
一种双面高弹柔软绒面料及其生产工艺.pdf

Jo****34

1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双面高弹柔软绒面料及其生产工艺.pdf
本发明公开了一种双面高弹柔软绒面料及其生产工艺,该双面高弹柔软绒面料采用棉毛布组织结构,包括100D/144F阳涤纱线和40D氨纶,所述40D氨纶占比达到12%。通过上述方式,本发明提供的双面高弹柔软绒面料及其生产工艺,采用棉毛布组织结构,氨纶占比达到12%,使面料保持弹性,同时坯布经过缩练水洗,再经过多次的拉毛和剪毛等工艺,来改善面料绒面的密度,绒感的柔软,达到细腻的程度。
一种红豆绒柔软功能面料及其加工工艺.pdf
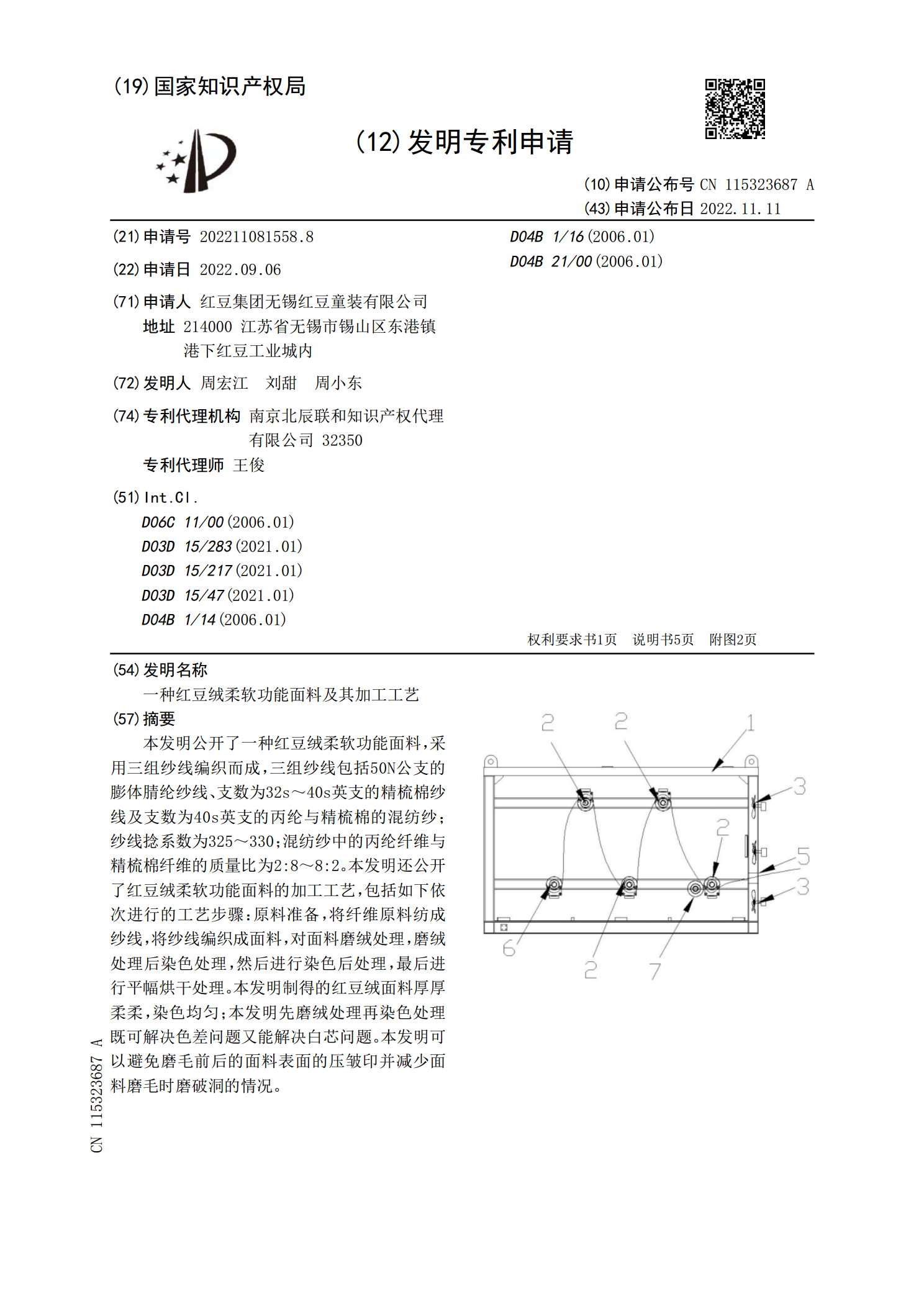
本发明公开了一种红豆绒柔软功能面料,采用三组纱线编织而成,三组纱线包括50N公支的膨体腈纶纱线、支数为32s~40s英支的精梳棉纱线及支数为40s英支的丙纶与精梳棉的混纺纱;纱线捻系数为325~330;混纺纱中的丙纶纤维与精梳棉纤维的质量比为2:8~8:2。本发明还公开了红豆绒柔软功能面料的加工工艺,包括如下依次进行的工艺步骤:原料准备,将纤维原料纺成纱线,将纱线编织成面料,对面料磨绒处理,磨绒处理后染色处理,然后进行染色后处理,最后进行平幅烘干处理。本发明制得的红豆绒面料厚厚柔柔,染色均匀;本发明先磨绒

一种防蚊虫高弹面料及其生产工艺、装置.pdf
本发明公开一种防蚊虫高弹面料及其生产工艺、装置,面料包括:防虫层,所述防虫层内设有黏合层、蚕丝层、棉层和涤纶层;装置包括:支撑架、面料抛光模块、面料热压模块、面料修整模块和面料收卷模块。本发明提出的防蚊虫高弹面料,相比于传统市面上的面料,具有防蚊虫、弹力好、透气性强以及密度大的优点,具有较强的市场竞争力;提出的防蚊虫高弹面料生产装置,能够对防蚊虫高弹面料半成品进行热压、抛光和修整加工,整个过程不需要对面料进行多次转移,加工层次明了,且在加工完成时候不需人工参与即可实现面料的卷绕收集,实用性强。解决了现有技

一种高色牢度半精纺双面法兰绒面料及其加工工艺.pdf
本发明公开了一种高色牢度半精纺双面法兰绒面料及其加工工艺,所述法兰绒面料由经线和纬线交织而成,所述经线和纬线均为混纺纱,所述混纺纱由40~60%的澳毛条纤维,20~30%的大豆蛋白纤维,10~15%的涤纶纤维和10~15%海丝纤维混纺而成,所述澳毛条的细度为90s,所述大豆蛋白纤维为1.2~1.5D,所述涤纶纤维为1.1~1.5D,所述海丝纤维为1.4tex,所述混纺纱为单纱结构。本发明提供一种色彩鲜艳,图案丰富,穿着舒适,持久护肤抑菌的高色牢度半精纺双面法兰绒面料及其加工工艺。

高弹毛巾布面料及其生产工艺.pdf
本发明涉及一种高弹毛巾布面料,由地组织和毛圈组织组成,所述的地组织由S捻向的高弹锦纶和Z捻向的高弹锦纶交叉织造而成,所述的高弹锦纶的规格为70D/18F;所述的毛圈组织由棉纱或者混纺纱编织而成,其中棉纱和混纺纱的支数均为38S~45S,所述的混纺纱为莫代尔和棉的混纺纱,其中莫代尔所占的质量百分比为50%~80%;所述的高弹毛巾布面料的生产工艺如下:织造→前处理→染色→脱水→剖幅→定型→检验→成品。本发明提供了一种弹性较高,从而能用于服装面料领域的高弹毛巾布面料及其生产工艺。