
一种铜片激光拼焊方法.pdf

灵波****ng


1/9
2/9
3/9

4/9

5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铜片激光拼焊方法.pdf
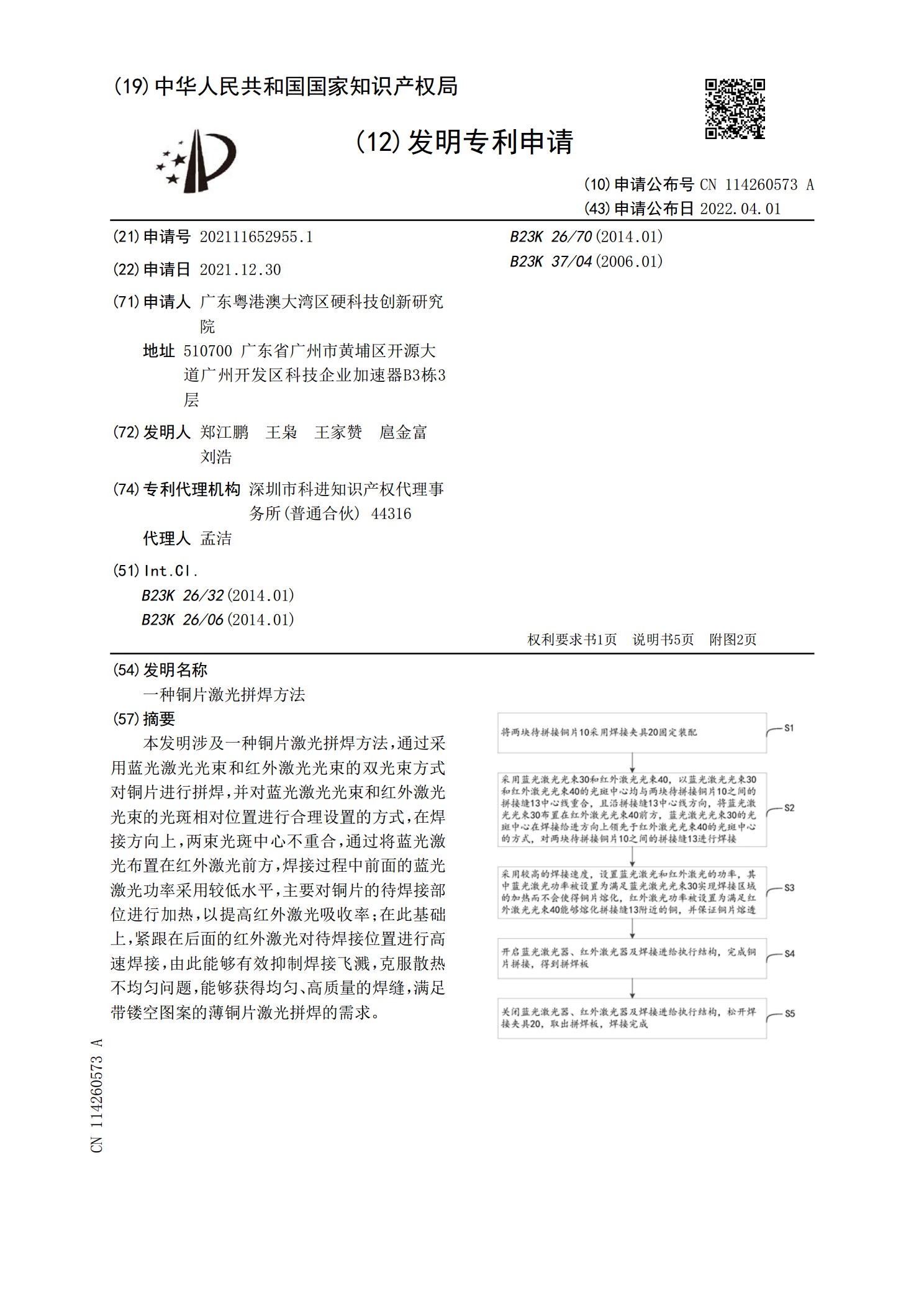
本发明涉及一种铜片激光拼焊方法,通过采用蓝光激光光束和红外激光光束的双光束方式对铜片进行拼焊,并对蓝光激光光束和红外激光光束的光斑相对位置进行合理设置的方式,在焊接方向上,两束光斑中心不重合,通过将蓝光激光布置在红外激光前方,焊接过程中前面的蓝光激光功率采用较低水平,主要对铜片的待焊接部位进行加热,以提高红外激光吸收率;在此基础上,紧跟在后面的红外激光对待焊接位置进行高速焊接,由此能够有效抑制焊接飞溅,克服散热不均匀问题,能够获得均匀、高质量的焊缝,满足带镂空图案的薄铜片激光拼焊的需求。

一种激光拼焊旋转装置.pdf
本发明公开的一种激光拼焊旋转装置,包括激光拼焊机本体、直线滑动机构、转动机构和升降机构,直线滑动机构安装在激光拼焊机本体上,转动机构安装在直线滑动机构上,升降机构安装在转动机构上,所述直线滑动机构包括主支撑架、转台托板和电缸,转台托板支撑在主支撑架上,电缸一端与主支撑架连接,电缸另一端与转台托板连接,所述转动机构包括转台、伺服电机和旋转臂,所述转台安装在转台托板上,伺服电机安装在转台上,所述升降机构包括延长臂、吸盘支架和升降动力装置,所述延长臂与旋转臂连接,吸盘和升降动力装置安装在延长臂上。本发明功能丰富

激光拼焊板技术.docx
激光拼焊板技术激光拼焊板技术摘要:激光拼焊板技术是一种应用于焊接领域的先进技术,具有高度的精度和效率。本文主要介绍了激光拼焊板技术的原理、应用领域以及发展趋势,并对其优缺点进行了分析。最后,本文提出了激光拼焊板技术在未来的研究方向。关键词:激光拼焊板技术、原理、应用、发展趋势、研究方向一、引言激光拼焊板技术是一种利用激光进行焊接的先进技术。与传统的焊接方法相比,激光拼焊板技术具有焊接速度快、焊接接头质量好等优点。目前,激光拼焊板技术已经被广泛应用于电子、汽车、航空航天等行业。本文将对激光拼焊板技术的原理、

激光拼焊板技术.docx
激光拼焊板技术激光拼焊板技术简介激光拼焊板技术是一种目前广泛应用于汽车、化工、航空航天、电子、通信和军工等领域的高效率、高精度焊接技术。利用激光束高能量密度、聚焦性强的特点,可以在短时间内使被焊接材料瞬间融化,从而实现快速、高效、高精度的拼焊。同时,激光拼焊板技术还具有精细化控制、不会产生焊缝变形等优点,因此深受各大行业的青睐。激光拼焊板技术的原理激光拼焊板技术的原理是利用激光束在被焊接材料上形成高能量密度的热源,将焊接区域瞬间升温至熔化温度,使被焊接材料融化成液态,并在激光束的作用下,通过热传导或机械受

激光拼焊板成形极限的预测方法研究.docx
激光拼焊板成形极限的预测方法研究激光拼焊(Laserwelding)是一种高效、精确的金属焊接方法,广泛应用于汽车、航空航天、电子、船舶等领域。激光拼焊与传统的焊接方式相比,具有焊接速度快、热输入小、变形小等优点,但也存在一定的焊接质量问题。其中,板成形质量是激光拼焊焊接质量的重要指标之一,影响着整个焊接结构的力学性能、表面粗糙度等方面。因此,预测激光拼焊板成形极限是提高激光拼焊焊接质量的重要手段。一、激光拼焊板成形极限的定义在激光拼焊过程中,钢板在焊接热输入的作用下,会受到热变形和应力影响,而板成形极限