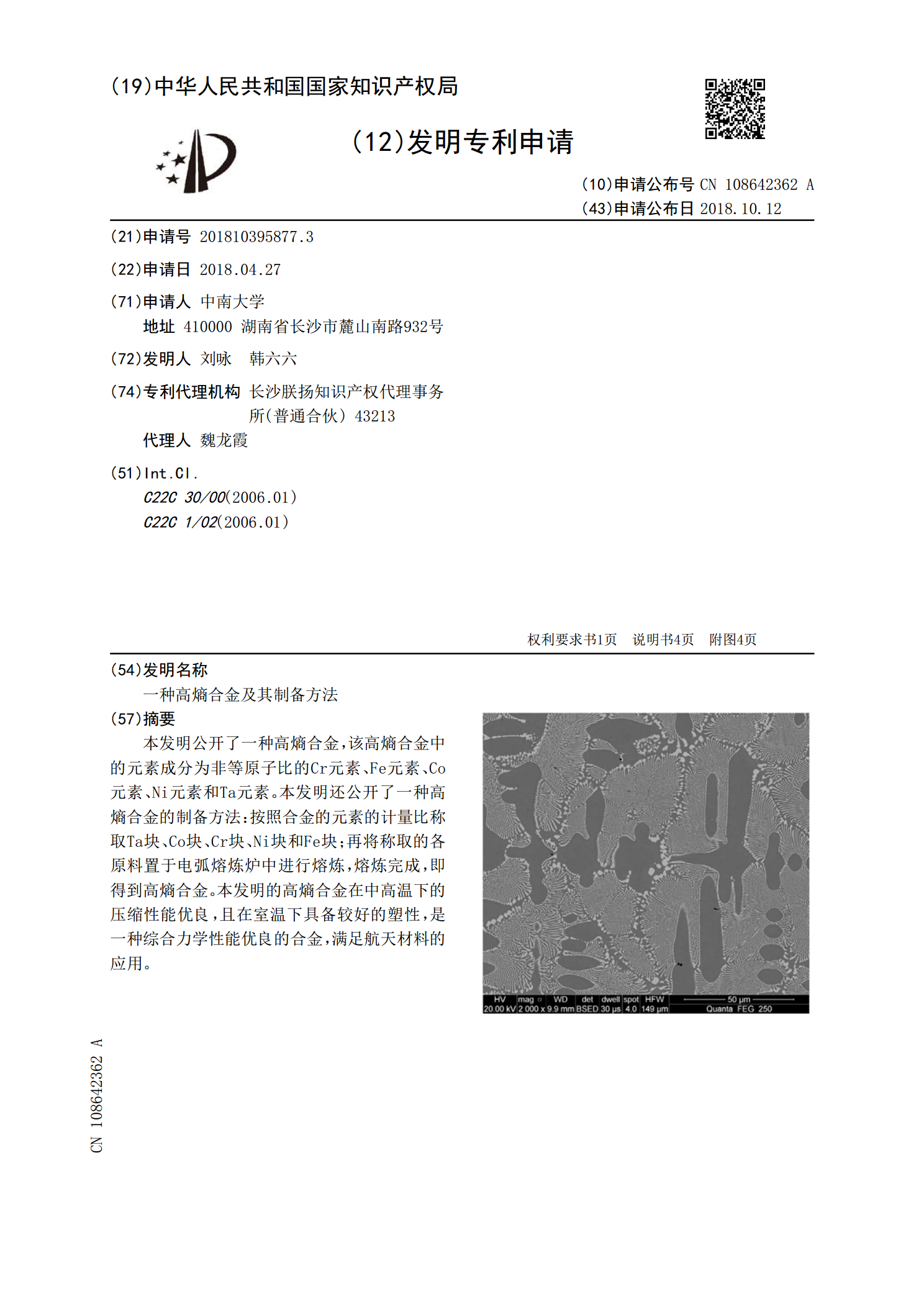
一种高熵合金及其制备方法.pdf
本发明公开了一种高熵合金,该高熵合金中的元素成分为非等原子比的Cr元素、Fe元素、Co元素、Ni元素和Ta元素。本发明还公开了一种高熵合金的制备方法:按照合金的元素的计量比称取Ta块、Co块、Cr块、Ni块和Fe块;再将称取的各原料置于电弧熔炼炉中进行熔炼,熔炼完成,即得到高熵合金。本发明的高熵合金在中高温下的压缩性能优良,且在室温下具备较好的塑性,是一种综合力学性能优良的合金,满足航天材料的应用。