
埋弧焊横焊位焊接工装及其装夹结构.pdf

书生****萌哒

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
埋弧焊横焊位焊接工装及其装夹结构.pdf
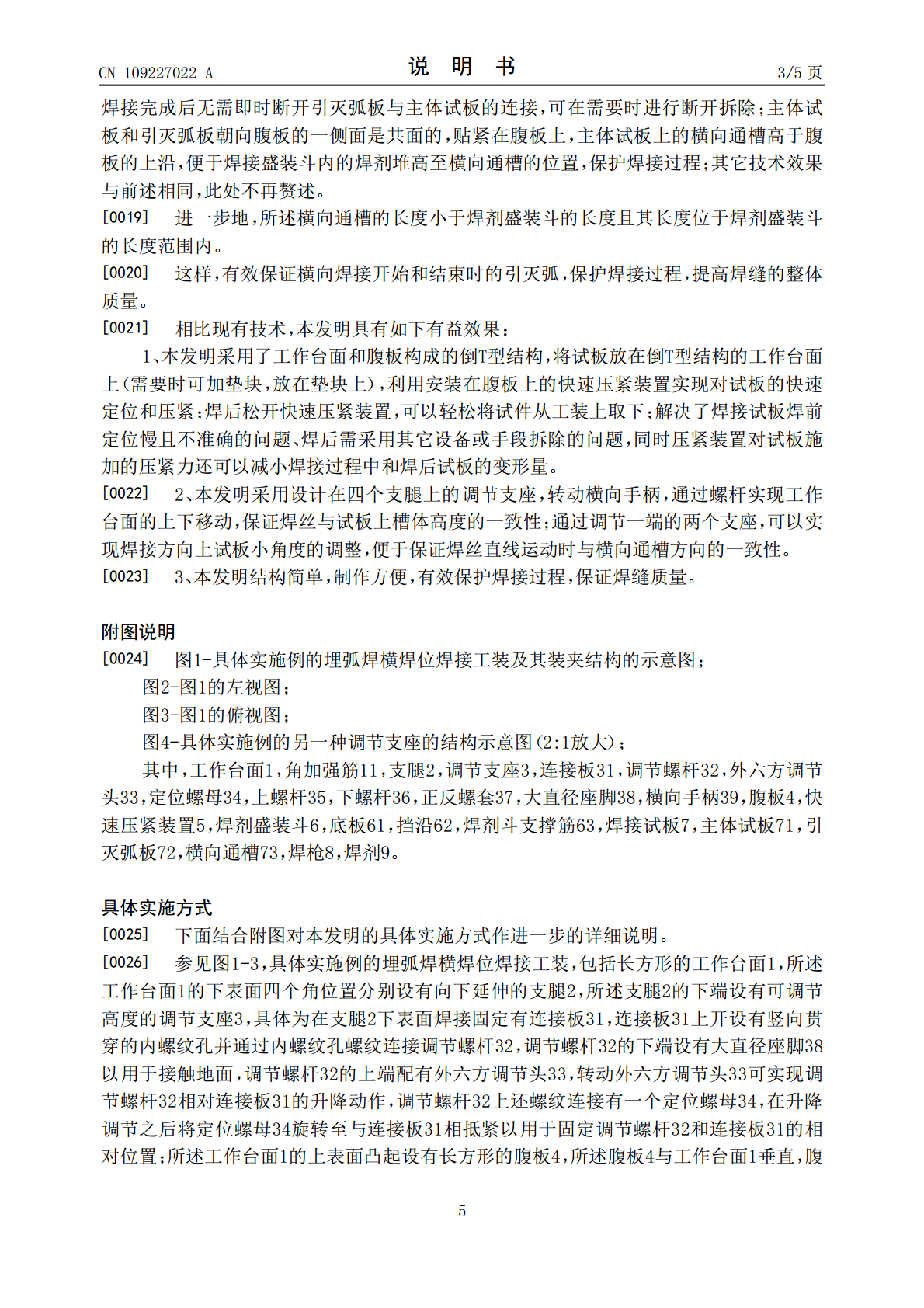
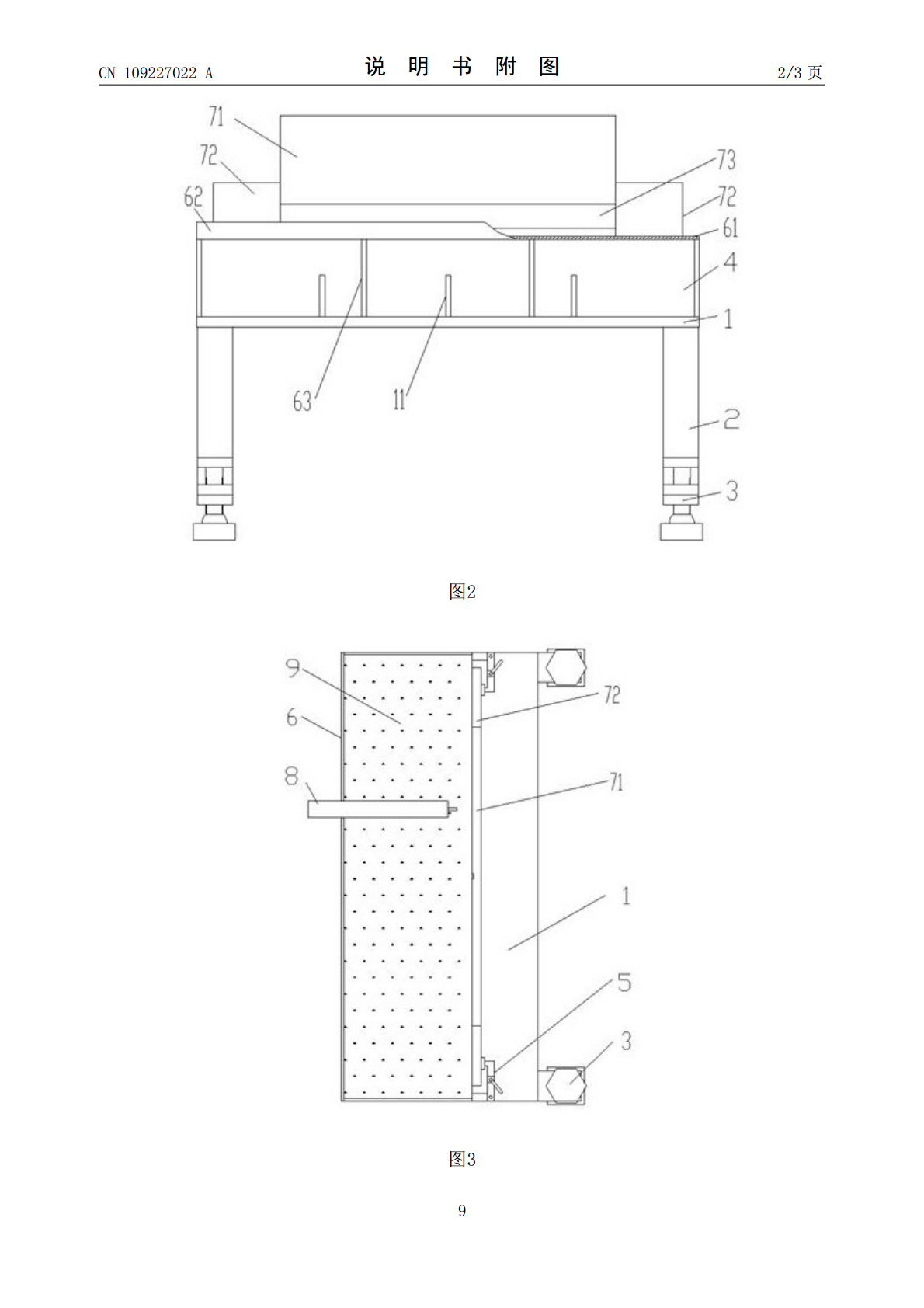
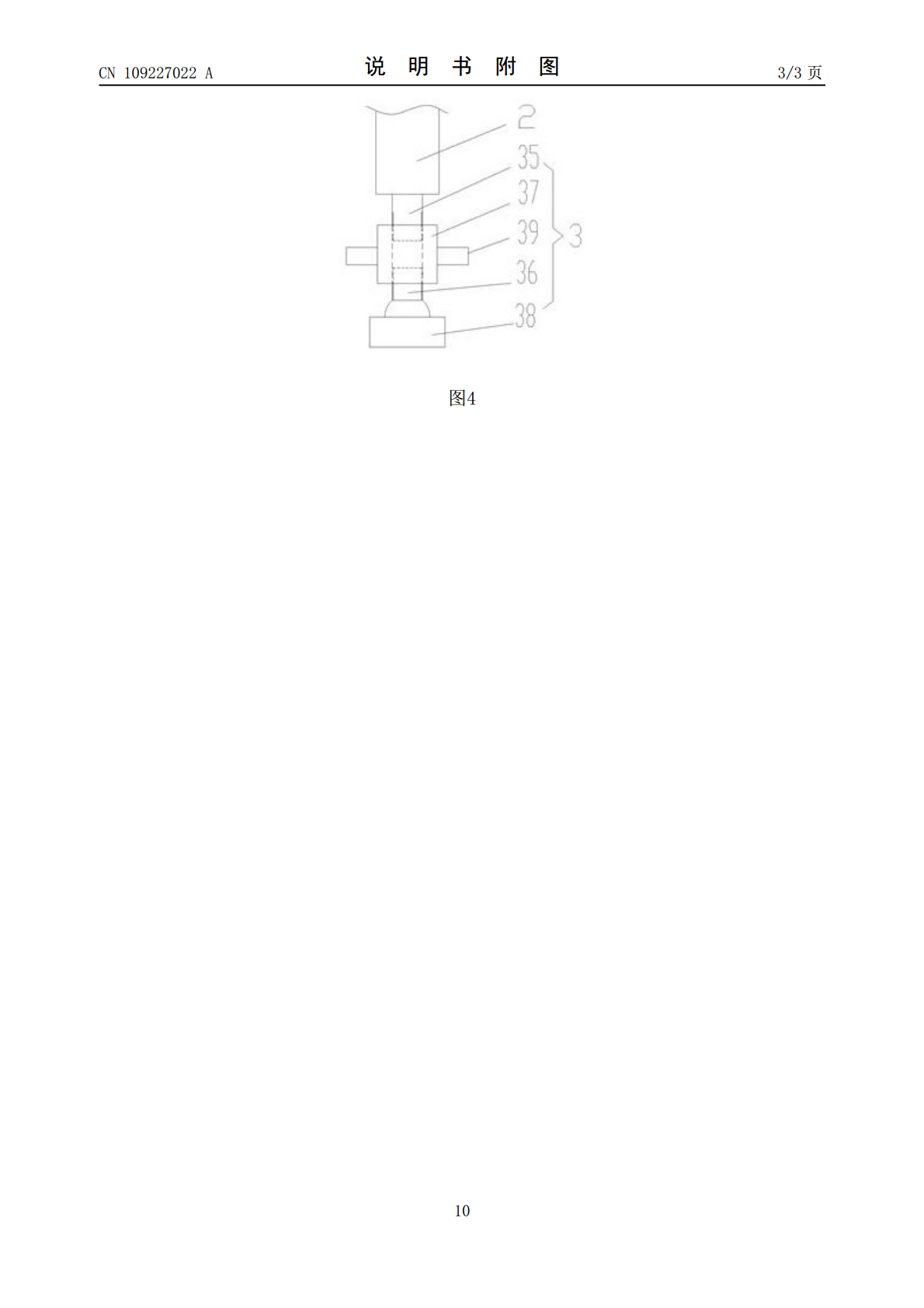
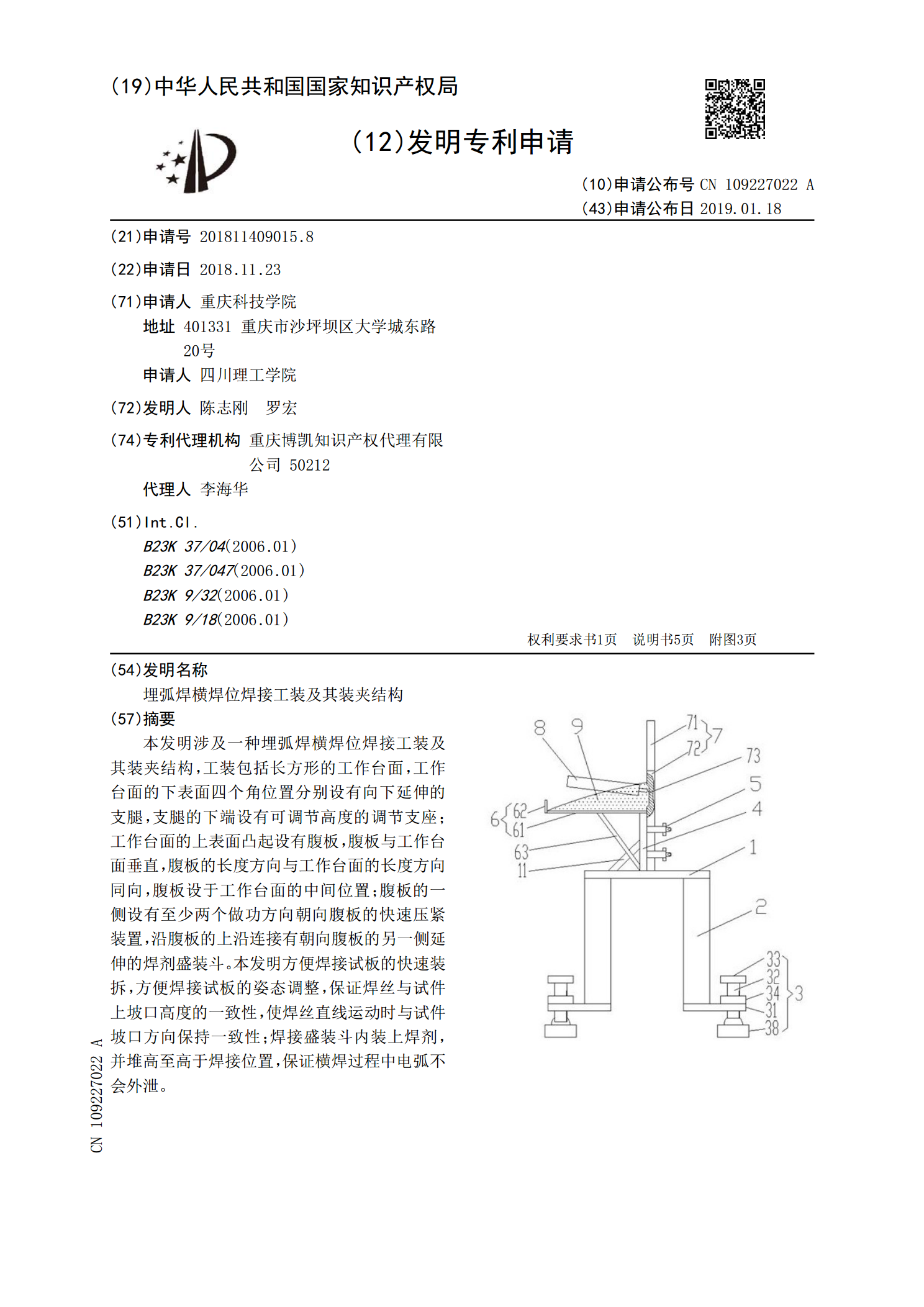
本发明涉及一种埋弧焊横焊位焊接工装及其装夹结构,工装包括长方形的工作台面,工作台面的下表面四个角位置分别设有向下延伸的支腿,支腿的下端设有可调节高度的调节支座;工作台面的上表面凸起设有腹板,腹板与工作台面垂直,腹板的长度方向与工作台面的长度方向同向,腹板设于工作台面的中间位置;腹板的一侧设有至少两个做功方向朝向腹板的快速压紧装置,沿腹板的上沿连接有朝向腹板的另一侧延伸的焊剂盛装斗。本发明方便焊接试板的快速装拆,方便焊接试板的姿态调整,保证焊丝与试件上坡口高度的一致性,使焊丝直线运动时与试件坡口方向保持一致
埋弧自动焊焊接系统.pdf
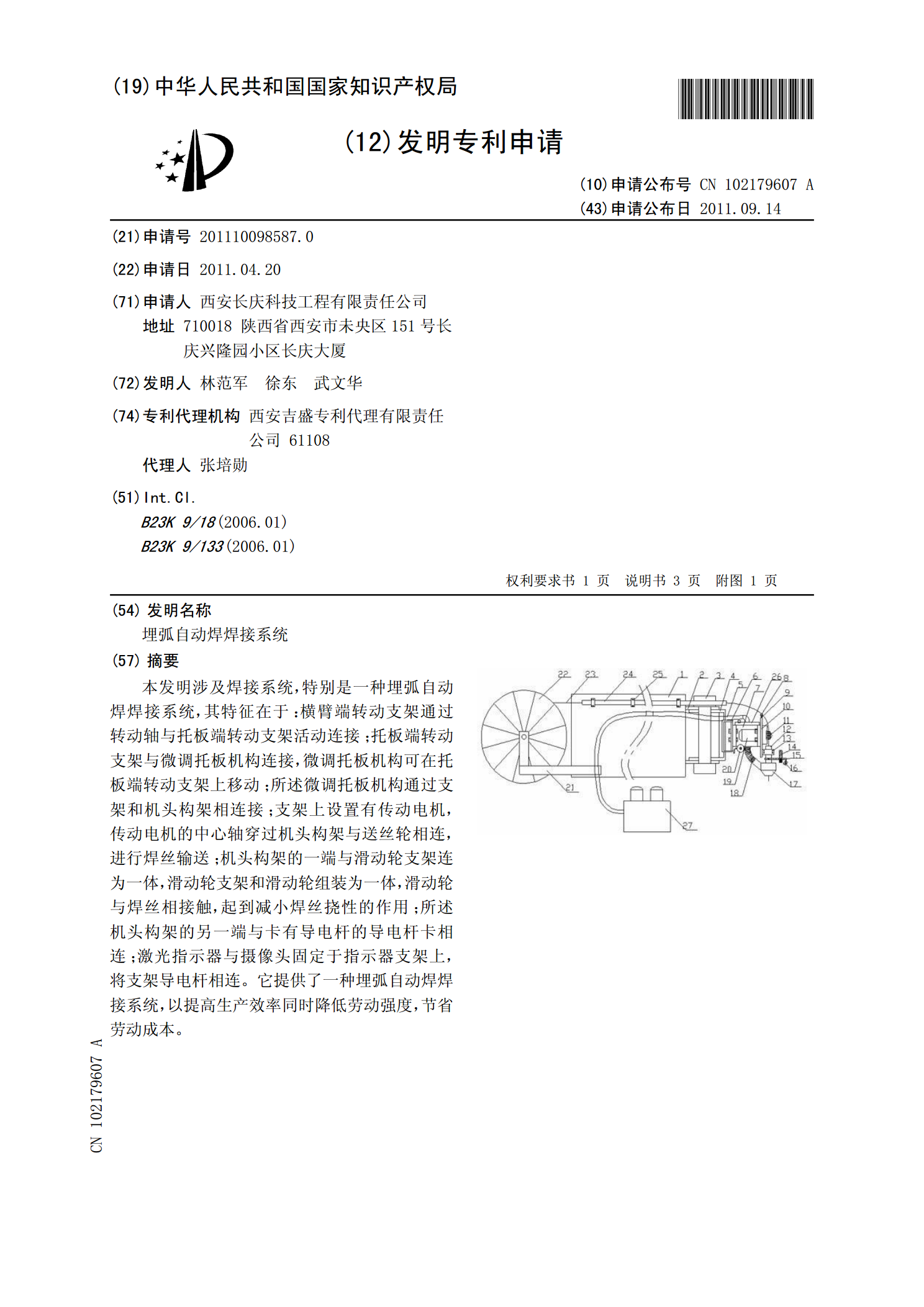
本发明涉及焊接系统,特别是一种埋弧自动焊焊接系统,其特征在于:横臂端转动支架通过转动轴与托板端转动支架活动连接;托板端转动支架与微调托板机构连接,微调托板机构可在托板端转动支架上移动;所述微调托板机构通过支架和机头构架相连接;支架上设置有传动电机,传动电机的中心轴穿过机头构架与送丝轮相连,进行焊丝输送;机头构架的一端与滑动轮支架连为一体,滑动轮支架和滑动轮组装为一体,滑动轮与焊丝相接触,起到减小焊丝挠性的作用;所述机头构架的另一端与卡有导电杆的导电杆卡相连;激光指示器与摄像头固定于指示器支架上,将支架导电

焊接方法与设备——埋弧焊.ppt
《焊接方法与设备》第三章埋弧焊第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊---------

埋弧焊焊接工艺评定报告.doc
埋弧焊焊接工艺评定报告执行标准:GB/T9711.1-1997制造单位名称:霸州市华兴电力设备厂焊接工艺评定报告编号:HZ49-01焊接工艺指导书编号:HZ49-01焊接方法:埋弧焊机械化程度(手工、半自动、自动):自动验证方法:在一根钢管上画出不同区域分别采用不同内外焊电流、电压和焊接速度通过检验对比找出较好的工艺参数其他参数略。接头简图:母材:材料标准:GB709-88/GB709-88钢号:Q235B/Q235B类、组别号:1与类、组别号:1相焊厚度:8mm化学成分;C0.18S0.
焊接工艺评定δ埋弧焊退火.doc
湖南益东化工机械有限企业压力容器焊接工艺评估汇报编号:WPQ05材质:Q235B规格:δ8mm焊接措施:埋弧焊热处理状态:焊态内容提纲:1、预焊接工艺规程2、焊接工艺评估汇报3、施焊记录4、焊缝外观检查汇报5、材质证书6、无损检测汇报7、理化试验汇报单位名称湖南益东化工机械股份有限企业预焊接工艺规格编号Pwps05日期2023-5-6所根据焊接工艺评估汇报编号WPQ05焊接措施埋弧焊机械化程度:机动焊接接头:坡口形式:Y型坡口衬垫(材料及规格)母材金属其他/简图(接头形式、坡口形式与尺寸、焊层、焊道布置及