
用于连续铸造设备的金属填充装置.pdf

猫巷****晓容


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于连续铸造设备的金属填充装置.pdf
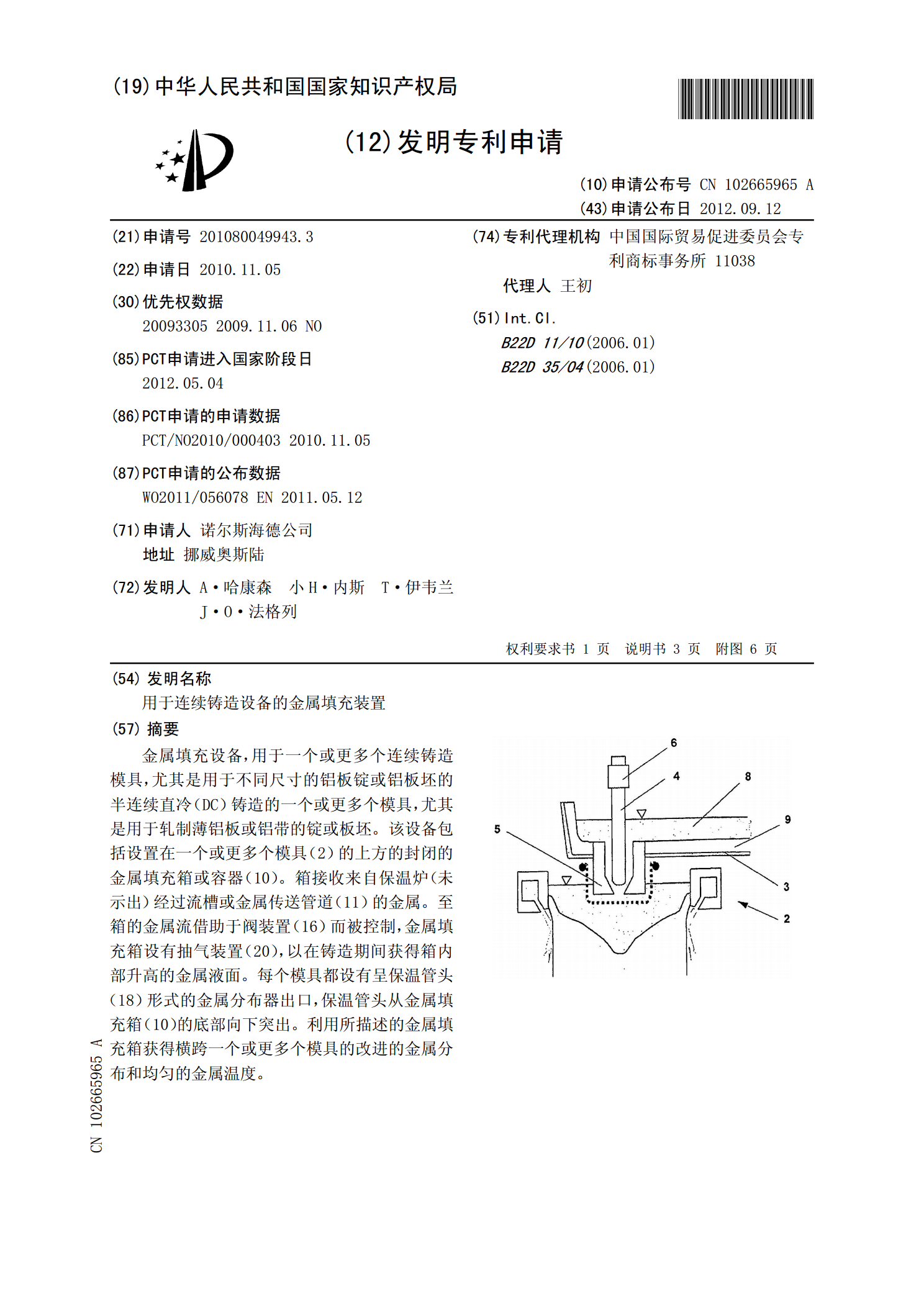
金属填充设备,用于一个或更多个连续铸造模具,尤其是用于不同尺寸的铝板锭或铝板坯的半连续直冷(DC)铸造的一个或更多个模具,尤其是用于轧制薄铝板或铝带的锭或板坯。该设备包括设置在一个或更多个模具(2)的上方的封闭的金属填充箱或容器(10)。箱接收来自保温炉(未示出)经过流槽或金属传送管道(11)的金属。至箱的金属流借助于阀装置(16)而被控制,金属填充箱设有抽气装置(20),以在铸造期间获得箱内部升高的金属液面。每个模具都设有呈保温管头(18)形式的金属分布器出口,保温管头从金属填充箱(10)的底部向下突出

用于有色金属连续铸造机的接锭装置.pdf
用于有色金属连续铸造机的接锭装置,其机架6上设有电机17,电机17的动力输出轴与主动链轮16相连,主动链轮16通过链条15与输送链组件20的双联链轮12相连,双联链轮12通过第一铰链座13安装在机架6上;汽缸19通过第二铰链座18安装在机架6上,汽缸19的活塞杆端部与输送链组件20相连,输送链组件20一端与铸造机铸膜组件对应设置;输送链组件20另一端与冷却输送机14的输送链条11对应设置。其使用气缸作为动力源,实现了自动接锭,完全控制了接锭节奏,避免了卡锭,有效地提高了接锭的安全性和可靠性。最终有利于实现

用于连续铸造金属条的方法和设备.pdf
用于连续铸造金属条的方法和装置,在此使用了柔性的有待从上方引入到铸模中的在其远离移前的引锭杆端部的端部上具有引锭头的引锭杆,引锭杆在与热连铸坯脱耦之后被牵拉到位于铸造平台上的引锭杆车上,其中引锭杆车将移前的引锭杆端部容纳在装载侧上并且借助在链轮上环绕的连续链条为了下次浇铸将引锭杆沿铸模的方向移动到卸载侧,链轮中的至少一个是可驱动的。尤其能够搬运圆弧形连续铸造设备中长的引锭杆。容纳在装载侧上的引锭杆借助卸载侧上的连续链条从引锭杆车的上导轨导向到下导轨,在下导轨上引锭杆连同其移前的引锭杆端部如此远地朝向装载侧

用于有色金属连续铸造机组的废锭排除装置.pdf
用于有色金属连续铸造机组的废锭排除装置,其中排锭机械手8由一对主动臂16和两组滚轮组17组成,排锭机械手8和轴20通过键连接,然后通过一组轴承固定在机架12上,液压马达14通过联轴器15与轴20相连;联轴器15通过螺栓组固定在机架12上;光电开关10和光电开关11装在圆弧槽内,检测盘9固定在机架12上且与轴20同轴;排锭机械手8的运动平面与与冷运机13输送链的速度方向垂直;废锭滑移机6固定在机架12上,滚轮组18和机架21之间通过轴承形成转动副;废锭平移机4由机架22、电机减速器19、主动链轮

金属的连续模型铸造装置.pdf
金属的连续模型铸造装置属金属的模型铸造装置,尤其涉及铸造的造型、浇铸、输送及清理的连续作业装置。由依次连接的垂直造型机、鳞片输送机、振动落砂机、筛砂机和浇包构成,特点是垂直造型机出料台板上方设稳定机构;垂直造型机与鳞片输送机之间设链板输送机,链板与出料台板在头轮处相切相交,砂型置于出料台板和链板上;链板输送机上还活装砂型座板。其优点是:结构新颖、紧凑、合理,避免砂型倒走事故发生,砂型连续平稳移动,大大减少砂型的破损,改善铸件质量,提高产品合格率;降低砂型材料、铁水和动力消耗;控制程序及设备简化,方便操作,