
一种快换式弧焊工装结构.pdf

Ch****49


1/7
2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种快换式弧焊工装结构.pdf
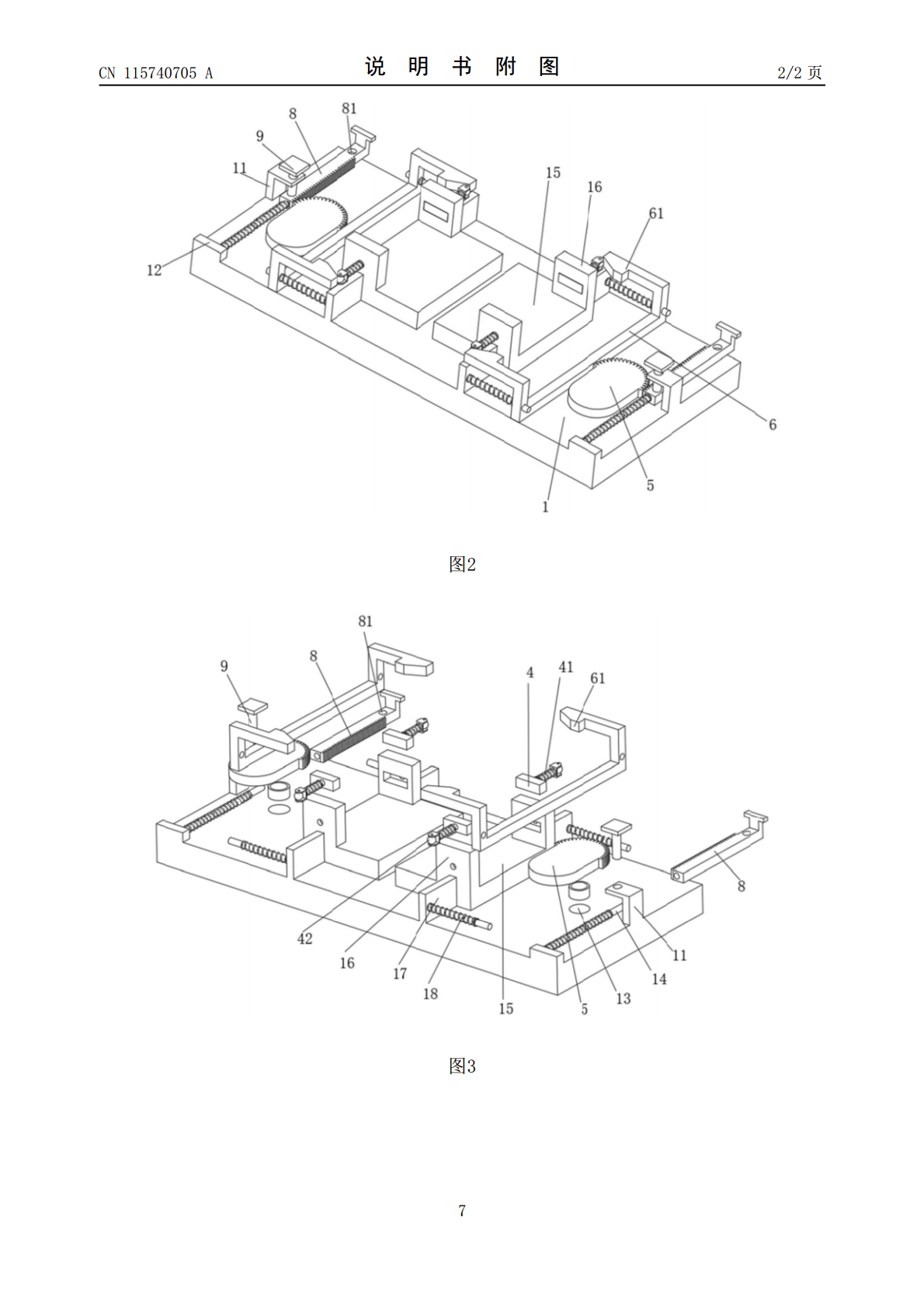
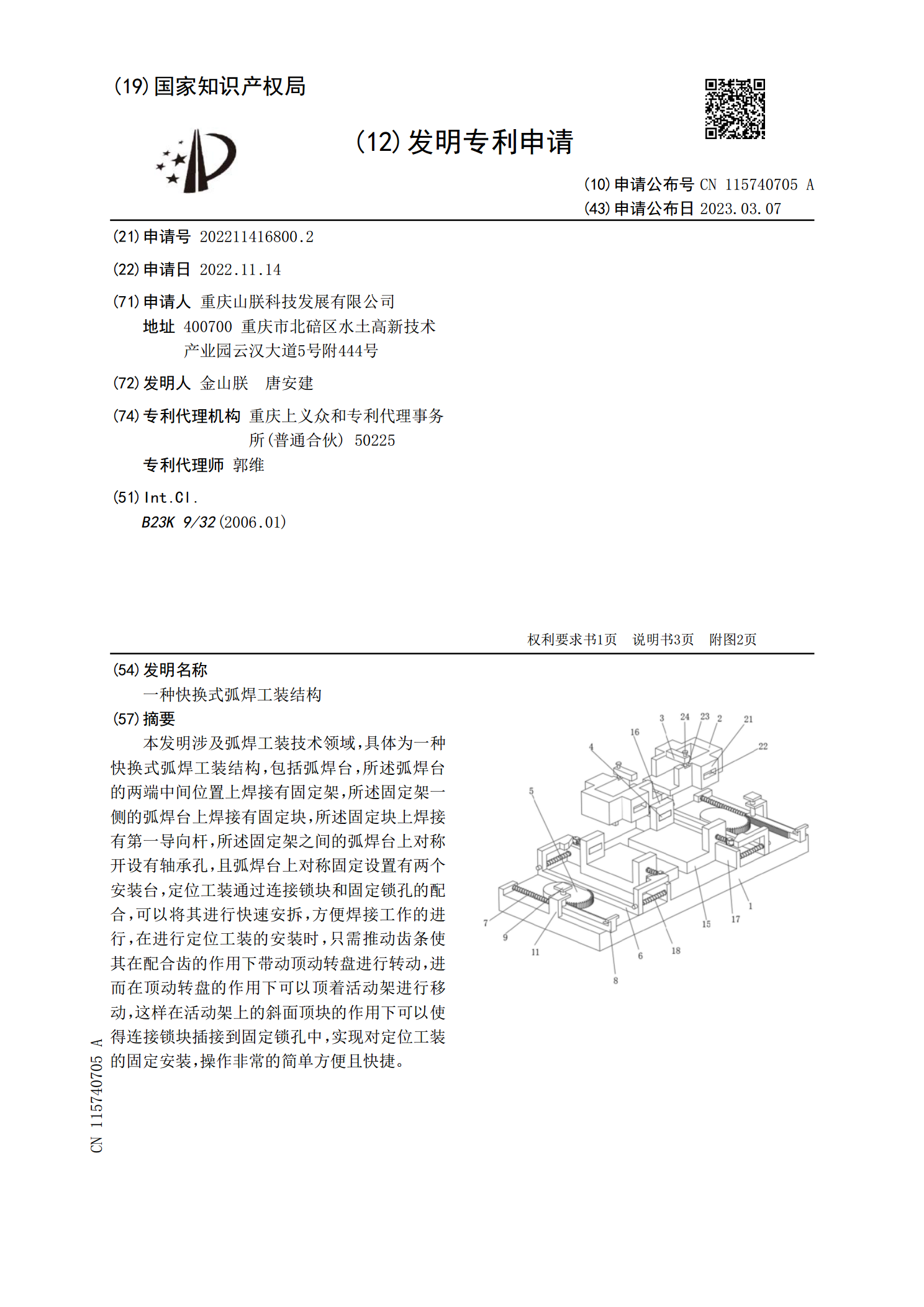
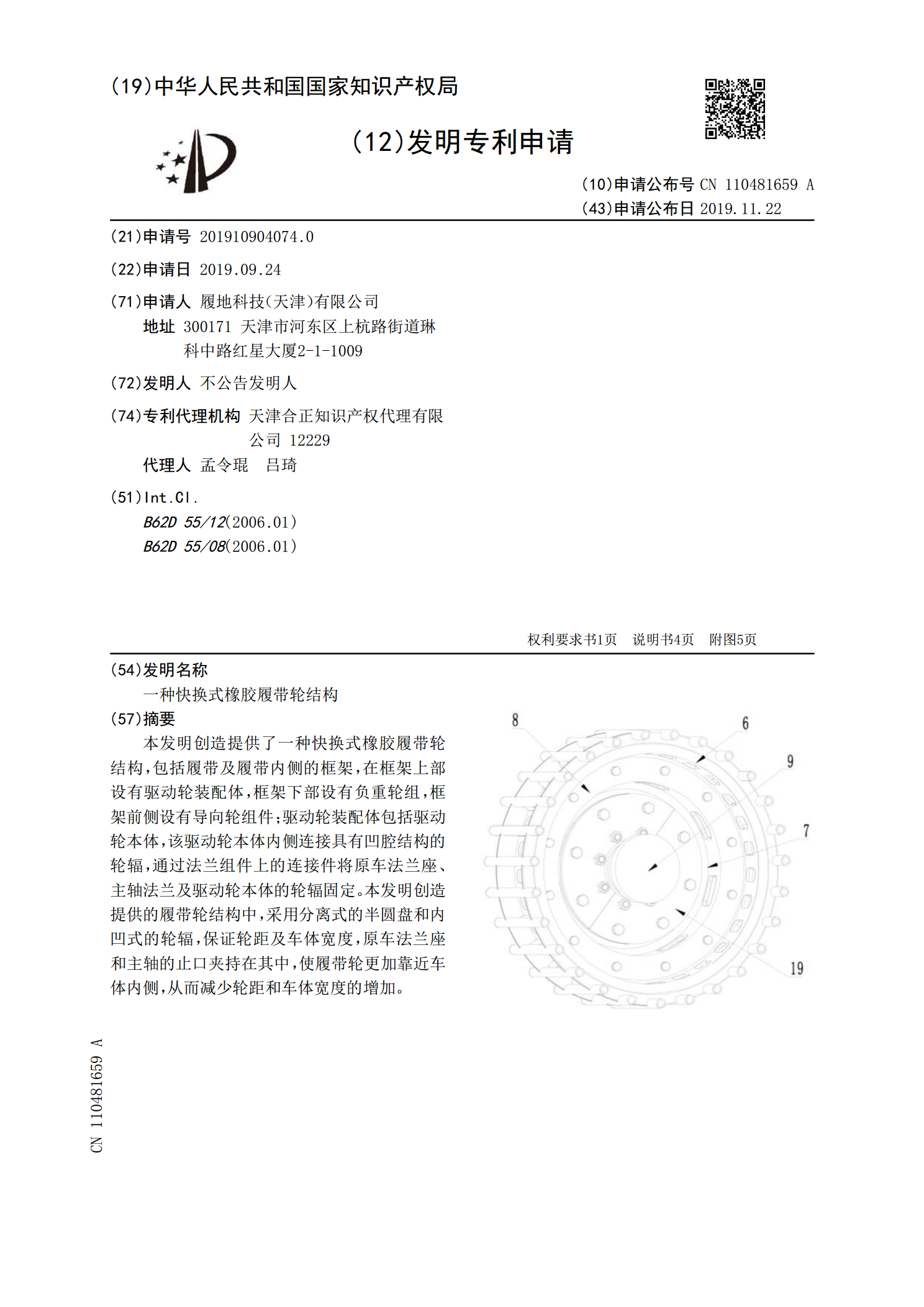
本发明涉及弧焊工装技术领域,具体为一种快换式弧焊工装结构,包括弧焊台,所述弧焊台的两端中间位置上焊接有固定架,所述固定架一侧的弧焊台上焊接有固定块,所述固定块上焊接有第一导向杆,所述固定架之间的弧焊台上对称开设有轴承孔,且弧焊台上对称固定设置有两个安装台,定位工装通过连接锁块和固定锁孔的配合,可以将其进行快速安拆,方便焊接工作的进行,在进行定位工装的安装时,只需推动齿条使其在配合齿的作用下带动顶动转盘进行转动,进而在顶动转盘的作用下可以顶着活动架进行移动,这样在活动架上的斜面顶块的作用下可以使得连接锁块插
一种快换式橡胶履带轮结构.pdf
本发明创造提供了一种快换式橡胶履带轮结构,包括履带及履带内侧的框架,在框架上部设有驱动轮装配体,框架下部设有负重轮组,框架前侧设有导向轮组件;驱动轮装配体包括驱动轮本体,该驱动轮本体内侧连接具有凹腔结构的轮辐,通过法兰组件上的连接件将原车法兰座、主轴法兰及驱动轮本体的轮辐固定。本发明创造提供的履带轮结构中,采用分离式的半圆盘和内凹式的轮辐,保证轮距及车体宽度,原车法兰座和主轴的止口夹持在其中,使履带轮更加靠近车体内侧,从而减少轮距和车体宽度的增加。

一种轴用外涨式快换滚齿工装.pdf
本发明公开了一种轴用外涨式快换滚齿工装,包括安装在机床工作平面上的底座,底座上依次安装过渡拉盘以及粘接涨套;过渡拉盘与机床拉杆相连,在机床拉杆的带动下向下或向上移动;粘接涨套与过渡拉盘配合涨紧或松开工件。本发明根据取力器轴类品种多、换产频繁等特点,设计了外涨式快换滚齿工装。该工装对粘接涨套和顶尖进行系列化设计,同时粘接涨套和顶尖便于更换,同时该工装为以后新增轴类零件的夹具设计提供了拓展功能。
埋弧焊横焊位焊接工装及其装夹结构.pdf
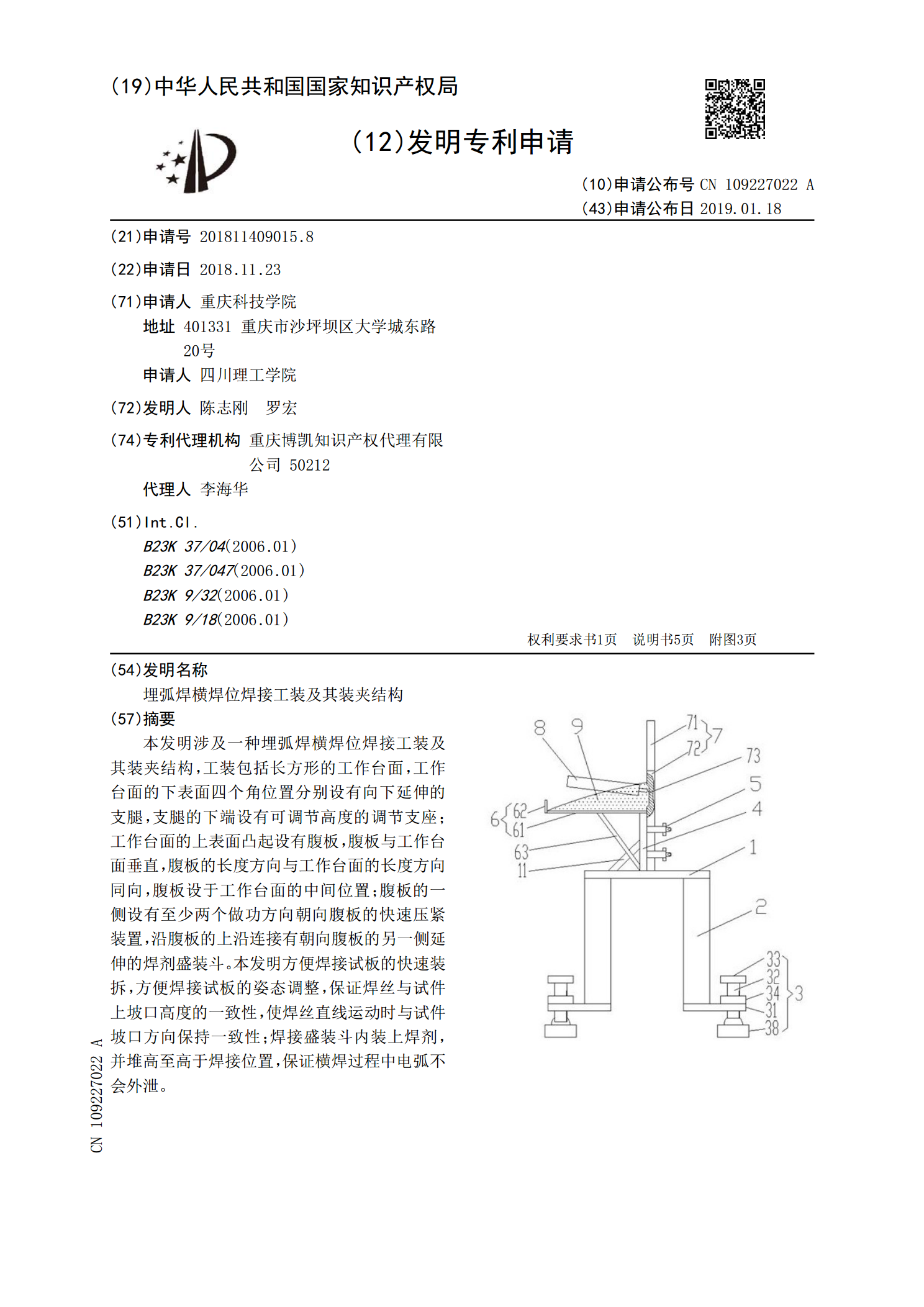
本发明涉及一种埋弧焊横焊位焊接工装及其装夹结构,工装包括长方形的工作台面,工作台面的下表面四个角位置分别设有向下延伸的支腿,支腿的下端设有可调节高度的调节支座;工作台面的上表面凸起设有腹板,腹板与工作台面垂直,腹板的长度方向与工作台面的长度方向同向,腹板设于工作台面的中间位置;腹板的一侧设有至少两个做功方向朝向腹板的快速压紧装置,沿腹板的上沿连接有朝向腹板的另一侧延伸的焊剂盛装斗。本发明方便焊接试板的快速装拆,方便焊接试板的姿态调整,保证焊丝与试件上坡口高度的一致性,使焊丝直线运动时与试件坡口方向保持一致

快换递进式组合钻床结构.pdf
快换递进式组合钻床结构,包括底座、液压滑台、支座、驱动电机、操纵手柄、动力箱、主轴、定位销、钻削分配箱、传动轴、联接套、三联齿轮、滑移齿轮、轴等。所述的支座、液压滑台安装在底座上,液压滑台提供工进和快退,动力箱中的滑移齿轮和三联齿轮传动实现输出轴的方向与三种转速。钻削主轴及传动支承机构设计安装在钻削分配箱中,动力箱输出轴通过联接套将动力传给钻削分配箱的传动轴,钻削分配箱输入传动轴经相同奇数或偶数次的齿轮啮合将动力传给钻削主轴,所有主轴同向运转。钻削分配箱部件通过孔轴配合在动力箱内孔,定位销限制分配箱的转动