
用于制备花边磁钢的模具、取向成型压机及其方法.pdf

一吃****永贺

1/10
2/10
3/10

4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于制备花边磁钢的模具、取向成型压机及其方法.pdf
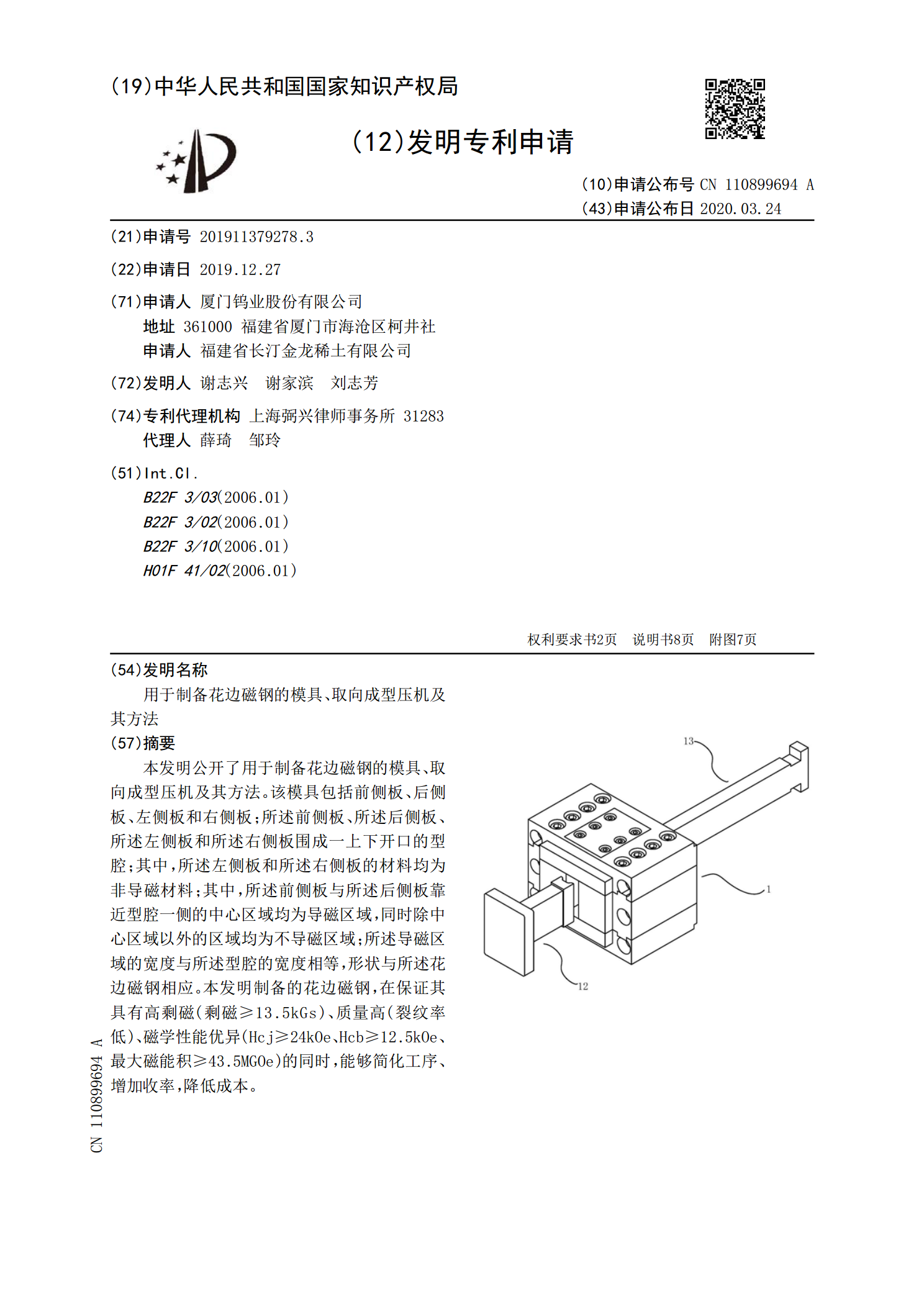
本发明公开了用于制备花边磁钢的模具、取向成型压机及其方法。该模具包括前侧板、后侧板、左侧板和右侧板;所述前侧板、所述后侧板、所述左侧板和所述右侧板围成一上下开口的型腔;其中,所述左侧板和所述右侧板的材料均为非导磁材料;其中,所述前侧板与所述后侧板靠近型腔一侧的中心区域均为导磁区域,同时除中心区域以外的区域均为不导磁区域;所述导磁区域的宽度与所述型腔的宽度相等,形状与所述花边磁钢相应。本发明制备的花边磁钢,在保证其具有高剩磁(剩磁≥13.5kGs)、质量高(裂纹率低)、磁学性能优异(Hcj≥24kOe、Hc

一种用于热压成型的模具材料及其制备方法.pdf
本发明公开了一种用于热压成型的模具材料及其制备方法,所述模具材料包括石墨、碳化硅、沥青、氧化锆;以重量百分含量计:碳化硅1‑3%、沥青5‑15%、氧化锆0.1‑1%,余量为石墨。其制备是将石墨、沥青加入混捏机中混捏后装入模具中压实并抽真空处理,再送入等静压机进行静压成型,脱模后得到生坯料;将生坯料在惰性气体保护下进行焙烧处理;焙烧后的石墨块放入抗氧化浸渍剂进行加压浸渍处理后,将浸渍处理后的石墨二次焙烧;焙烧后的石墨模块表面涂覆碳化硅和氧化锆混合浆料,晾干后,放入石墨炉中高温石墨化处理,制得用于热压成型的石

用于制备微针芯片的模具及其制备方法.pdf
本发明涉及一种用于制备微针芯片的模具及其制备方法,属于经皮给药制剂技术领域。该模具包括:阴模,其上设有若干个与微针芯片的针体形状相适配的排列形成阵列的型腔,每个型腔具有灌注入口和排气口,灌注入口开口于所述阴模的一侧表面且位于所述型腔的针基端,所述排气口开口于所述阴模的另一侧表面且位于所述型腔的针尖端,所述阴模具有多个所述排气口的表面形成排气面;以及透气膜,覆盖于所述排气面上,用于防止液体透过而使气体透过。该模具能够在截留液体的同时排出气体,具有较好的微灌注效果。使用该模具制备微针芯片时,无需进行离心等工业
轮毂成型模具涂料及其制备方法.pdf
本发明公开了一种轮毂成型模具涂料的制备方法,其中,所述制备方法包括:将钠基膨润土、三聚磷酸钠、硅藻土、环氧树脂和水搅拌混合,形成混合液M;将所述混合液M静置2‑4h后加入耐火粉料,搅拌后得到混合液N;将混合液N置于密封环境中进行陈化处理,得到轮毂成型模具涂料,解决了传统涂料涂覆后形成的涂层耐热能力差,长时间使用后容易出现冲刷磨损和疲劳裂纹的问题。

轮毂成型模具涂料及其制备方法.pdf
本发明公开了一种轮毂成型模具涂料及其制备方法,其中,所述制备方法包括:将海藻酸钠、羧甲基纤维素钠、磷酸铝、水玻璃、酚醛树脂和水搅拌混合,形成混合液M;将所述混合液M静置2‑4h后加入耐火粉料,搅拌后得到混合液N;将混合液N置于密封环境中进行陈化处理,得到轮毂成型模具涂料,解决了传统涂料挥发性高,将造成铸件产生气孔、砂眼等缺陷,同时,涂料的强度较低,形成的涂层易开裂的问题。