
一种激光增材制造方法.pdf

Ro****44

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种激光增材制造方法.pdf
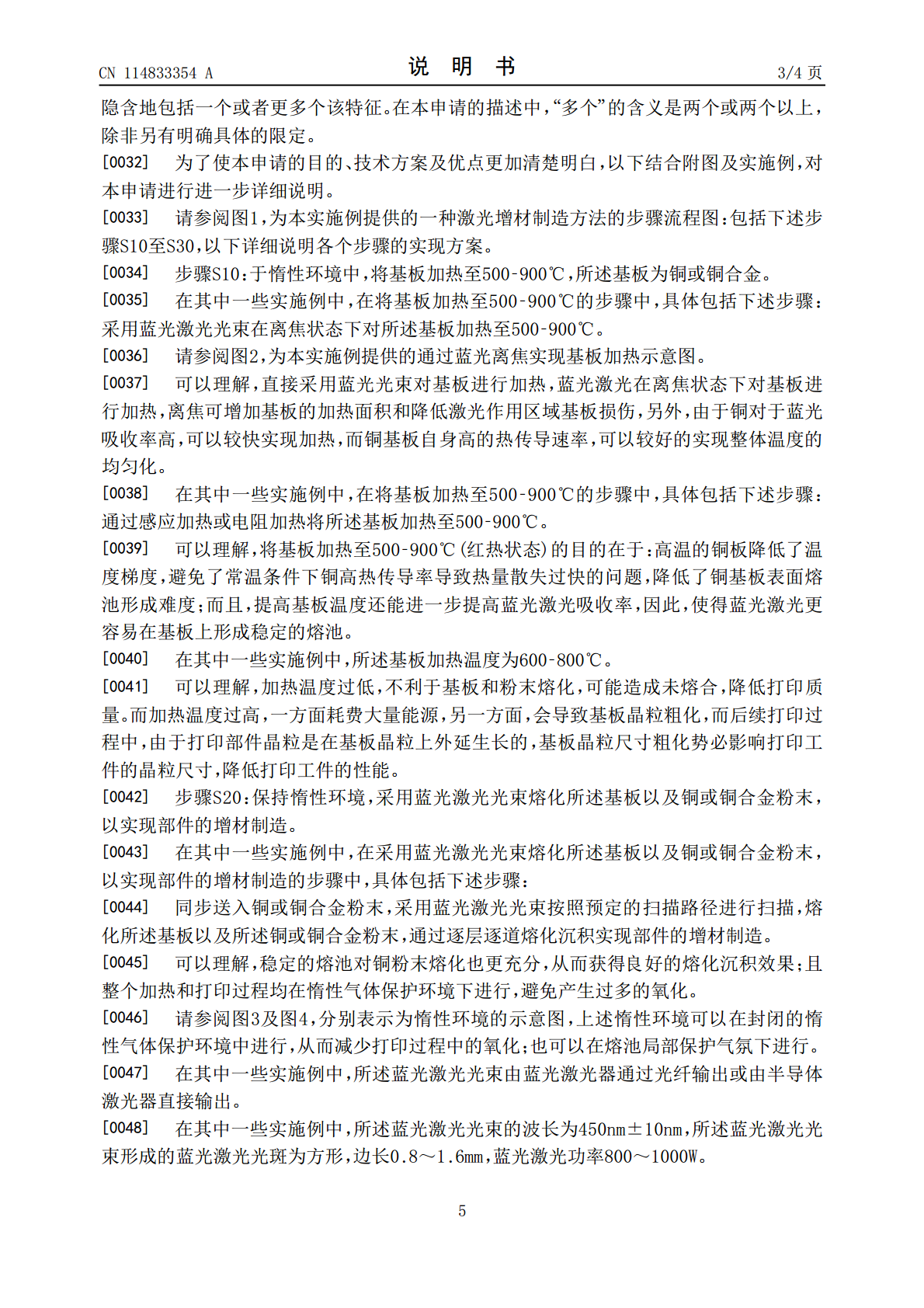
本申请提供的激光增材制造方法,于惰性环境中,将基板加热至500‑900℃,所述基板为铜或铜合金,保持惰性环境,采用蓝光激光光束熔化所述基板以及铜或铜合金粉末,以实现部件的增材制造,相比现有双光束增材制造技术,仅采用单蓝光,无需双激光器和光学结构复杂的复合熔覆头,设备更为简单,成本低,此外设备中不涉及红外激光,避免铜对红外光束高反率导致的光学器件损伤、人员安全威胁等问题;同时,通过蓝光激光,辅以铜基板加热降低了温度梯度,提高激光吸收率,激光能量利用率高,打印过程中熔化和冶金反应充分,熔合质量好,增材制造构件

增材制造与激光制造.doc
附件6“增材制造与激光制造”重点专项2018年度项目申报指南建议为落实《国家中长期科学和技术发展规划纲要(2006-2020年)》和《中国制造2025》等提出的任务,国家重点研发计划启动实施“增材制造与激光制造”重点专项。根据本专项实施方案的部署,现提出2018年度项目申报指南建议。本重点专项总体目标是:突破增材制造与激光制造的基础理论,取得原创性技术成果,超前部署研发下一代技术;攻克增材制造的核心元器件和关键工艺技术,研制相关重点工艺装备;突破激光制造中的关键技术,研发高可靠长寿命激光器核心功能部件、国
一种激光增材制造装备及方法.pdf
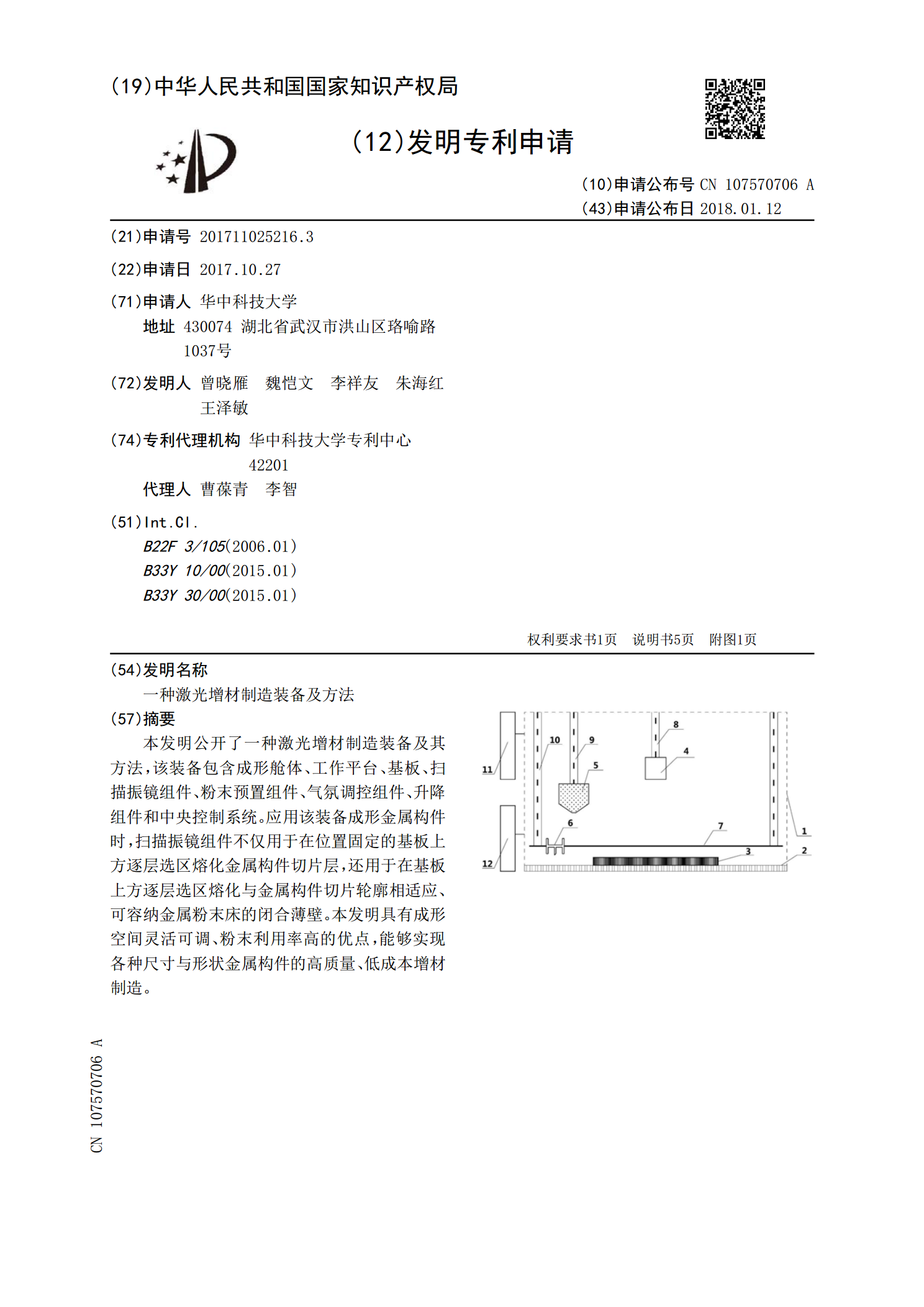
本发明公开了一种激光增材制造装备及其方法,该装备包含成形舱体、工作平台、基板、扫描振镜组件、粉末预置组件、气氛调控组件、升降组件和中央控制系统。应用该装备成形金属构件时,扫描振镜组件不仅用于在位置固定的基板上方逐层选区熔化金属构件切片层,还用于在基板上方逐层选区熔化与金属构件切片轮廓相适应、可容纳金属粉末床的闭合薄壁。本发明具有成形空间灵活可调、粉末利用率高的优点,能够实现各种尺寸与形状金属构件的高质量、低成本增材制造。
一种激光增材制造在线监测方法.pdf
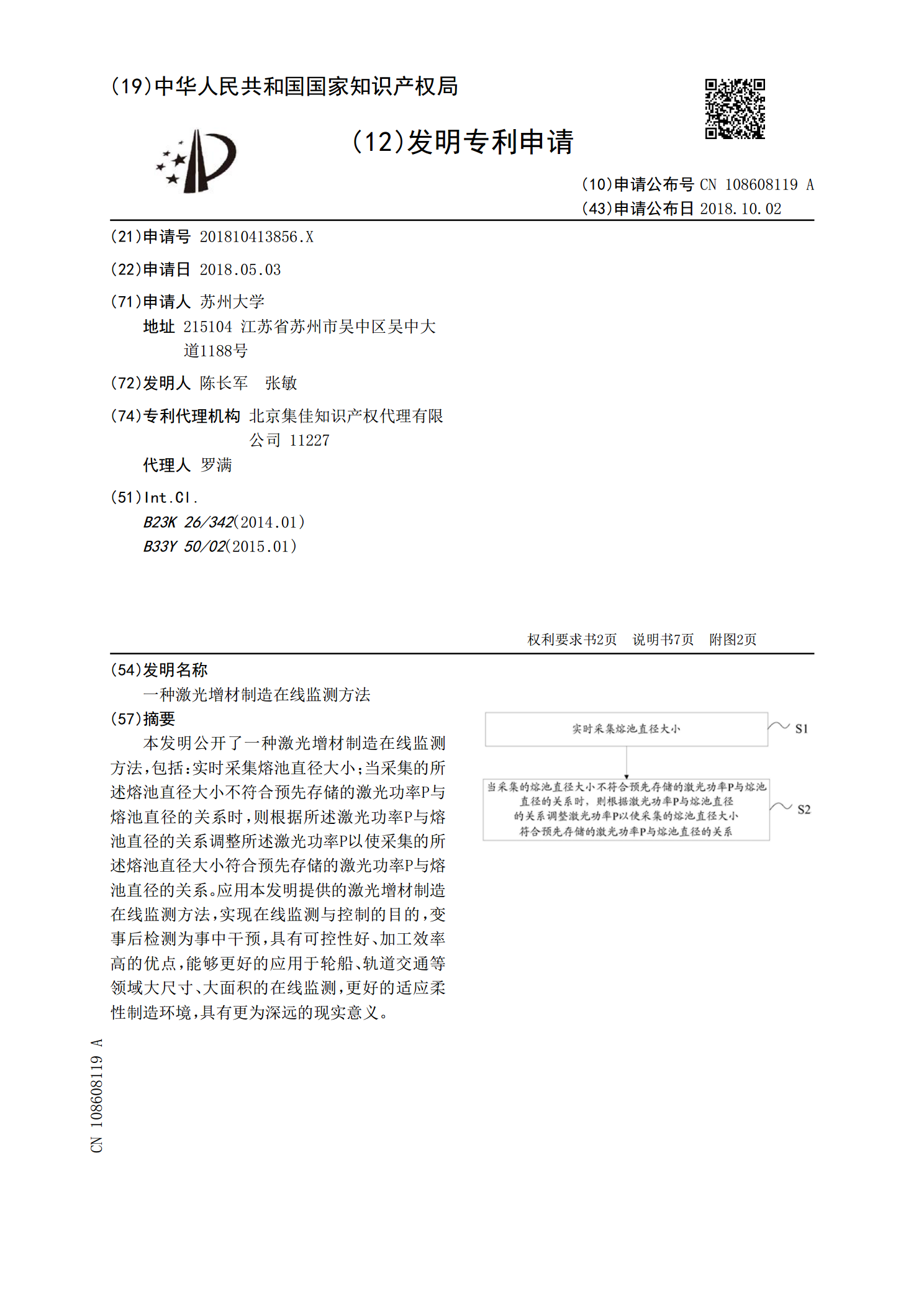
本发明公开了一种激光增材制造在线监测方法,包括:实时采集熔池直径大小;当采集的所述熔池直径大小不符合预先存储的激光功率P与熔池直径的关系时,则根据所述激光功率P与熔池直径的关系调整所述激光功率P以使采集的所述熔池直径大小符合预先存储的激光功率P与熔池直径的关系。应用本发明提供的激光增材制造在线监测方法,实现在线监测与控制的目的,变事后检测为事中干预,具有可控性好、加工效率高的优点,能够更好的应用于轮船、轨道交通等领域大尺寸、大面积的在线监测,更好的适应柔性制造环境,具有更为深远的现实意义。
一种双激光增材制造方法和装置.pdf
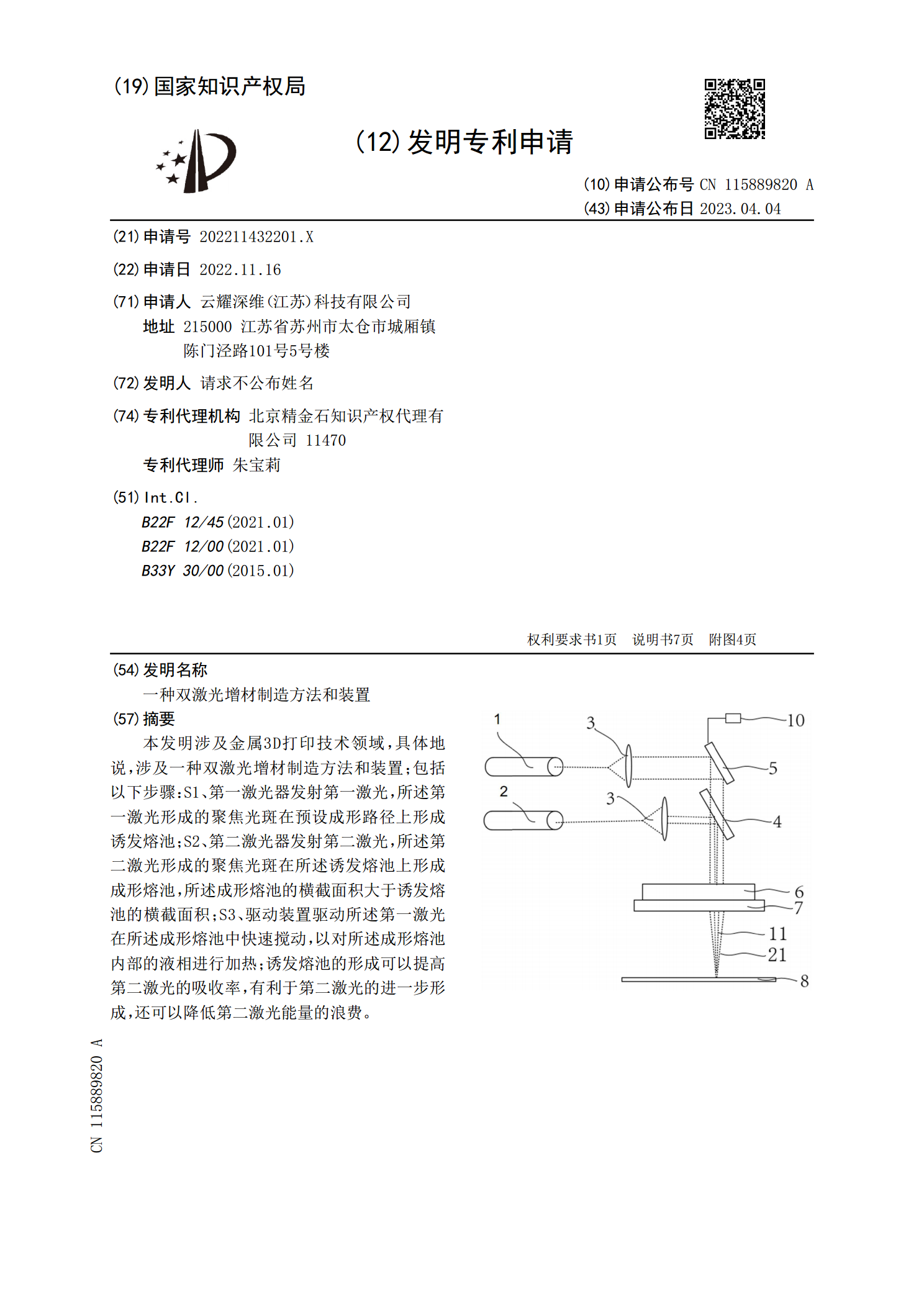
本发明涉及金属3D打印技术领域,具体地说,涉及一种双激光增材制造方法和装置;包括以下步骤:S1、第一激光器发射第一激光,所述第一激光形成的聚焦光斑在预设成形路径上形成诱发熔池;S2、第二激光器发射第二激光,所述第二激光形成的聚焦光斑在所述诱发熔池上形成成形熔池,所述成形熔池的横截面积大于诱发熔池的横截面积;S3、驱动装置驱动所述第一激光在所述成形熔池中快速搅动,以对所述成形熔池内部的液相进行加热;诱发熔池的形成可以提高第二激光的吸收率,有利于第二激光的进一步形成,还可以降低第二激光能量的浪费。