
成形品取出机及其作业监视方法.pdf

春岚****23


1/10
2/10
3/10

4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
成形品取出机及其作业监视方法.pdf
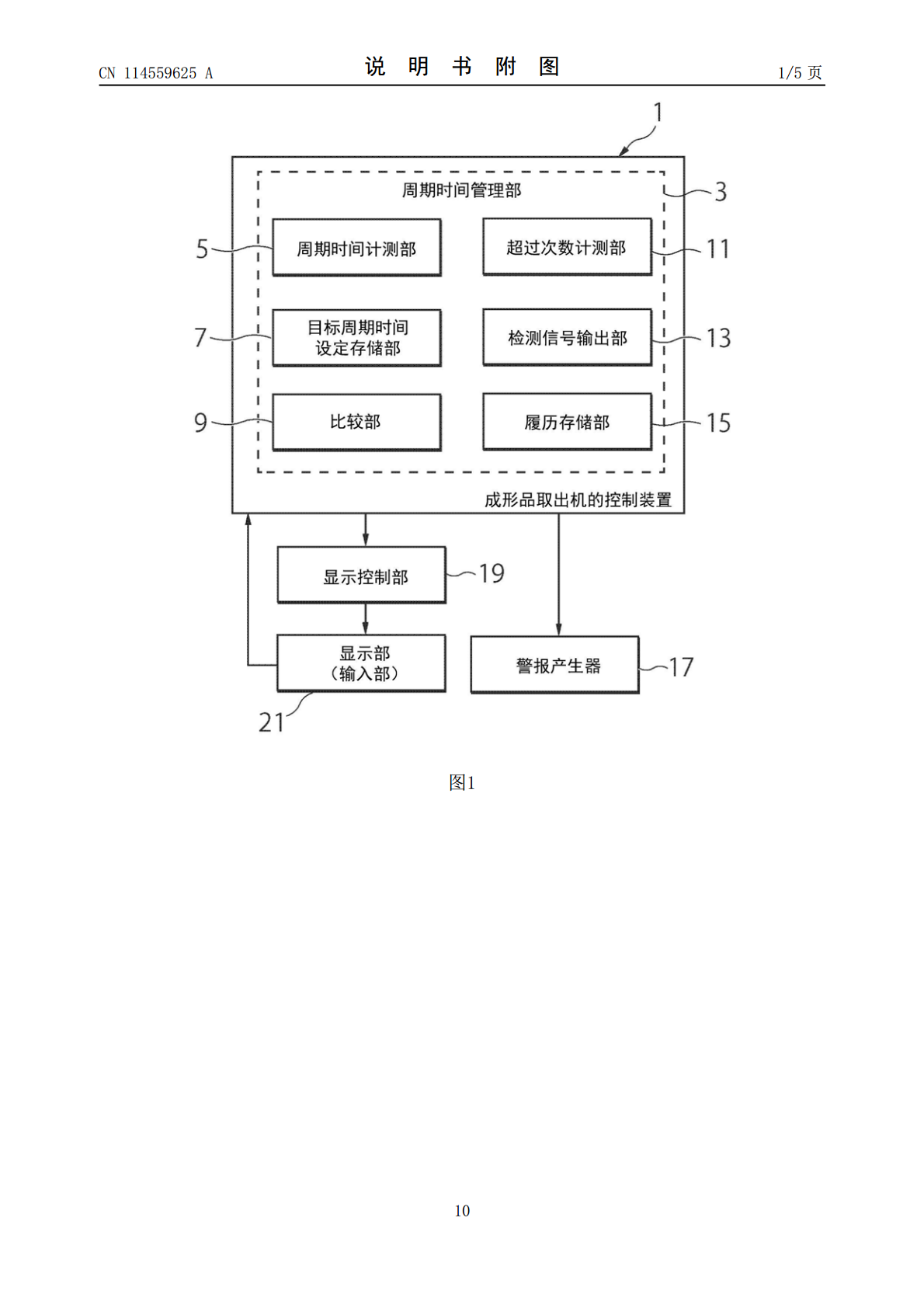
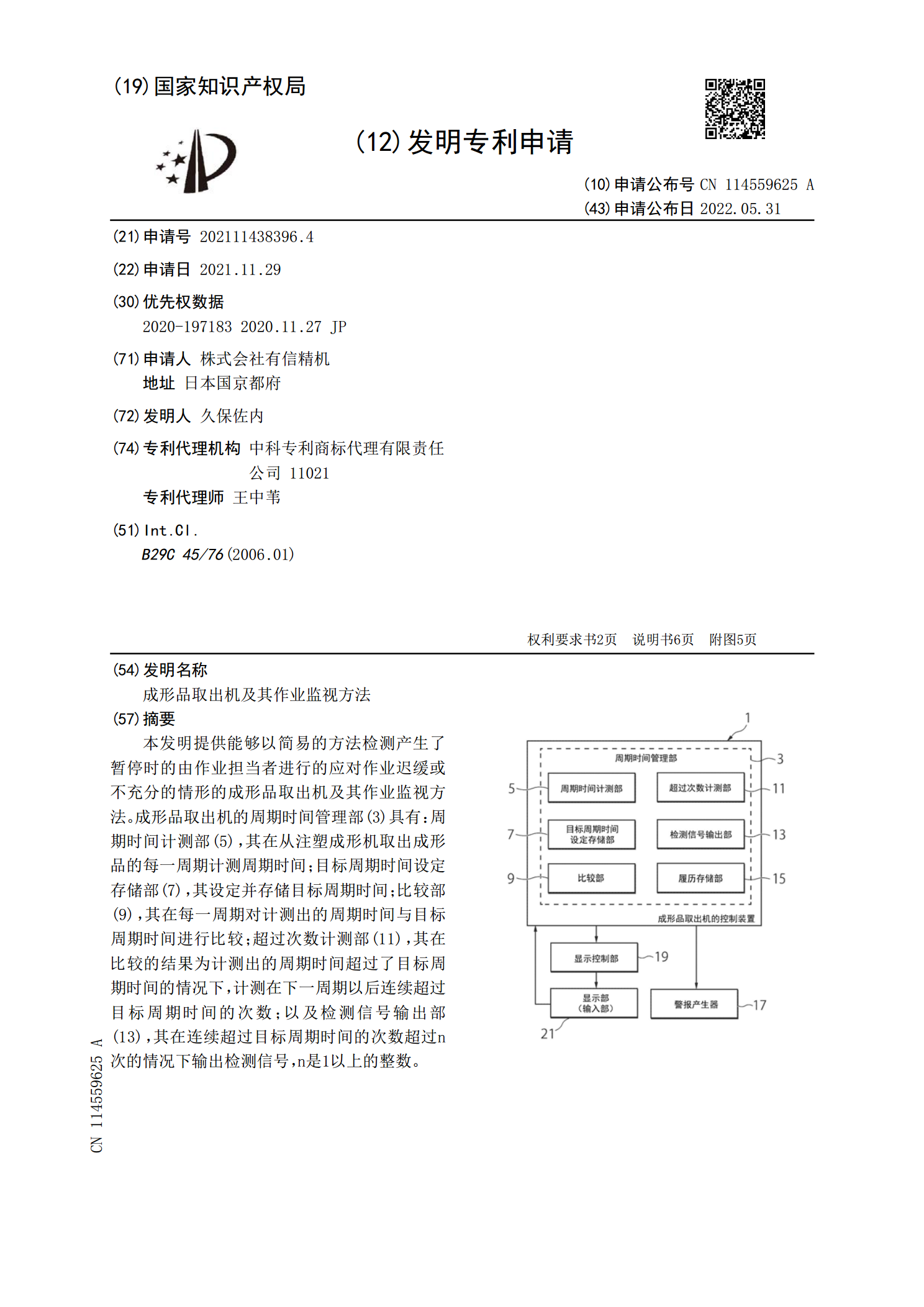
本发明提供能够以简易的方法检测产生了暂停时的由作业担当者进行的应对作业迟缓或不充分的情形的成形品取出机及其作业监视方法。成形品取出机的周期时间管理部(3)具有:周期时间计测部(5),其在从注塑成形机取出成形品的每一周期计测周期时间;目标周期时间设定存储部(7),其设定并存储目标周期时间;比较部(9),其在每一周期对计测出的周期时间与目标周期时间进行比较;超过次数计测部(11),其在比较的结果为计测出的周期时间超过了目标周期时间的情况下,计测在下一周期以后连续超过目标周期时间的次数;以及检测信号输出部(13
不良品取出机模块的不良品取出单元.pdf
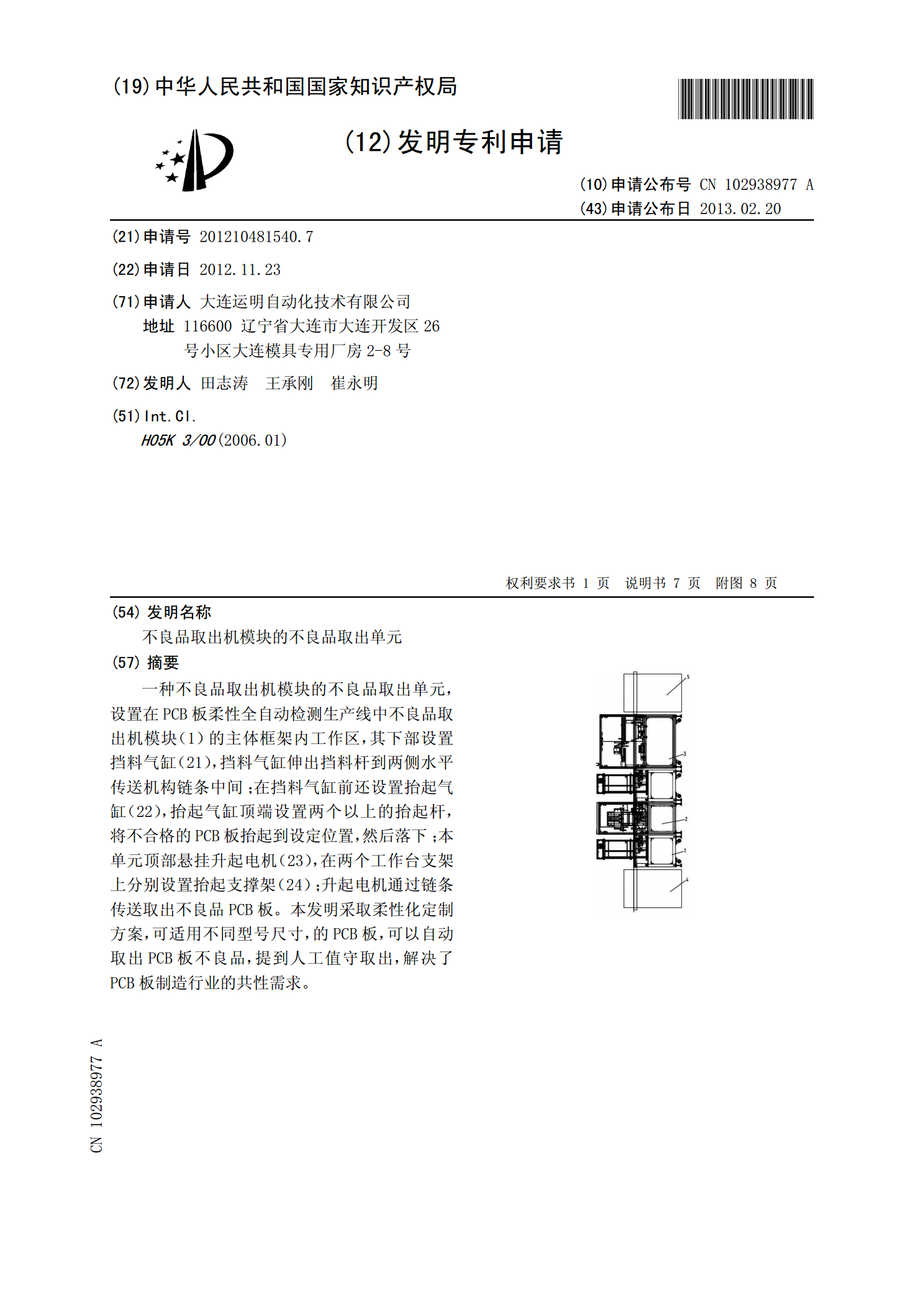
一种不良品取出机模块的不良品取出单元,设置在PCB板柔性全自动检测生产线中不良品取出机模块(1)的主体框架内工作区,其下部设置挡料气缸(21),挡料气缸伸出挡料杆到两侧水平传送机构链条中间;在挡料气缸前还设置抬起气缸(22),抬起气缸顶端设置两个以上的抬起杆,将不合格的PCB板抬起到设定位置,然后落下;本单元顶部悬挂升起电机(23),在两个工作台支架上分别设置抬起支撑架(24);升起电机通过链条传送取出不良品PCB板。本发明采取柔性化定制方案,可适用不同型号尺寸,的PCB板,可以自动取出PCB板不良品,提

成形品及其制造方法.pdf
一种成形品,其是将热塑性树脂组合物成形而成的成形品,该热塑性树脂组合物包含热塑性树脂(A)和无机填料(B),相对于热塑性树脂(A)100质量份,无机填料(B)的含量为60质量份~150质量份,无机填料(B)中的平均厚度为4.0μm以下且长径比为130以上的板状无机填料(b1)的含量为35质量%~100质量%,最薄部的厚度为2.0mm以下。

镶嵌成形品及其制造方法.pdf
在将覆盖金属零件的平板状部的表面的树脂零件的覆盖部的壁厚减薄的情况下也抑制成形不良的发生,由此使镶嵌成形品的尺寸精度及强度稳定。抑制前次注射的冷渣进入到注射成形用金属模具的腔室中,由此防止镶嵌成形品的外观不良及强度不良。金属零件(1)是包括平板状部(3)的形状,在平板状部(3)上设有贯通孔(7)。树脂零件(2)是包括将平板状部(3)的表面(E)覆盖的覆盖部(5)的形状,在覆盖部(5)的表面上有浇口痕迹部(B)。设在金属零件(1)的平板状部(3)上的贯通孔(7)位于浇口痕迹部(B)的相反侧。树脂零件(2)具
热压成形品及其制造方法.pdf
本发明提供一种热压成形品,其具有第一区域和第二区域,所述第一区域有以下构成,金属组织分别包含马氏体:80~97面积%、残留奥氏体:3~20面积%,余量组织为5面积%以下,所述第二区域有以下构成,金属组织为铁素体:30~80面积%、贝氏体铁素体:小于30面积%(不含0面积%)、马氏体:30面积%以下(不含0面积%)、残留奥氏体:3~20面积%,由此即使不应用焊接法,也可以在单一成形品内具有相当于耐冲击部位和能量吸收部位的区域,可以与各个区域对应地高水平地实现高强度与伸长率的平衡。