
一种降低铸坯角部轧制残留裂纹缺陷的方法.pdf

邻家****文章

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种降低铸坯角部轧制残留裂纹缺陷的方法.pdf
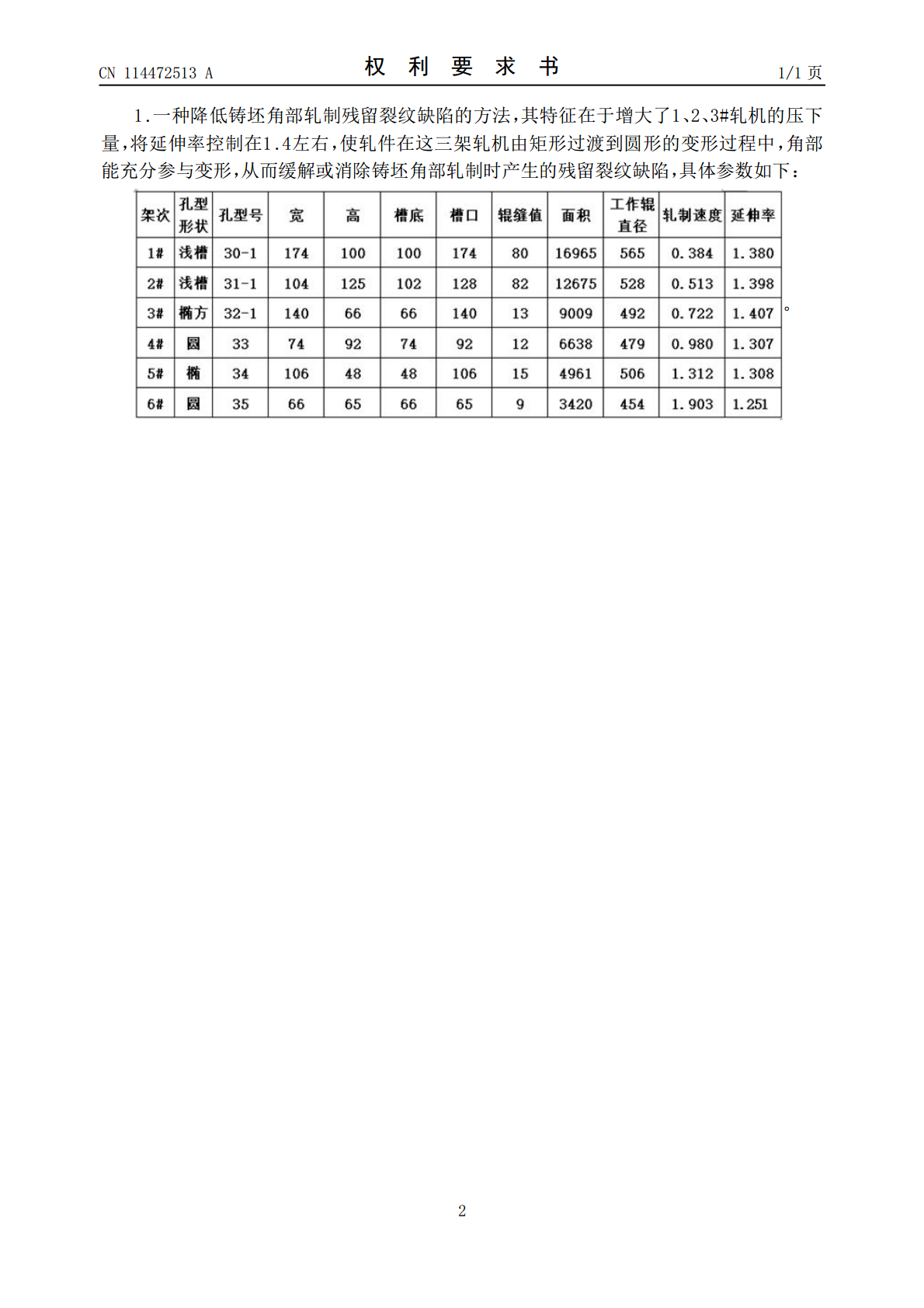
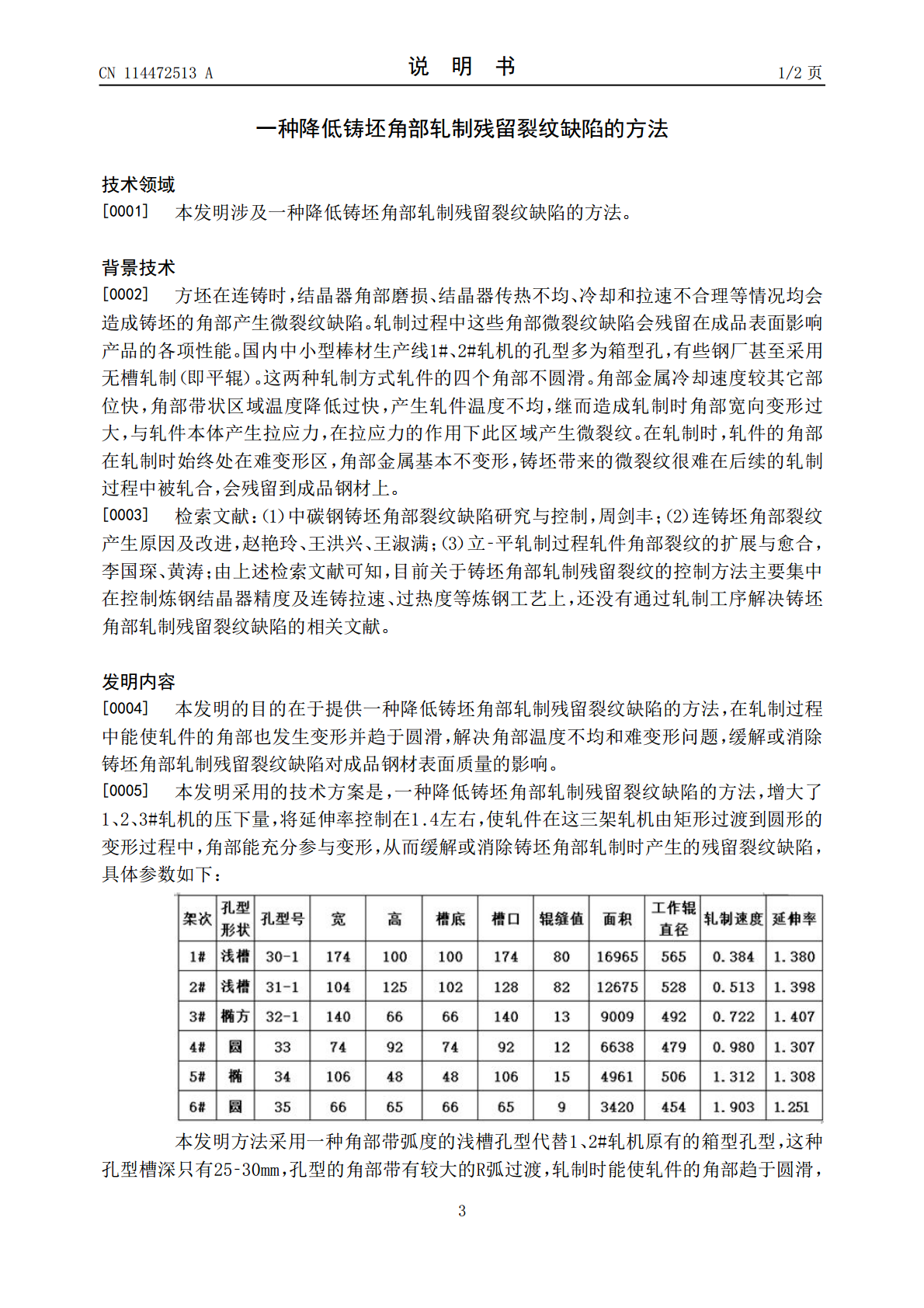
本发明公开了一种降低铸坯角部轧制残留裂纹缺陷的方法,增大了1、2、3#轧机的压下量,将延伸率控制在1.4左右,使轧件在这三架轧机由矩形过渡到圆形的变形过程中,角部能充分参与变形,从而缓解或消除铸坯角部轧制时产生的残留裂纹缺陷,根据新孔型的形状和变形规律重新设计粗轧轧机的压下和宽展变形工艺模型,使各道次轧件尺寸与这套方坯向椭圆?圆轧件过渡的孔型系统相匹配,3#轧机椭方孔型侧壁圆弧半径更大,轧件咬入时角部仍先与侧壁圆弧接触,在正压力作用下轧件角部进一步发生变形,金属沿侧壁圆弧移动,形成半径更大的圆滑表面。这样
一种消除含硼钢连铸坯角部横裂纹缺陷的方法.pdf
本发明公开了一种消除含硼钢连铸坯角部横裂纹缺陷的方法,包含:转炉冶炼采用全程吹氩模式;在精炼中,在完成其它合金成分和温度的调整后,最后调整硼的合金化;控制浇铸时钢水的N含量≤50ppm,B含量≤80ppm;对连铸坯二次冷却的强度为比水量≤0.90/kg;二次冷却在连铸的各阶段冷却水量占总水量的比分别是足辊区15~20%、竖直段区15~22%、弧形段区15%~40%,矫直区3%~5%;所连铸坯在弯曲区的窄面温度大于1000℃,矫直区的窄面温度大于870℃。本发明提供的消除含硼钢连铸坯角部横裂纹缺陷的方法,有

一种消除铸坯边部缺陷的厚板轧制控制方法.pdf
一种消除铸坯边部缺陷的厚板轧制控制方法,包括如下步骤:1)连铸坯出炉后,在开始轧制前进行转钢,原连铸坯边部两侧成为进入轧机轧件的头尾,开始成形阶段轧制;2)成形轧制最后一道次,使用厚边展宽轧制方法;3)成形阶段轧制完成后钢板90度转钢,原先连铸坯两侧再次成为进入轧机轧件的两侧,开始展宽阶段轧制;4)展宽轧制最后一道次,使用厚边展宽轧制方法;5)展宽阶段轧制完成后钢板再次90度转钢,开始最后精轧阶段的轧制;6)进入精整切板工序。本发明通过三次转钢轧制,连铸坯边部缺陷转换到最终被切除的厚板头尾部分,保留原有两

大方坯连铸角部纵裂纹缺陷控制技术研究.docx
大方坯连铸角部纵裂纹缺陷控制技术研究随着钢铁工业不断的发展,钢铁产品的质量也越来越高,特别是钢铁产品的表面质量及内部质量缺陷的控制要求也越来越苛刻。大方坯连铸角部纵裂纹是一种常见的钢铁缺陷,其会导致钢铁制品破损、弯曲或开裂,对钢铁产业的生产和应用带来很大影响。因此,研究大方坯连铸角部纵裂纹缺陷控制技术对于提升钢铁产品的质量具有重要意义。一、大方坯连铸角部纵裂纹形成的原因大方坯连铸角部纵裂纹往往是由于高温下的变形过程和冷却过程中的残余应力造成的。在连铸过程中,钢坯在铸结过程中的温度梯度和内部应力会导致钢坯形
一种碳钢连铸坯角部微裂纹的检查方法.pdf
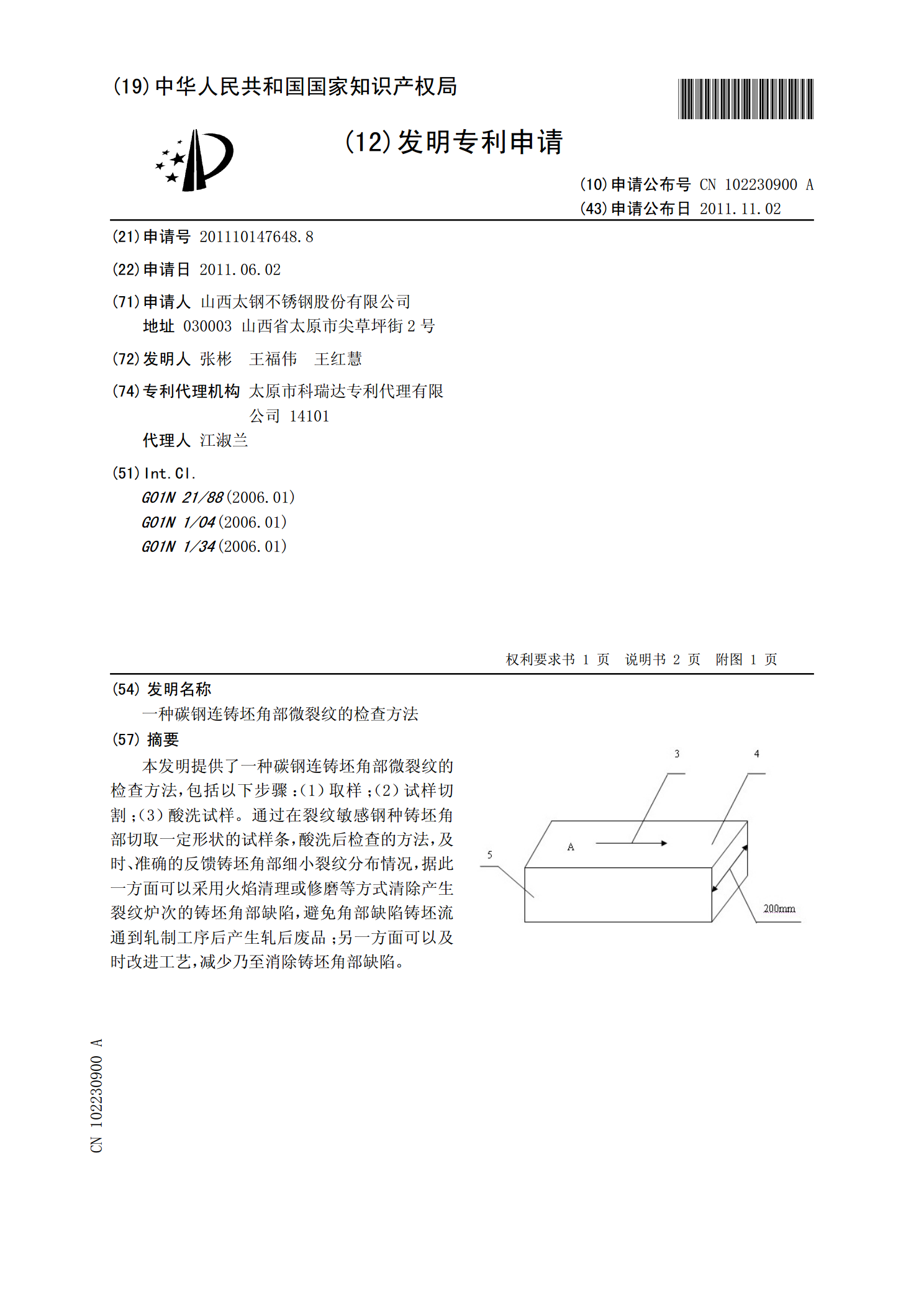
本发明提供了一种碳钢连铸坯角部微裂纹的检查方法,包括以下步骤:(1)取样;(2)试样切割;(3)酸洗试样。通过在裂纹敏感钢种铸坯角部切取一定形状的试样条,酸洗后检查的方法,及时、准确的反馈铸坯角部细小裂纹分布情况,据此一方面可以采用火焰清理或修磨等方式清除产生裂纹炉次的铸坯角部缺陷,避免角部缺陷铸坯流通到轧制工序后产生轧后废品;另一方面可以及时改进工艺,减少乃至消除铸坯角部缺陷。