
激光焊接方法和使用了该激光焊接方法的旋转电机的制造方法.pdf

书生****aa


1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
激光焊接方法和使用了该激光焊接方法的旋转电机的制造方法.pdf
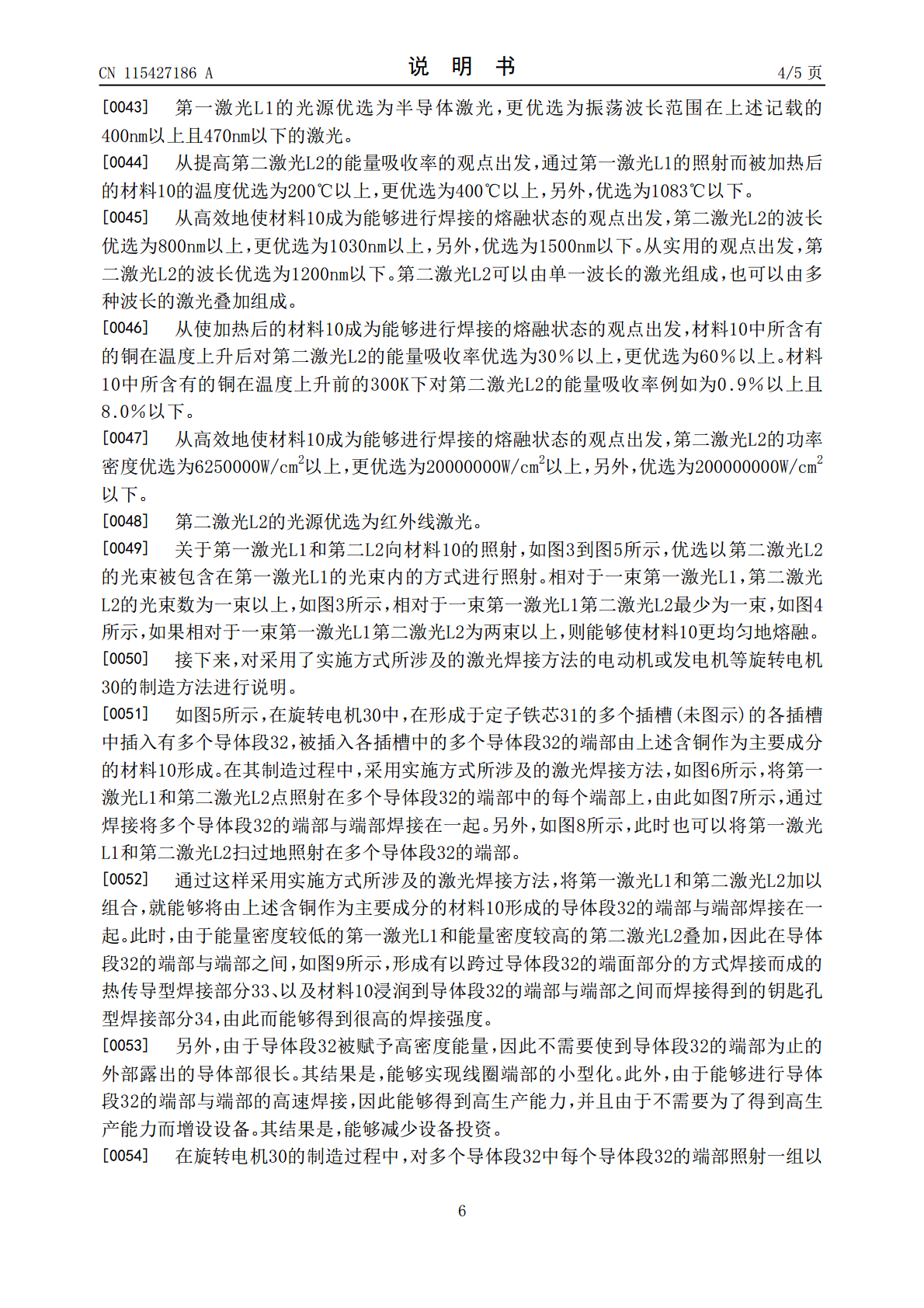
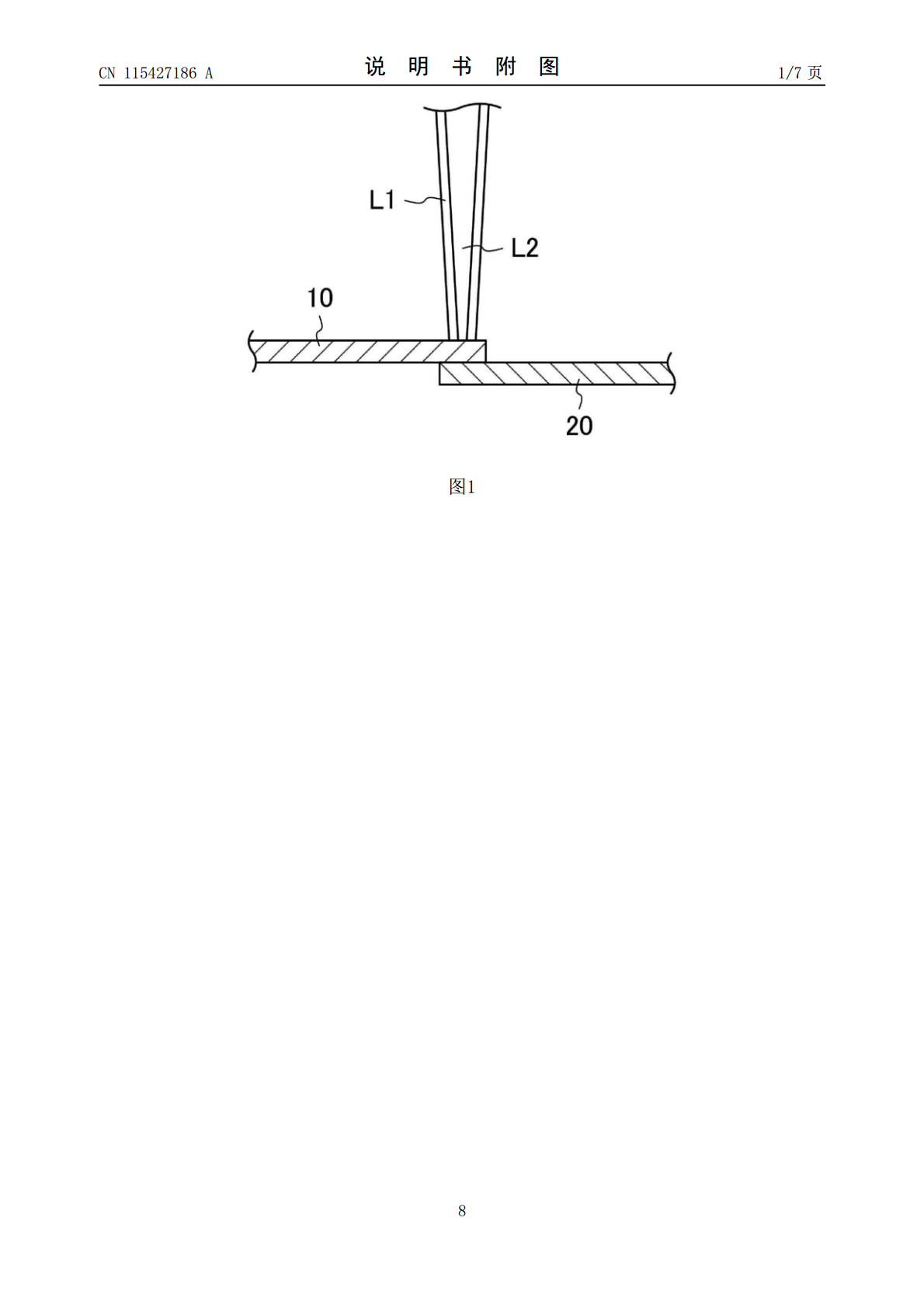
本发明公开了一种激光焊接方法,将第一激光(L1)照射在含铜作为主要成分的材料(10)上来进行加热,并且将第二激光(L2)照射在材料(10)的第一激光(L1)的照射区域内来进行焊接,该第二激光(L2)是材料(10)中所含有的铜对该第二激光(L2)的能量吸收率伴随着材料(10)的温度上升而提高的激光。

制造磁头应用激光焊接的方法.docx
制造磁头应用激光焊接的方法制造磁头应用激光焊接的方法摘要:磁头是计算机存储设备中的一个重要部件,其制造过程需要高精度的焊接技术。传统的磁头焊接方法存在一些问题,例如热影响区域大、焊接质量难以保证等。激光焊接技术由于具有高能量密度和局部加热等特点,成为磁头制造中的理想选择。本论文将介绍激光焊接技术在磁头制造中的应用方法,包括焊接参数的选择、焊接过程的控制等。1.引言随着计算机技术的不断发展,数据存储需求不断增加,磁头的性能要求也越来越高。磁头是磁盘驱动器中读取和写入数据的部件,其制造和组装过程对磁头的性能和
激光焊接系统和方法.pdf
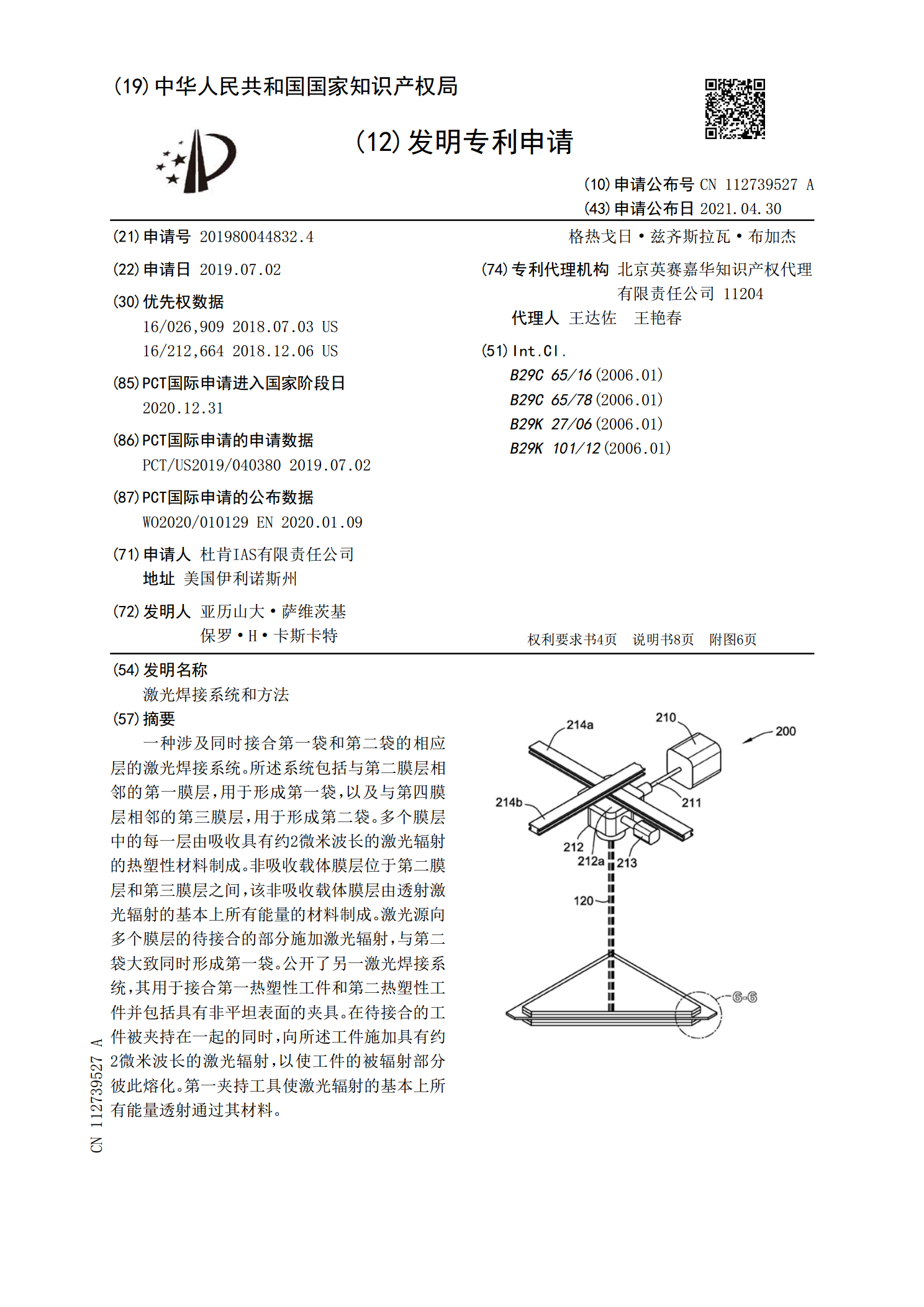
一种涉及同时接合第一袋和第二袋的相应层的激光焊接系统。所述系统包括与第二膜层相邻的第一膜层,用于形成第一袋,以及与第四膜层相邻的第三膜层,用于形成第二袋。多个膜层中的每一层由吸收具有约2微米波长的激光辐射的热塑性材料制成。非吸收载体膜层位于第二膜层和第三膜层之间,该非吸收载体膜层由透射激光辐射的基本上所有能量的材料制成。激光源向多个膜层的待接合的部分施加激光辐射,与第二袋大致同时形成第一袋。公开了另一激光焊接系统,其用于接合第一热塑性工件和第二热塑性工件并包括具有非平坦表面的夹具。在待接合的工件被夹持在一

激光焊接方法.pdf
本发明揭示了一种激光焊接方法,其包括对第一焊接件与第二焊接件进行压合,对第一焊接件与第二焊接件的压合处进行非线性激光焊接。本申请的发明通过在第一焊接件与第二焊接件的压合处进行非线性的激光焊接,使得焊接光斑驻留在第一焊接件与第二焊接件的压合处,不会透过第一焊接件与第二焊接件的压合处缝隙进入到第一焊接件或第二焊接件的内部,对两者内部的其他部件造成损伤,进而保证了焊接产品的质量和产品生产的良品率。

激光焊接方法.pdf
一种激光焊接方法,包括步骤:将第一待焊接板贴合于第二待焊接板的侧壁,并使第二待焊接板的侧壁至少部分露出,第二待焊接板露出的侧壁与第一待焊接板的侧壁构成焊接空间;采用连续激光焊接法将激光对准所述第一待焊接板的侧壁进行焊接处理并沿所述第一待焊接板的侧壁的长度方向移动,以在所述焊接空间填充材料形成焊缝;激光的出射方向与第一待焊接板的侧壁的角度为10°~20°。连续激光器提供的激光能量持续恒定,且将两待焊接板搭接,不拼实构成给焊缝预留的焊接空间,使得形成的焊缝与母材过渡得光滑平整,无需打磨,省去了打磨工序,缩短了