
一种编织袋自动套袋生产线.pdf

曾琪****是我


1/10
2/10

3/10

4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种编织袋自动套袋生产线.pdf
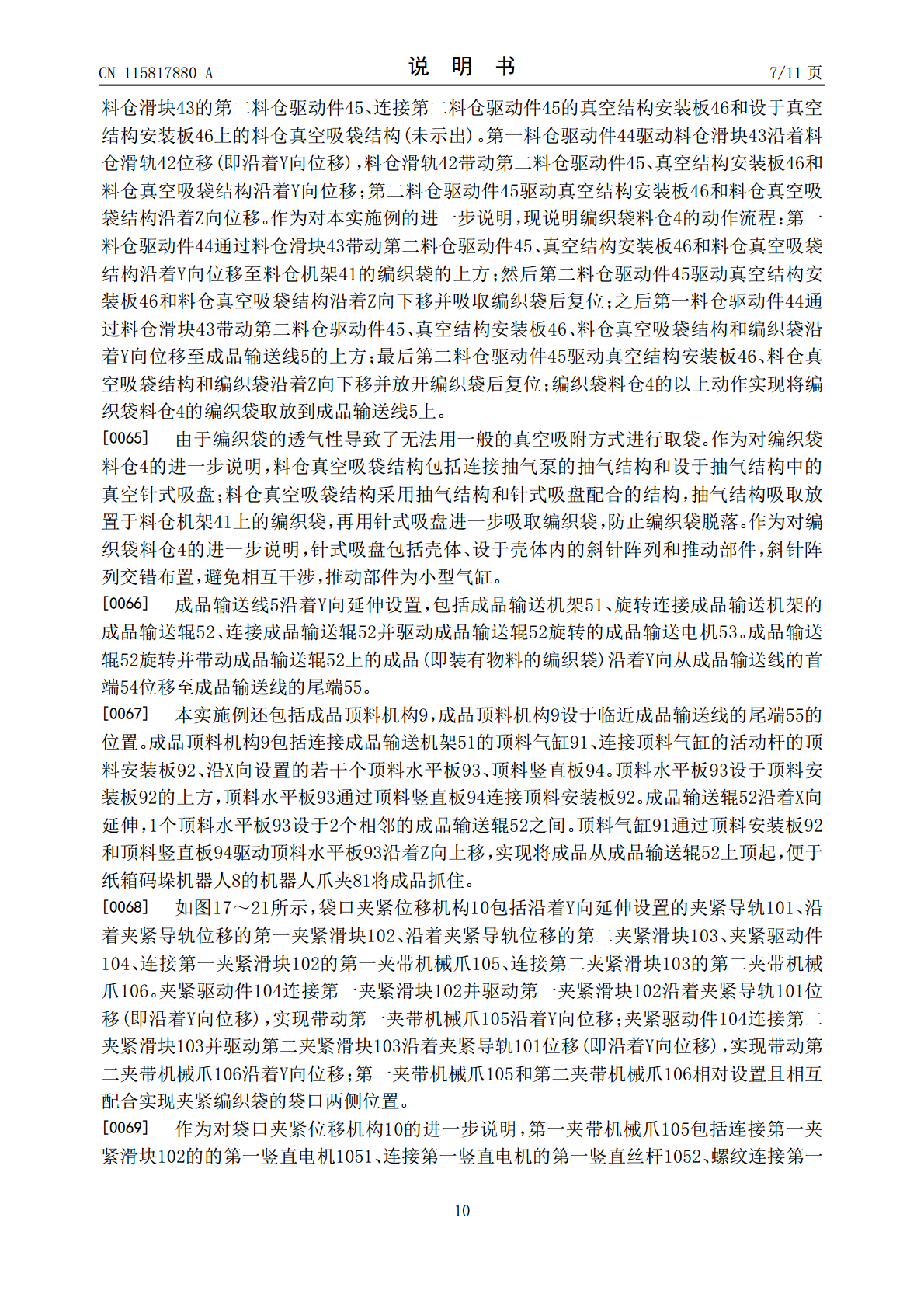
本发明公开了一种编织袋自动套袋生产线,物料随着物料输送线传输到推料机构上;编织袋料仓将编织袋取放至成品输送线上;推料机构将物料推到和开袋机构配合的位置,同时成品输送线将编织袋传输到和开袋机构配合的位置;袋口夹紧位移机构将编织袋的袋口两侧夹紧,同时袋口夹紧位移机构和开袋机构配合实现将编织袋的袋口打开,推料机构将物料推到编织袋中;然后袋口夹紧位移机构位移到与缝纫机构配合的位置,缝纫机构将编织袋的袋口缝合。本发明采用以上结构,实现理料‑编织袋自动开袋‑封口的自动化工序;实现了物料自动上袋、套袋及封口等功能。

一种双层编织袋的自动套袋缝纫装置.pdf
本发明公开了一种双层编织袋的自动套袋缝纫装置,包括:支撑架;缝纫装置,其包括:缝纫支架;以能够转动的方式安装于缝纫支架上的至少四个滚轮,四个滚轮在竖直平面内呈矩形状分布,且位于上方的两个滚轮能够上下移动;以及安装于四个滚轮之间的缝纫机构;安装于缝纫装置的右方的内折装置,其包括:以能够左右移动的内折支架;安装于内折支架的左侧且位于四个滚轮的右方的内折曲面块;以及以能够转动的方式安装于内折支架上压紧轮,其位于内折曲面块的右下方;用于获取双层编织袋的套袋装置;以及用于向缝纫装置输送双层编织袋的运输装置。采用本发
一种编织袋自动套内膜装置.pdf
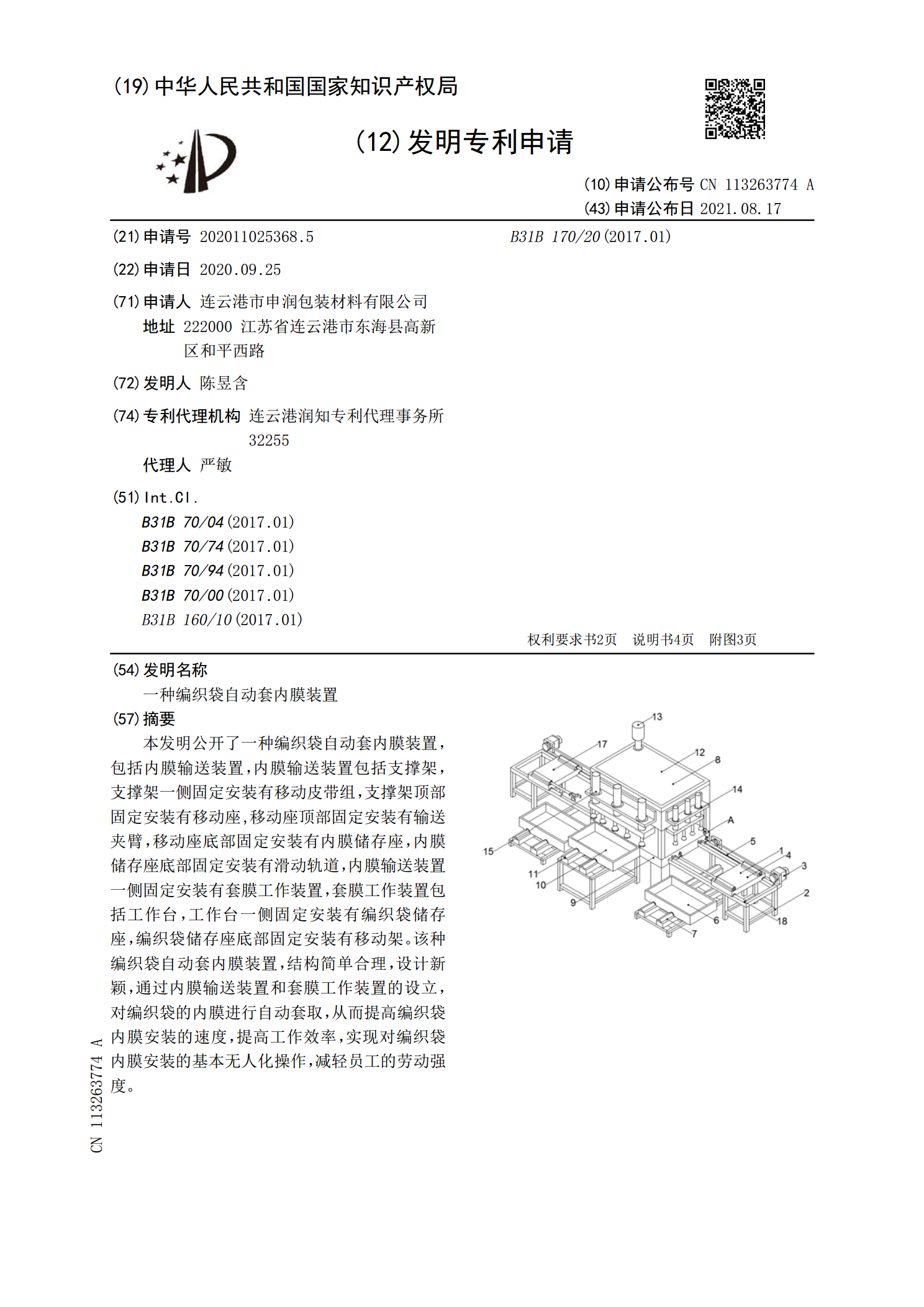
本发明公开了一种编织袋自动套内膜装置,包括内膜输送装置,内膜输送装置包括支撑架,支撑架一侧固定安装有移动皮带组,支撑架顶部固定安装有移动座,移动座顶部固定安装有输送夹臂,移动座底部固定安装有内膜储存座,内膜储存座底部固定安装有滑动轨道,内膜输送装置一侧固定安装有套膜工作装置,套膜工作装置包括工作台,工作台一侧固定安装有编织袋储存座,编织袋储存座底部固定安装有移动架。该种编织袋自动套内膜装置,结构简单合理,设计新颖,通过内膜输送装置和套膜工作装置的设立,对编织袋的内膜进行自动套取,从而提高编织袋内膜安装的速

一种筒纱编织袋自动撑袋套袋系统及其方法.pdf
本发明公开了筒纱编织袋自动撑袋套袋系统及其方法。该系统包括支撑架,沿支撑架依次设置有吸袋吸盘、张袋机构和撑袋机构;吸袋吸盘通过连接件连接至支撑架上,连接件与第一驱动机构相连;吸袋吸盘设置于用于放置筒纱编织袋的仓位上方,吸袋吸盘用于吸起筒纱编织袋并沿支撑架运动至张袋机构;张袋机构包括第二驱动机构及与其相连的滚筒和滚轮;所述滚筒和滚轮相对运动,用于带动筒纱编织袋运动至撑袋机构且使得筒纱编织袋口张开;撑袋机构包括第三驱动机构,撑袋下吸盘向下运动和撑袋上吸盘向上运动两者共同作用来撑开筒纱编织袋,或固定撑袋下吸盘和

齿爪式编织袋自动分口套袋器.pdf
本技术公开了一种齿爪式编织袋自动分口套袋器,包括用于将出料口伸进编织袋中并向编织袋中填装物料的料斗、第一带轮组件、第二带轮组件还包括套袋支架、第一摆臂、第二摆臂和铰轴;还包括设置在料斗相对的两侧的第一套袋气缸和第二套袋气缸;还包括夹袋器、套袋支架和夹袋器气缸,套袋支架上端固定在料斗上;夹袋器气缸上端连接在料斗上,下端与夹袋器连接;夹袋器上端与套袋支架转动连接;本技术能够自动完成将编织袋袋口咬合并且撑开,然后提升,直至呆在料斗的出料口上,并且采用夹袋器将编织袋加紧,装料完成后,还能降编织袋袋口闭合。本技术能