
一种无需点胶固定的散热风扇结构及其组装工艺.pdf

春兰****89


1/8
2/8
3/8

4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种无需点胶固定的散热风扇结构及其组装工艺.pdf
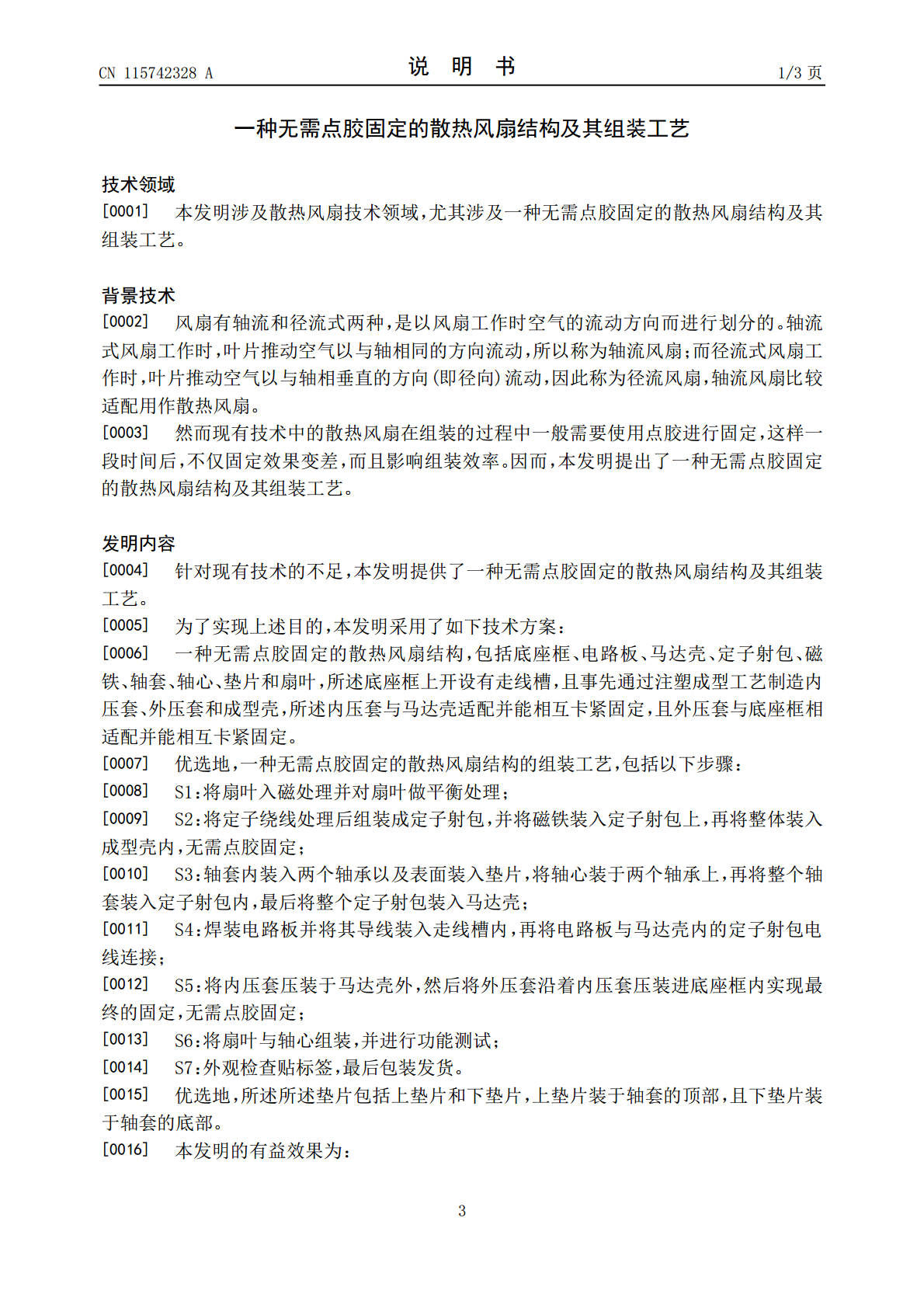
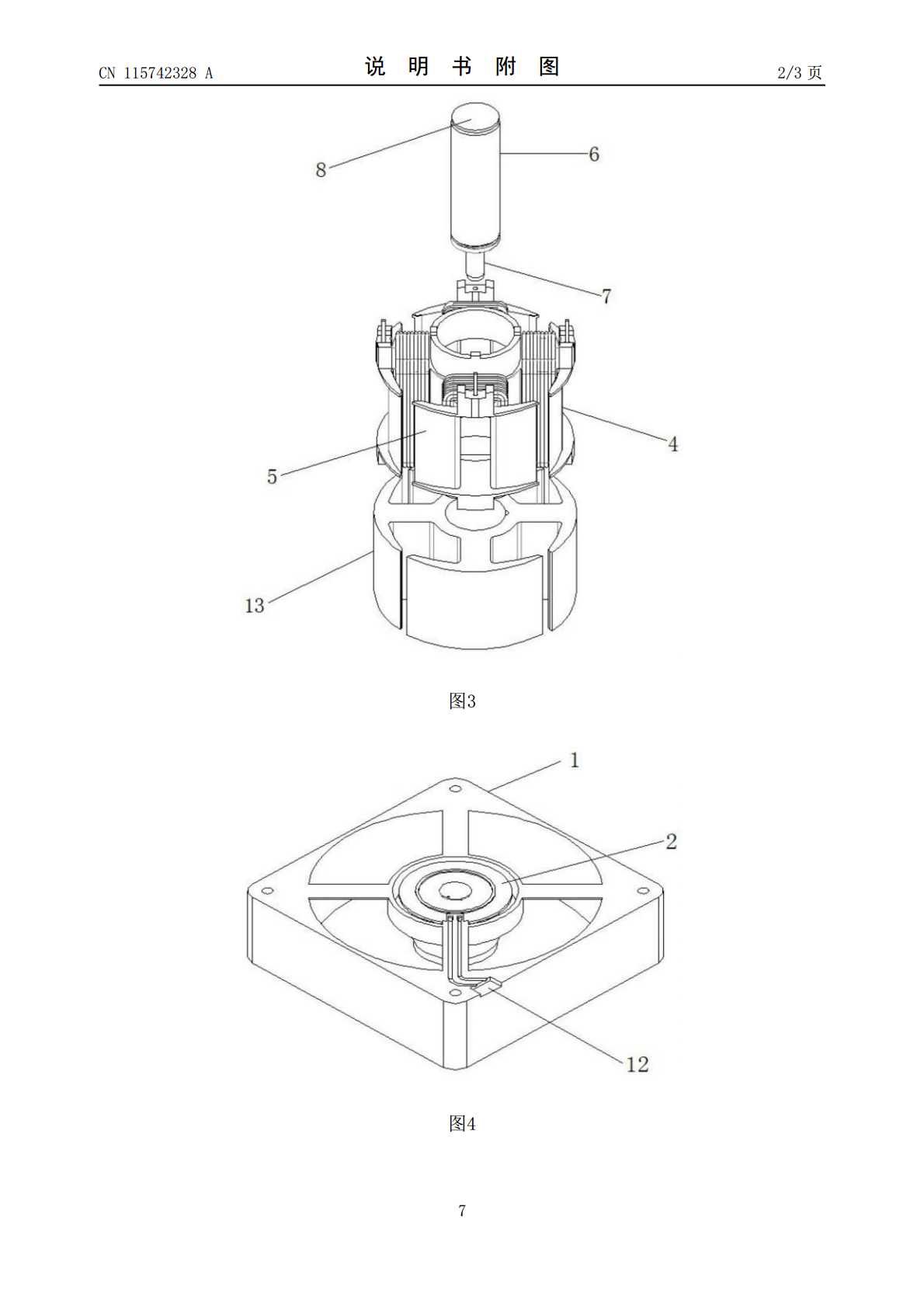
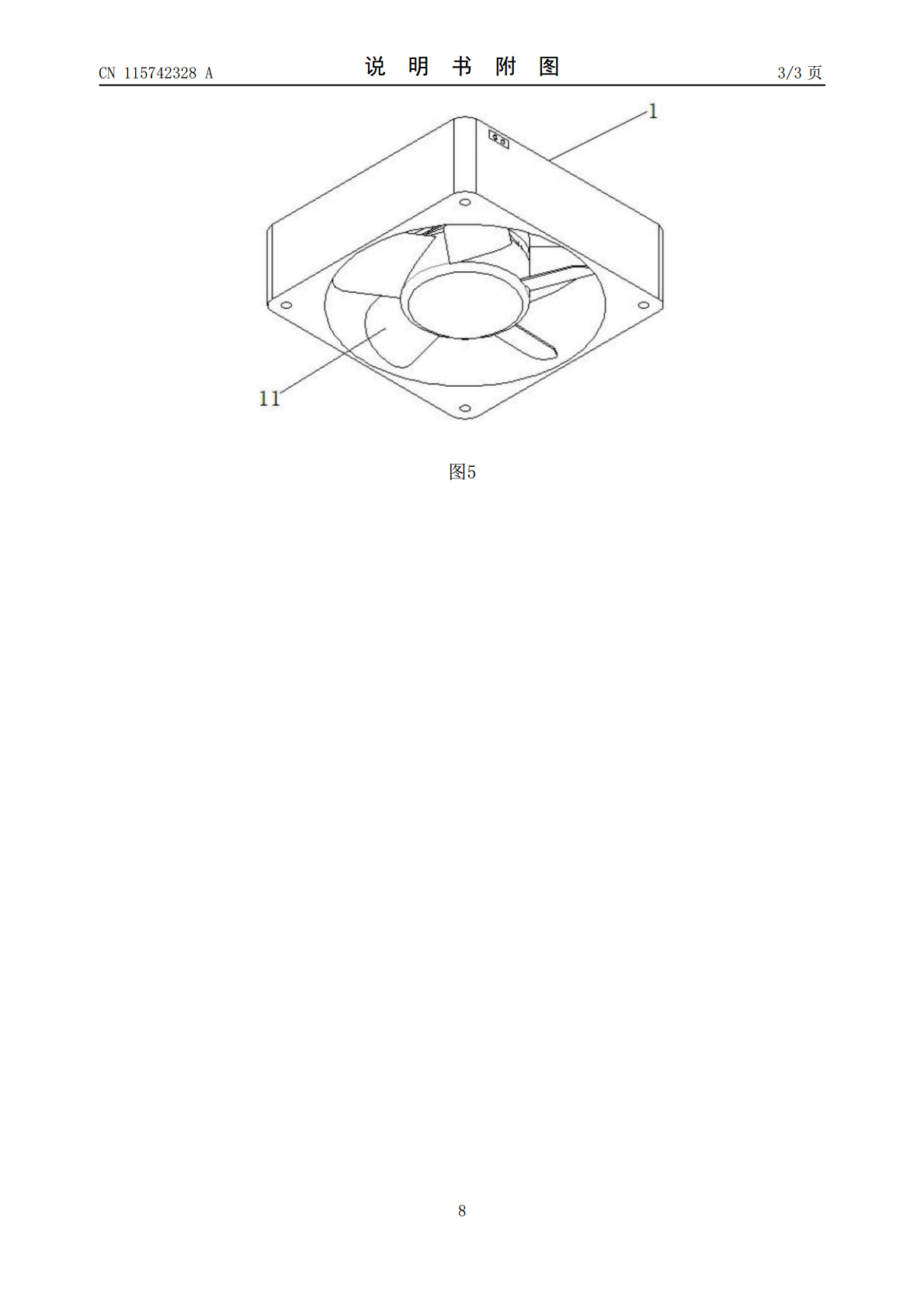
本发明公开了一种无需点胶固定的散热风扇结构及其组装工艺,涉及散热风扇技术领域,针对现有的问题,现提出如下方案,散热风扇结构包括底座框、电路板、马达壳、定子射包、磁铁、轴套、轴心、扇叶、内压套、外压套和成型壳;组装工艺包括以下步骤:S1:将扇叶入磁处理并对扇叶做平衡处理;S2:将定子绕线处理后组装成定子射包,并将磁铁装入定子射包上,再将整体装入成型壳内,无需点胶固定。本发明在组装的过程中,由于事先通过注塑成型工艺制造内压套、外压套和成型壳,那么在组装时,无需点胶固定就能够将装好后的定子射包和磁铁直接固定装入
散热风扇结构及其组装方法.pdf
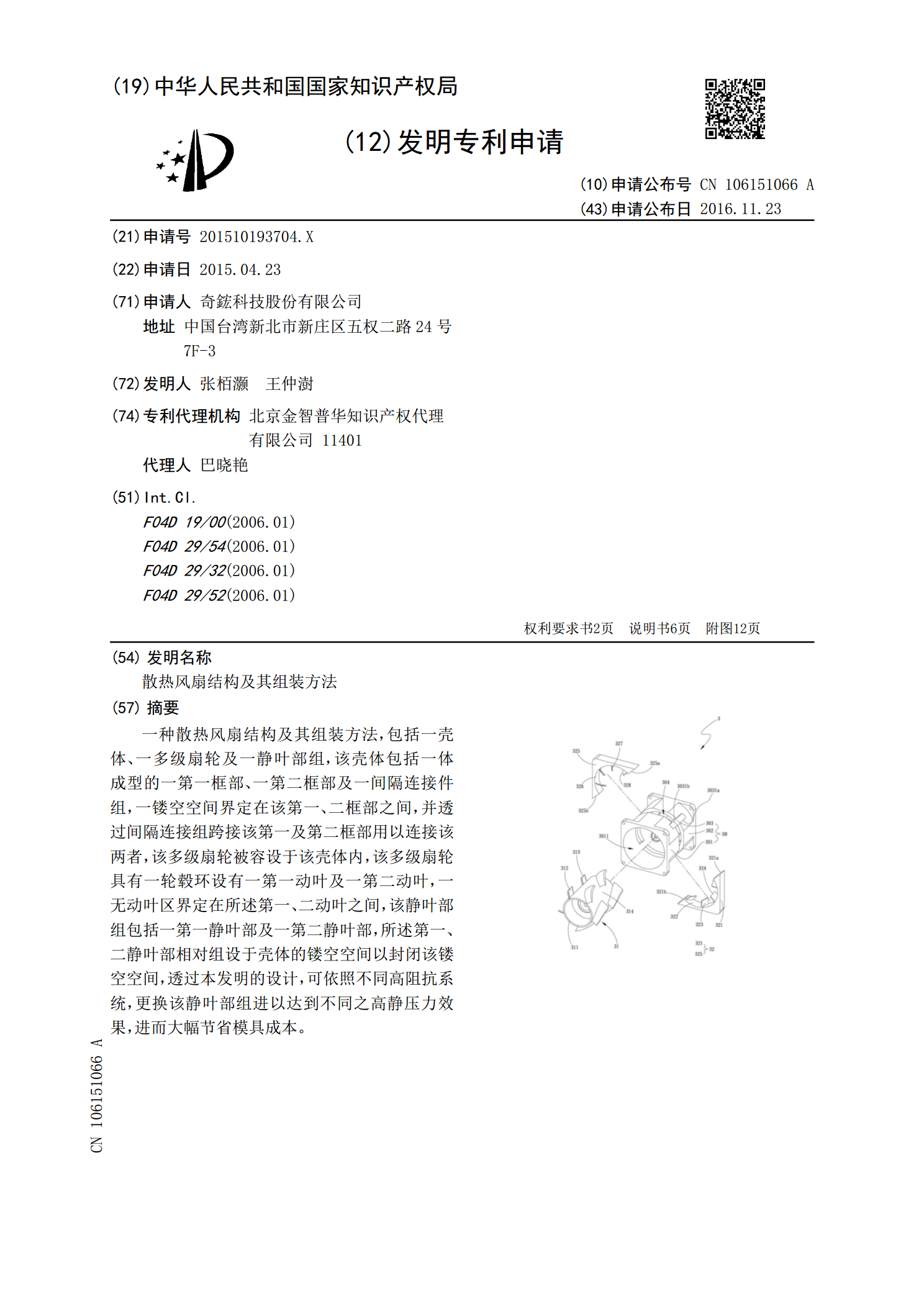
一种散热风扇结构及其组装方法,包括一壳体、一多级扇轮及一静叶部组,该壳体包括一体成型的一第一框部、一第二框部及一间隔连接件组,一镂空空间界定在该第一、二框部之间,并透过间隔连接组跨接该第一及第二框部用以连接该两者,该多级扇轮被容设于该壳体内,该多级扇轮具有一轮毂环设有一第一动叶及一第二动叶,一无动叶区界定在所述第一、二动叶之间,该静叶部组包括一第一静叶部及一第二静叶部,所述第一、二静叶部相对组设于壳体的镂空空间以封闭该镂空空间,透过本发明的设计,可依照不同高阻抗系统,更换该静叶部组进以达到不同之高静压力效

散热风扇及其组装方法.pdf
本发明有关于一种散热风扇,包含一扇框、一电路板、一定子线圈组及一扇轮。该扇框具有一金属底座;该电路板结合于该金属底座,该电路板具有朝向该金属底座的一绝缘层;该定子线圈组结合于该扇框且电连接该电路板;该扇轮能够旋转的结合于该定子线圈组。该散热风扇的组装方法,先单独将该电路板结合于该金属底座,然后将该定子线圈组组装于该金属底座后,再将该定子线圈组电连接至该电路板,最后将该扇轮可旋转地结合于该定子线圈组。借此,可简化组装步骤及提升组装便利性,并兼可有效降低该散热风扇的轴向高度。
一种散热风扇固定结构.pdf
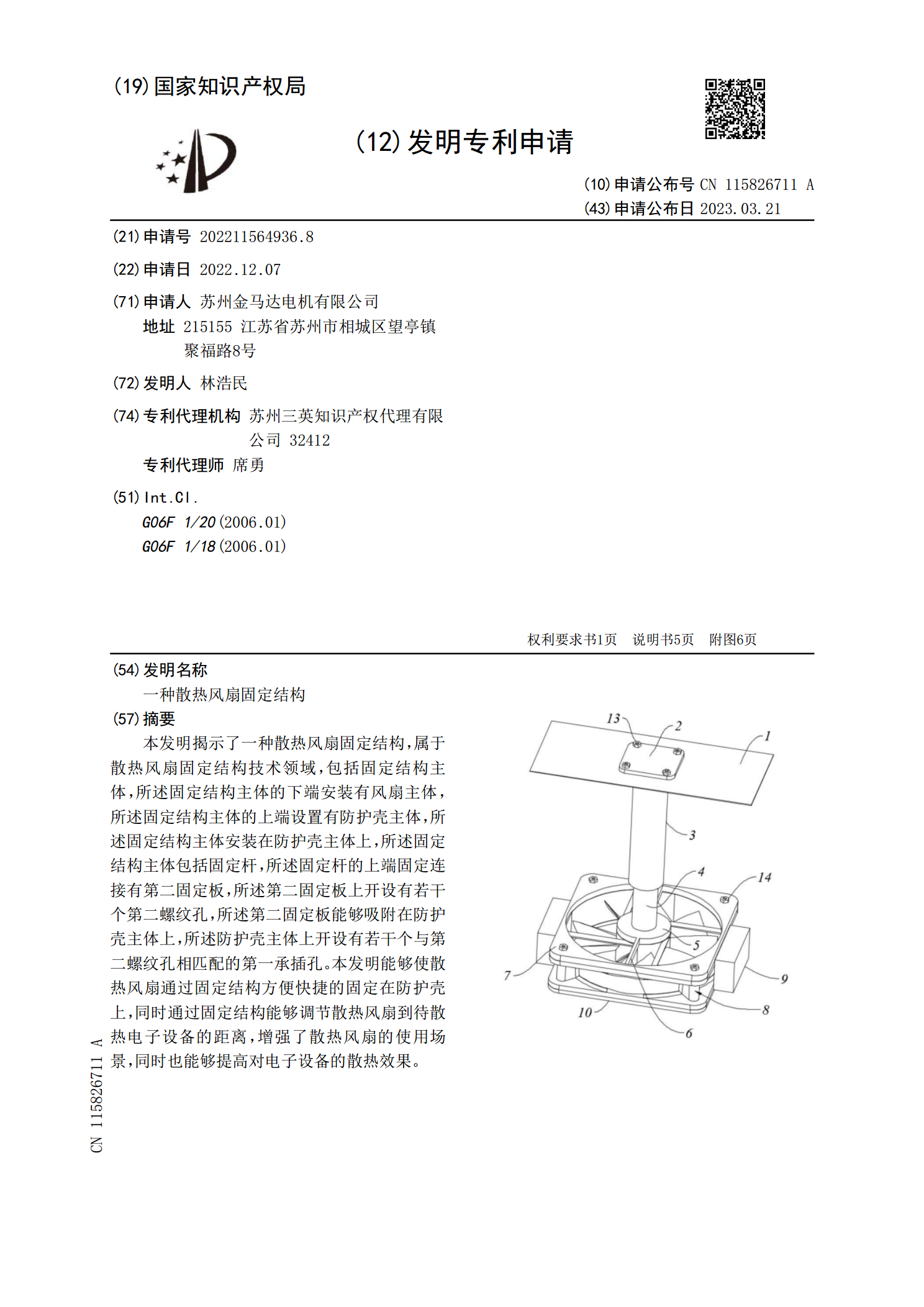
本发明揭示了一种散热风扇固定结构,属于散热风扇固定结构技术领域,包括固定结构主体,所述固定结构主体的下端安装有风扇主体,所述固定结构主体的上端设置有防护壳主体,所述固定结构主体安装在防护壳主体上,所述固定结构主体包括固定杆,所述固定杆的上端固定连接有第二固定板,所述第二固定板上开设有若干个第二螺纹孔,所述第二固定板能够吸附在防护壳主体上,所述防护壳主体上开设有若干个与第二螺纹孔相匹配的第一承插孔。本发明能够使散热风扇通过固定结构方便快捷的固定在防护壳上,同时通过固定结构能够调节散热风扇到待散热电子设备的距
散热扇叶结构及其散热风扇.pdf
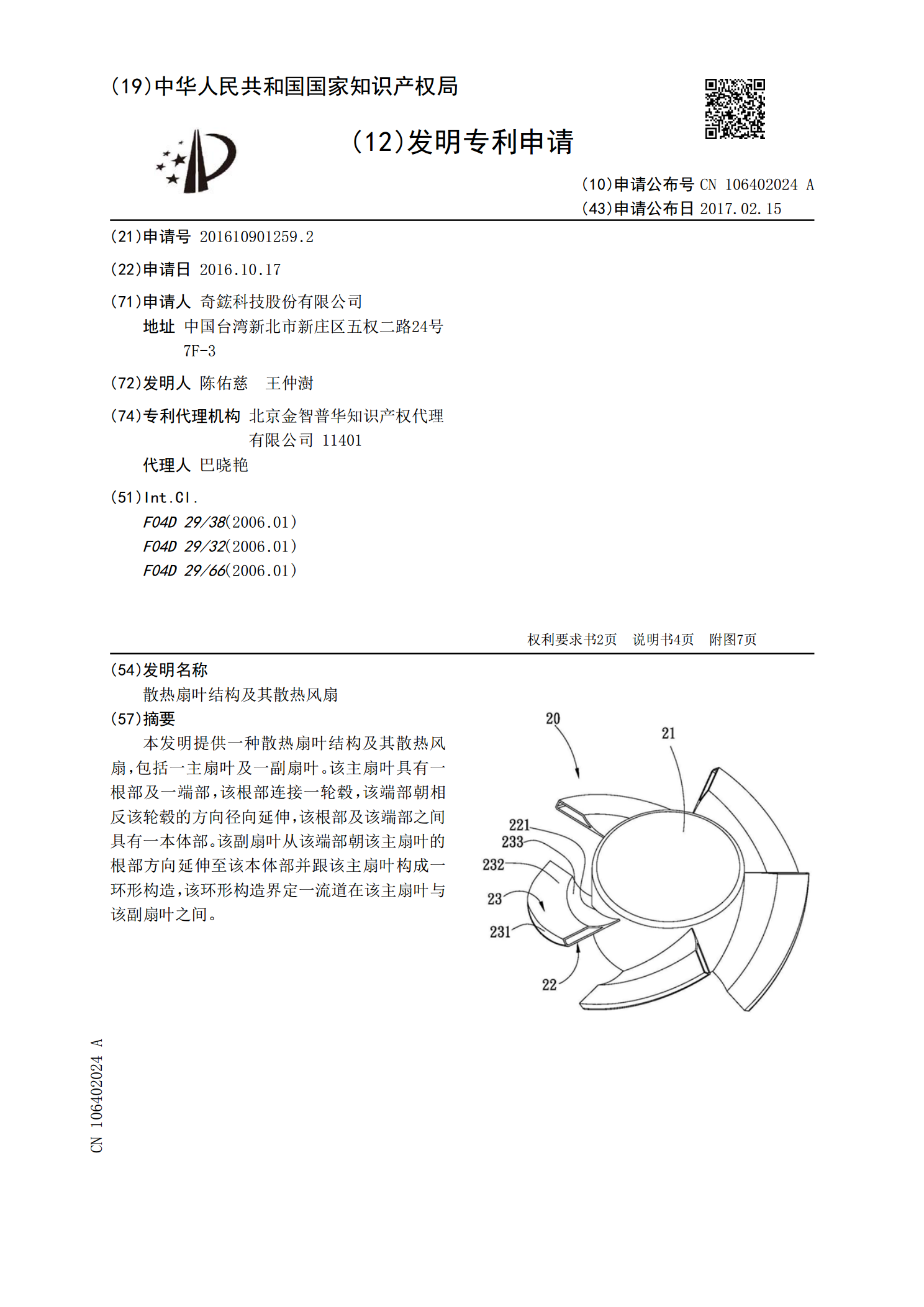
本发明提供一种散热扇叶结构及其散热风扇,包括一主扇叶及一副扇叶。该主扇叶具有一根部及一端部,该根部连接一轮毂,该端部朝相反该轮毂的方向径向延伸,该根部及该端部之间具有一本体部。该副扇叶从该端部朝该主扇叶的根部方向延伸至该本体部并跟该主扇叶构成一环形构造,该环形构造界定一流道在该主扇叶与该副扇叶之间。