
船用高强钢的激光电弧复合焊接工艺与性能研究.doc

英哲****公主


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

船用高强钢的激光电弧复合焊接工艺与性能研究.doc
船用高强钢的激光电弧复合焊接工艺与性能研究随着世界造船业的发展,船体结构已经逐渐采用更高强度级别的钢来代替传统结构用钢。EH36是高强度级别用钢,目前为止采用更多的还是传统焊接方法进行焊接,虽然可以满足船级社的要求,但焊缝表面易产生凹陷和咬边等缺陷、背面易产生焊瘤、焊接变形大及焊接效率低等问题。激光-电弧复合焊接方法不仅可以避免上述缺陷,而且可以显著提高效率。但是采用此种焊接方法对船板焊接工艺以及性能的研究还处于初级阶段,所以对其进一步的研究很有重要意义。本试验选择14mm厚的EH36,采用激光-电弧复合

船用高强钢的激光电弧复合焊接工艺与性能研究.doc
船用高强钢的激光电弧复合焊接工艺与性能研究随着世界造船业的发展,船体结构已经逐渐采用更高强度级别的钢来代替传统结构用钢。EH36是高强度级别用钢,目前为止采用更多的还是传统焊接方法进行焊接,虽然可以满足船级社的要求,但焊缝表面易产生凹陷和咬边等缺陷、背面易产生焊瘤、焊接变形大及焊接效率低等问题。激光-电弧复合焊接方法不仅可以避免上述缺陷,而且可以显著提高效率。但是采用此种焊接方法对船板焊接工艺以及性能的研究还处于初级阶段,所以对其进一步的研究很有重要意义。本试验选择14mm厚的EH36,采用激光-电弧复合

海工高强钢激光电弧复合焊接工艺、性能及机理研究.doc
海工高强钢激光电弧复合焊接工艺、性能及机理研究高强钢作为海洋工程装备的关键结构材料,广泛应用于钻井平台、海底管道、风电安装船等。通常高强钢之间的连接采用电弧焊接,虽然传统的电弧焊接具有生产成本低、焊接工艺成熟等特点,但其也存在焊前准备时间长、焊接热输入量大、焊接变形大等缺点,这些缺点使电弧焊接难以满足当今对高强钢提出的焊接要求。激光-电弧复合焊接技术是一种高效、新型的焊接方法,它能够充分发挥两种焊接热源的优点,可以有效解决电弧焊接带来的问题,在中、厚板的焊接上具有更明显的优势,因此复合焊接技术在海工高强钢
一种船用高强钢中厚板的激光-电弧复合焊接方法.pdf
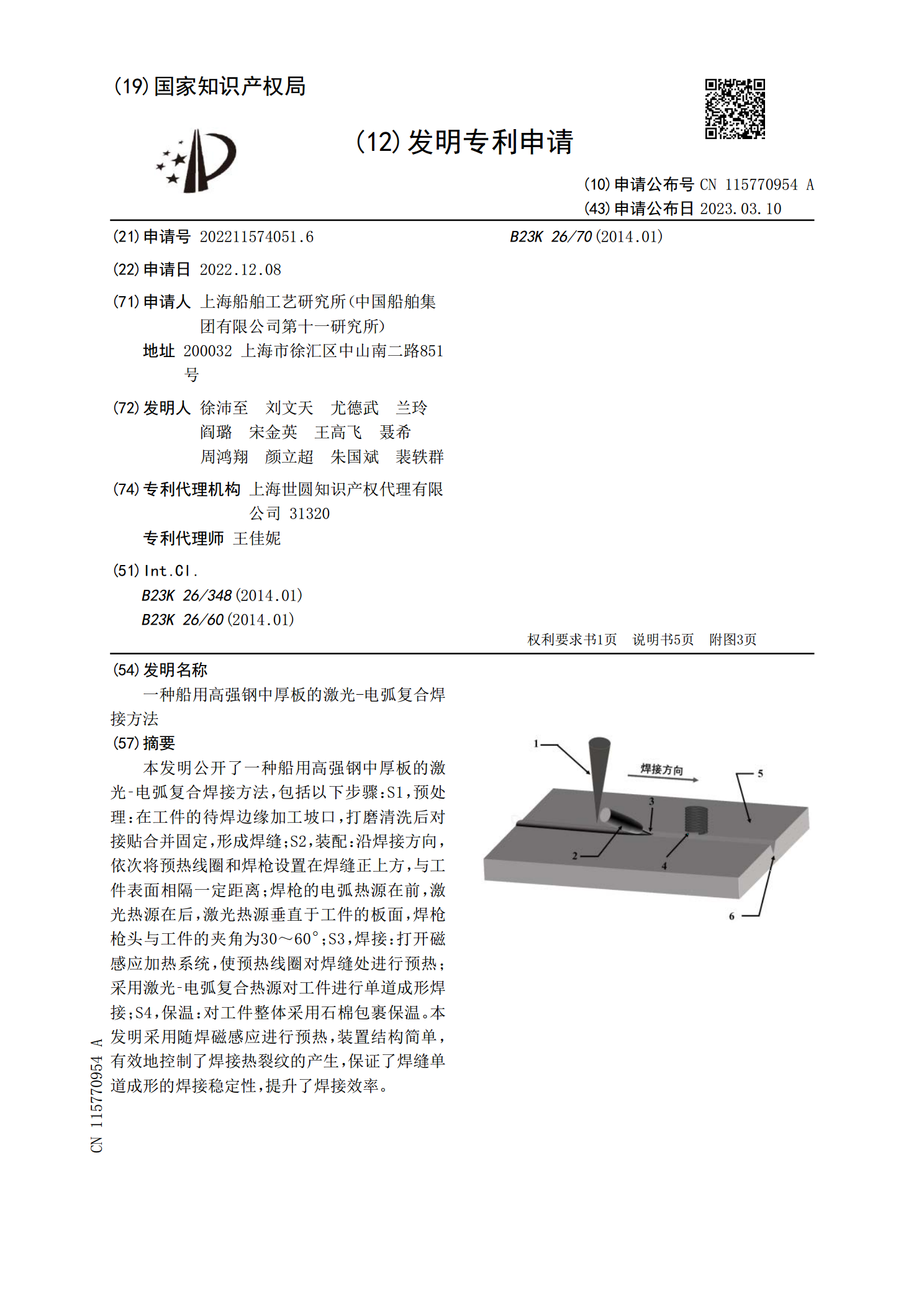
本发明公开了一种船用高强钢中厚板的激光‑电弧复合焊接方法,包括以下步骤:S1,预处理:在工件的待焊边缘加工坡口,打磨清洗后对接贴合并固定,形成焊缝;S2,装配:沿焊接方向,依次将预热线圈和焊枪设置在焊缝正上方,与工件表面相隔一定距离;焊枪的电弧热源在前,激光热源在后,激光热源垂直于工件的板面,焊枪枪头与工件的夹角为30~60°;S3,焊接:打开磁感应加热系统,使预热线圈对焊缝处进行预热;采用激光‑电弧复合热源对工件进行单道成形焊接;S4,保温:对工件整体采用石棉包裹保温。本发明采用随焊磁感应进行预热,装置

大厚度船用高强钢激光-电弧复合焊技术研究.docx
大厚度船用高强钢激光-电弧复合焊技术研究摘要本文主要研究了大厚度船用高强钢激光-电弧复合焊技术。首先介绍了该技术的概念和优点,然后对其原理进行了详细阐述。接着,通过实验分析与模拟计算,验证了该技术在大厚度船用高强钢焊接中的可行性和优越性。最后,对该技术发展前景进行了展望。关键词:大厚度船用高强钢;激光-电弧复合焊;可行性分析;发展前景1.引言大厚度船用高强钢薄板是现代船舶制造中不可缺少的一种材料,其质量和焊接质量需求较高。然而,传统的焊接方法在大厚度船用高强钢薄板焊接的过程中存在很大的技术难题。特别是在高