
一种塑料片材成型装置及方法.pdf

努力****凌芹

1/8
2/8

3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种塑料片材成型装置及方法.pdf
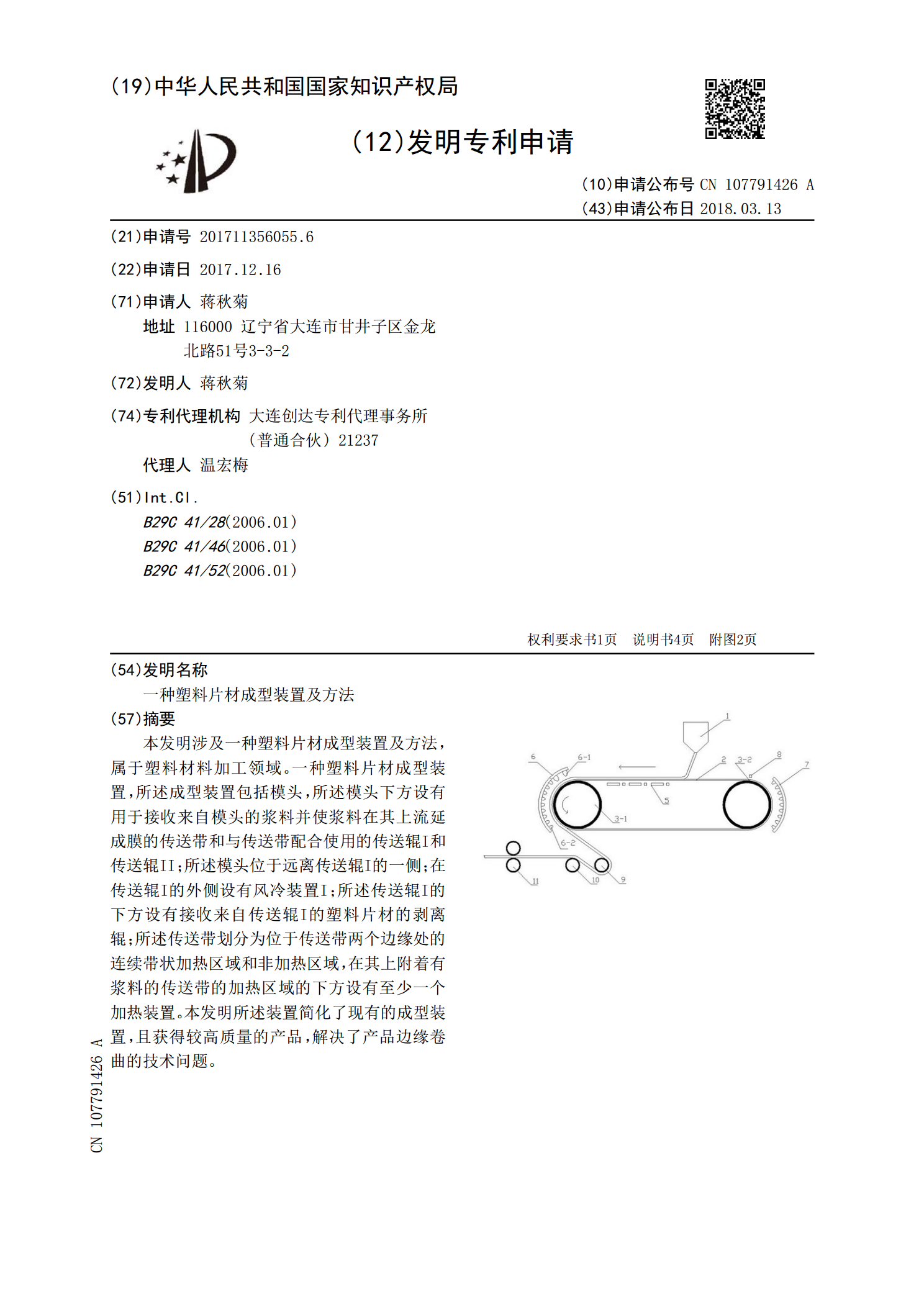
本发明涉及一种塑料片材成型装置及方法,属于塑料材料加工领域。一种塑料片材成型装置,所述成型装置包括模头,所述模头下方设有用于接收来自模头的浆料并使浆料在其上流延成膜的传送带和与传送带配合使用的传送辊I和传送辊II;所述模头位于远离传送辊I的一侧;在传送辊I的外侧设有风冷装置I;所述传送辊I的下方设有接收来自传送辊I的塑料片材的剥离辊;所述传送带划分为位于传送带两个边缘处的连续带状加热区域和非加热区域,在其上附着有浆料的传送带的加热区域的下方设有至少一个加热装置。本发明所述装置简化了现有的成型装置,且获得较

一种大张塑料片材模压成型的流水作业装置.pdf
一种大张塑料片材模压成型的流水作业装置。本发明为了解决现有技术自动化程度不高,需要人工上料、人工转移输送或人工抛料,劳动强度大、作业效率低的缺陷。技术方案要点:特征包括上料机构、加热箱、模压成型机和输送机构,输送机构安装在上料机构、加热箱和模压成型机之间,输送机构由机架、滑轨、滑动架、金属网、齿轮齿条机构、链传动机构、滑动架电驱动器和链传动电驱动器构成,滑轨横穿在上料机构和加热箱的作业区域,滑动架滑动配合在滑轨上,滑动架两侧设有横跨滑动架前后部的链传动机构,金属网连接在二链传动机构的链条之间,滑动架电驱动
一种塑料片材挤出成型设备.pdf
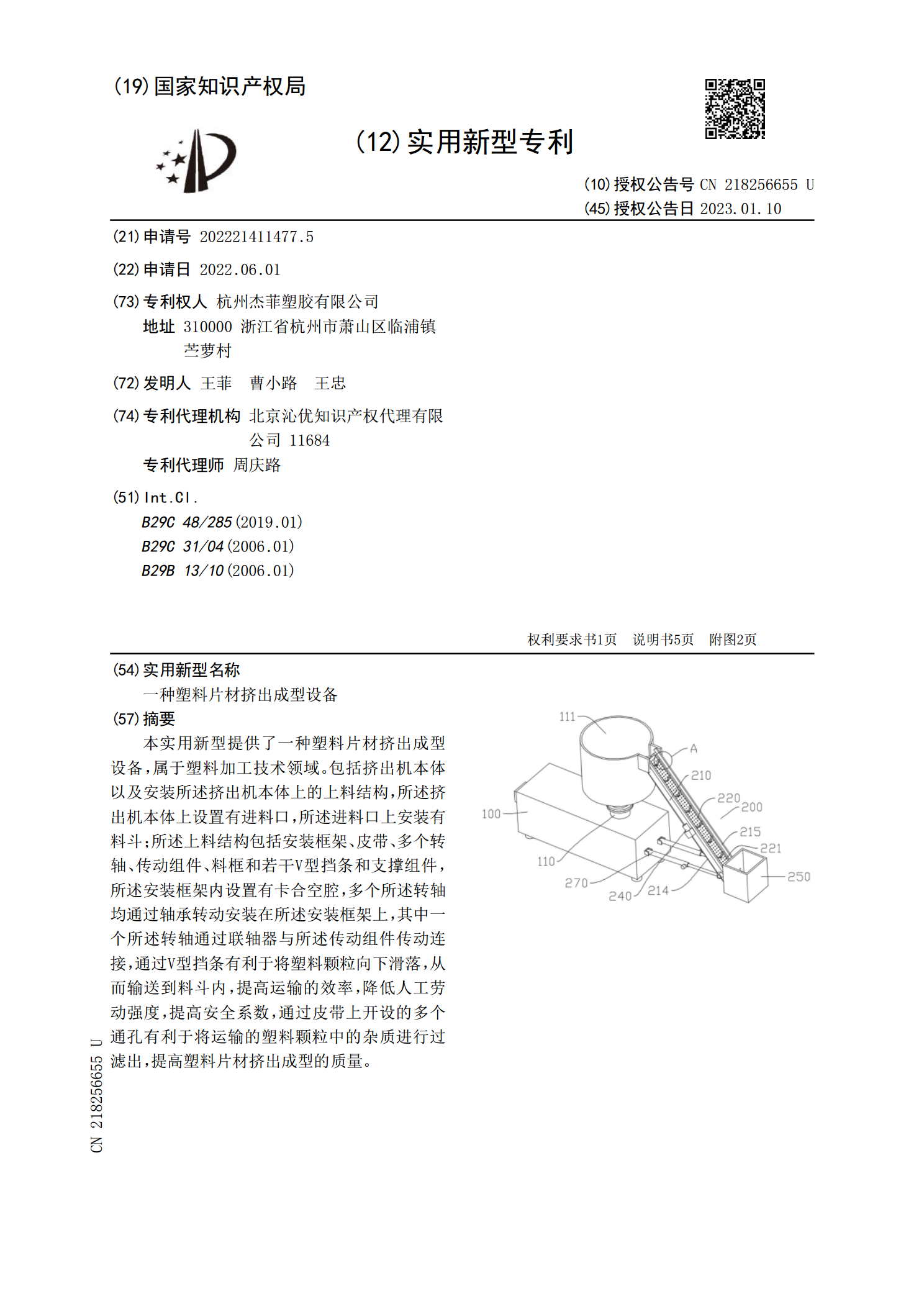
本实用新型提供了一种塑料片材挤出成型设备,属于塑料加工技术领域。包括挤出机本体以及安装所述挤出机本体上的上料结构,所述挤出机本体上设置有进料口,所述进料口上安装有料斗;所述上料结构包括安装框架、皮带、多个转轴、传动组件、料框和若干V型挡条和支撑组件,所述安装框架内设置有卡合空腔,多个所述转轴均通过轴承转动安装在所述安装框架上,其中一个所述转轴通过联轴器与所述传动组件传动连接,通过V型挡条有利于将塑料颗粒向下滑落,从而输送到料斗内,提高运输的效率,降低人工劳动强度,提高安全系数,通过皮带上开设的多个通孔有利

一种塑料片材气压成型机.pdf
一种塑料片材气压成型机,包括放卷装置、入片装置、链轨装置、送片装置、加热装置、成型装置、接杯装置和成品收集装置,入片装置包括机架、入片导辊、入片压辊、托板和预热装置,入片导辊和入片压辊均可转动安装在机架上,托板设于机架上;入片压辊处于入片导辊上方并与入片导辊压合,托板设于入片导辊后方;预热装置包括左预热炉和右预热炉;左预热炉安装座上设有用于与链轨装置左侧进片机构连接的左调整杆,右预热炉安装座上设有用于与链轨装置右侧进片机构连接的右调整杆。本发明能够实现与链轨装置联动调节片材适用宽度,因此能够方便快捷地调节

一种防静电塑料片材吸塑成型工艺.pdf
本发明提供一种防静电塑料片材吸塑成型工艺。所述防静电塑料片材吸塑成型工艺方法,包括以下步骤:S1、预处理:将加工的原料以及加工件进行除尘;S2、原料加工:将S1中除尘后的原料放入到喷涂装置中,通过喷头在原料的表面喷涂防静电涂料,等待一段时间后,将喷涂完毕的原料进行拿取,之后放入到干燥箱中,对喷涂的防静电涂料进行干燥,随后取出干燥完成的原料。本发明提供一种防静电塑料片材吸塑成型工艺,通过设置的预处理环节,能够对待加工的原料以及设备进行除尘,避免残留灰尘,影响后续的吸塑成型,通过对原料进行正反面的吸尘,提高了