
一种高硫低铜镍物料加压浸出的方法.pdf

依波****bc


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高硫低铜镍物料加压浸出的方法.pdf
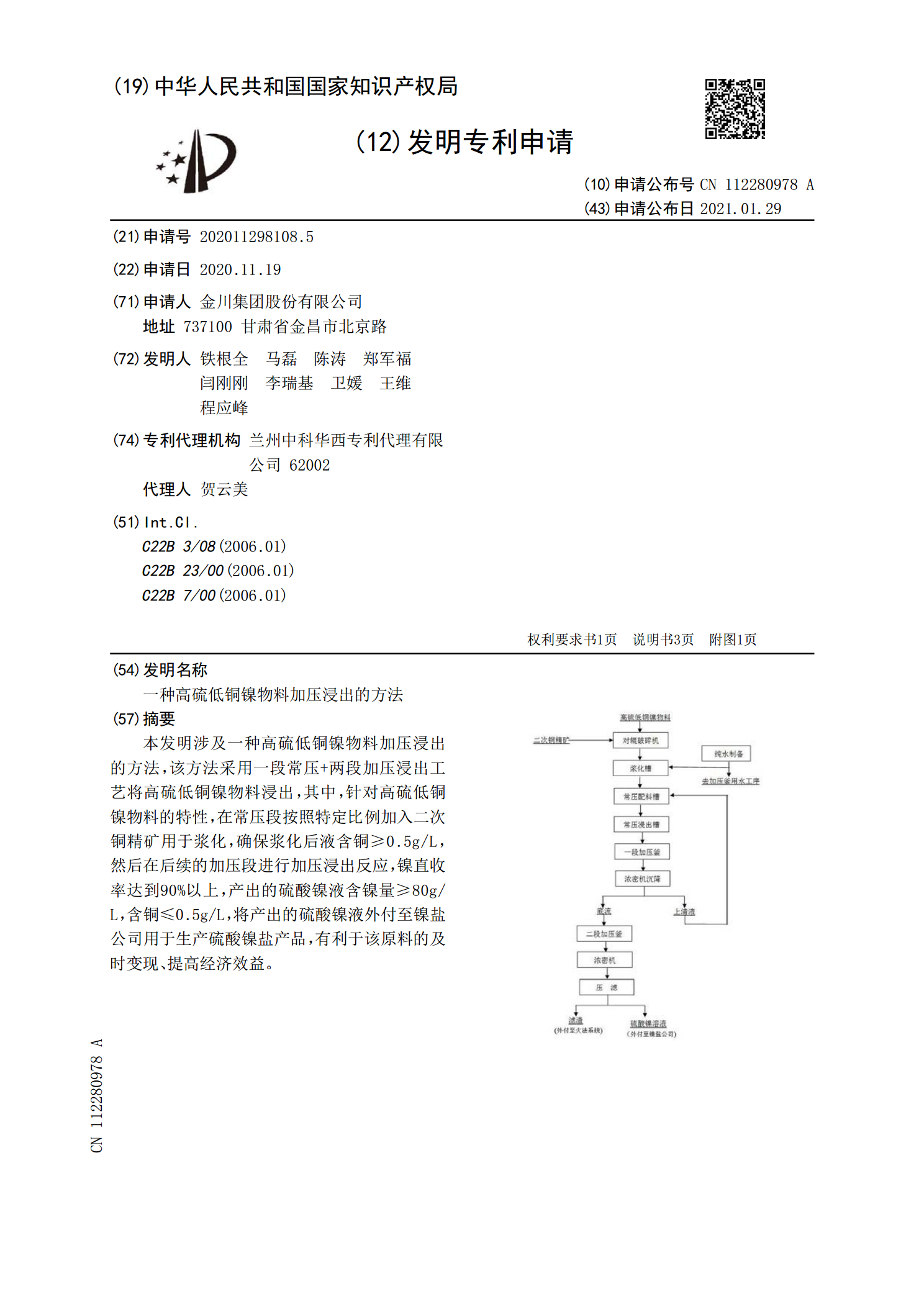
本发明涉及一种高硫低铜镍物料加压浸出的方法,该方法采用一段常压+两段加压浸出工艺将高硫低铜镍物料浸出,其中,针对高硫低铜镍物料的特性,在常压段按照特定比例加入二次铜精矿用于浆化,确保浆化后液含铜≥0.5g/L,然后在后续的加压段进行加压浸出反应,镍直收率达到90%以上,产出的硫酸镍液含镍量≥80g/L,含铜≤0.5g/L,将产出的硫酸镍液外付至镍盐公司用于生产硫酸镍盐产品,有利于该原料的及时变现、提高经济效益。
硫杆菌浸出低品位镍铜硫化矿.pdf
第1卷第1期过程工程学报Vol.1No.12001年1月TheChineseJournalofProcessEngineeringJan.2001硫杆菌浸出低品位镍铜硫化矿
硫杆菌浸出低品位镍铜硫化矿.pdf
第1卷第1期过程工程学报Vol.1No.12001年1月TheChineseJournalofProcessEngineeringJan.2001硫杆菌浸出低品位镍铜硫化矿

某硫化镍物料的加压浸出工艺研究.docx
某硫化镍物料的加压浸出工艺研究某硫化镍物料的加压浸出工艺研究摘要:本论文研究了某硫化镍物料的加压浸出工艺。首先,通过对硫化镍物料的性质进行分析,确定了物料的组成和矿石特性。然后,设计了一套加压浸出的实验装置,并对浸出过程中的操作参数进行了优化。最后,通过实验结果的分析,评估了加压浸出工艺对硫化镍物料的浸出效果。1.引言某硫化镍物料是一种重要的镍资源,其含镍量较高,因而具有较高的经济价值。然而,该物料的硫化镍结构较为稳定,常规的浸出方法难以有效地提取镍资源。因此,通过加压浸出工艺来提取镍资源可能是一种有效的
一种常压浸出高镁低镍硫化镍矿的方法.pdf
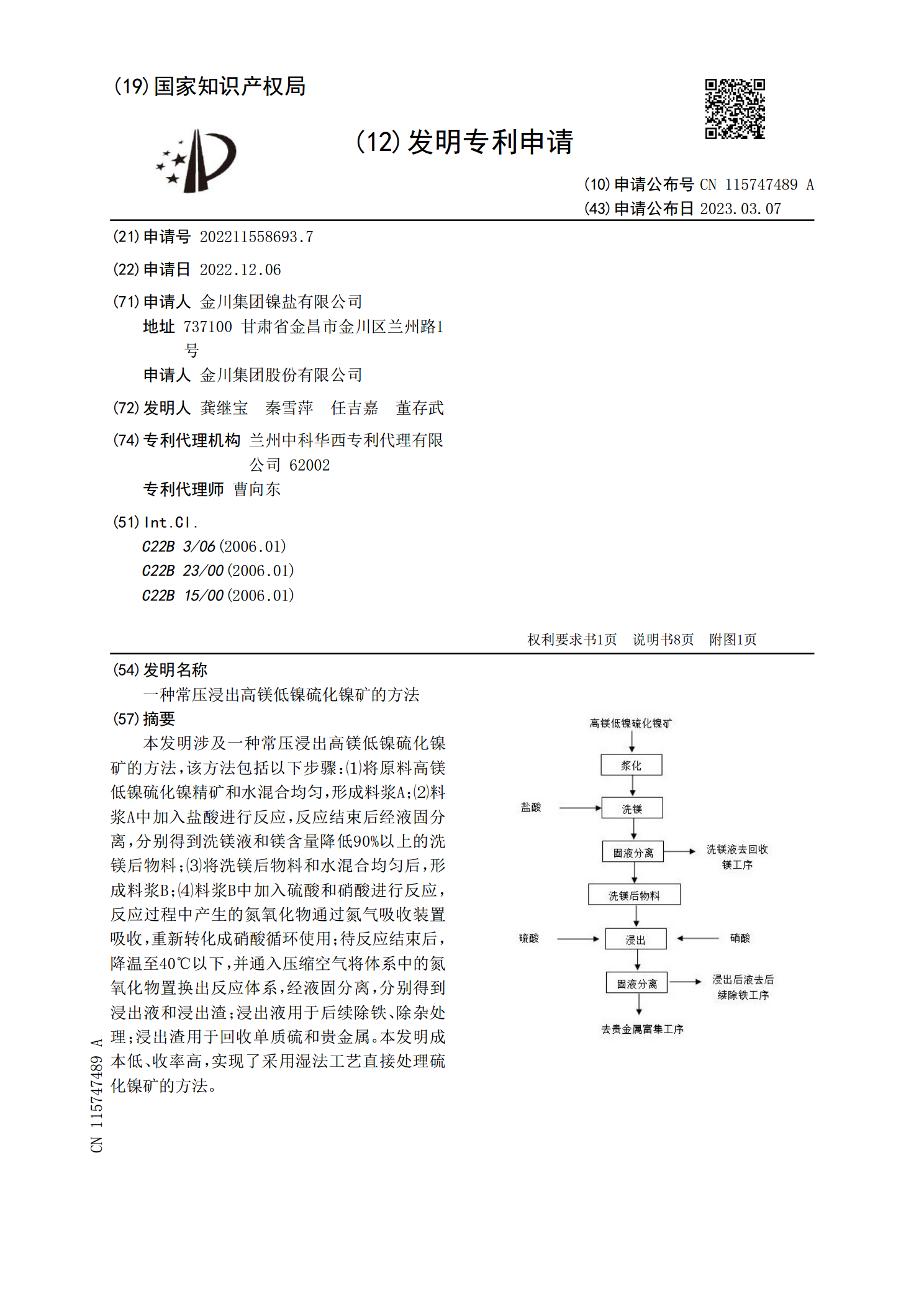
本发明涉及一种常压浸出高镁低镍硫化镍矿的方法,该方法包括以下步骤:⑴将原料高镁低镍硫化镍精矿和水混合均匀,形成料浆A;⑵料浆A中加入盐酸进行反应,反应结束后经液固分离,分别得到洗镁液和镁含量降低90%以上的洗镁后物料;⑶将洗镁后物料和水混合均匀后,形成料浆B;⑷料浆B中加入硫酸和硝酸进行反应,反应过程中产生的氮氧化物通过氮气吸收装置吸收,重新转化成硝酸循环使用;待反应结束后,降温至40℃以下,并通入压缩空气将体系中的氮氧化物置换出反应体系,经液固分离,分别得到浸出液和浸出渣;浸出液用于后续除铁、除杂处理;