
第四章_机械加工工艺规程设计(二-装夹与基准).ppt

as****16


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

第四章_机械加工工艺规程设计(二-装夹与基准).ppt
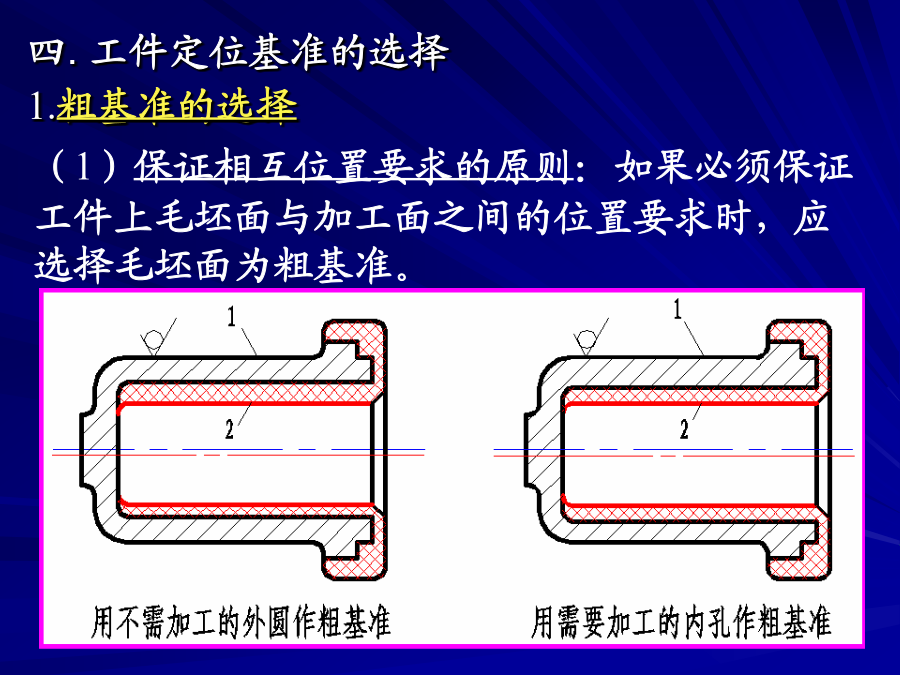
一.工件的装夹找正装夹—先用可调垫块、四爪卡盘等将工件安放在机床工作台上,再利用角尺、百分表(千分表)等工具由人工调整工件使其处于正确的位置。找正装夹一般用于单件小批量生产。夹具装夹—使夹具上的安装面与机床上的装夹面靠紧并固定夹具,然后在夹具中装夹工件,使工件的定位基准与夹具定位元件的定位面靠紧并固定工件,利用夹具定位面与安装面之间的位置精度,保证工件与机床刀具之间的正确位置。夹具装夹效率高,一般用于大批量生产。工件在空间的位置相当于刚体在空间直角坐标系中的位置。工件没有定位时,可看作在空间完全定位—六个

机械加工工艺规程基准设计与夹具.pptx
123456课堂作业:编制电机定位支座(zhīzuò)车加工工序卡8910111213141516171819202122232425262728293031323334353637383940414243444546474849505152第五十三页,。
机械加工工艺设计:工件的装夹和数控夹具的选用.ppt
工件在夹具中的装夹与定位常用定位元件及定位方式定位误差分析机床夹具概述工件的夹紧数控夹具的选用通用夹具的选用课堂讨论专用夹具工件装夹的方法工件在夹具中的定位工件定位基本原理工件完全定位定位误差分析定位误差分析在机械制造中,为完成需要的加工工序、装配工序及检验工序等,使用着大量的夹具。利用夹具,可以提高劳动生产率,提高加工精度,减少废品;可以扩大机床的工艺范围,改善操作的劳动条件。因此,夹具是机械制造中的一项重要的工艺装备。机床夹具是在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有一个正确的

基准装夹.ppt
机械制造技术基础2.3.1基准2.3.1基准2.3.1基准2.3.1基准2.3.1基准2.3.2工件的装夹2.3.2工件装夹2.3.2工件装夹2.3.3定位原理图2-13工件以平面3点定位Z定心定位(套筒和卡盘)和支承定位(V型块)。短圆柱面:限制2个自由度(两个移动)长圆柱面:限制4个自由度(两个移动,两个转动)多为定心定位(定位销和心轴)。定位销:圆柱销、圆锥销、菱形销;心轴:刚性心轴、弹性心轴。圆柱销、心轴:限制的自由度与外圆相同,短2个,长4个。菱形销:限制1个移动。固定锥销:限制3个移动;浮动锥

第四章 机械加工工艺规程设计.ppt
回顾三、机械加工工艺过程的组成四、机械加工工艺系统一、生产纲领第一节概述二、机械加工工艺规程的作用3.工艺规程是设计新建和扩建车间(工厂)的基础1)确定生产需要的机床种类和数量2)确定机床布置和动力配置3)确定车间面积4)确定工人的工种和数量三、机械加工工艺规程的格式机械加工工序卡片如图所示四.机械加工工艺规程的设计原则、步骤和内容(二)设计机械加工工艺规程的步骤和内容a)a)a)两端轴颈需磨削加工,但砂轮圆角不能清根a)a)3.熟悉或确定毛坯4.拟订机械加工工艺路线5.确定满足各工序要求的工艺装备(机床