
电池焊接设备.pdf

书錦****by

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
电池焊接设备.pdf
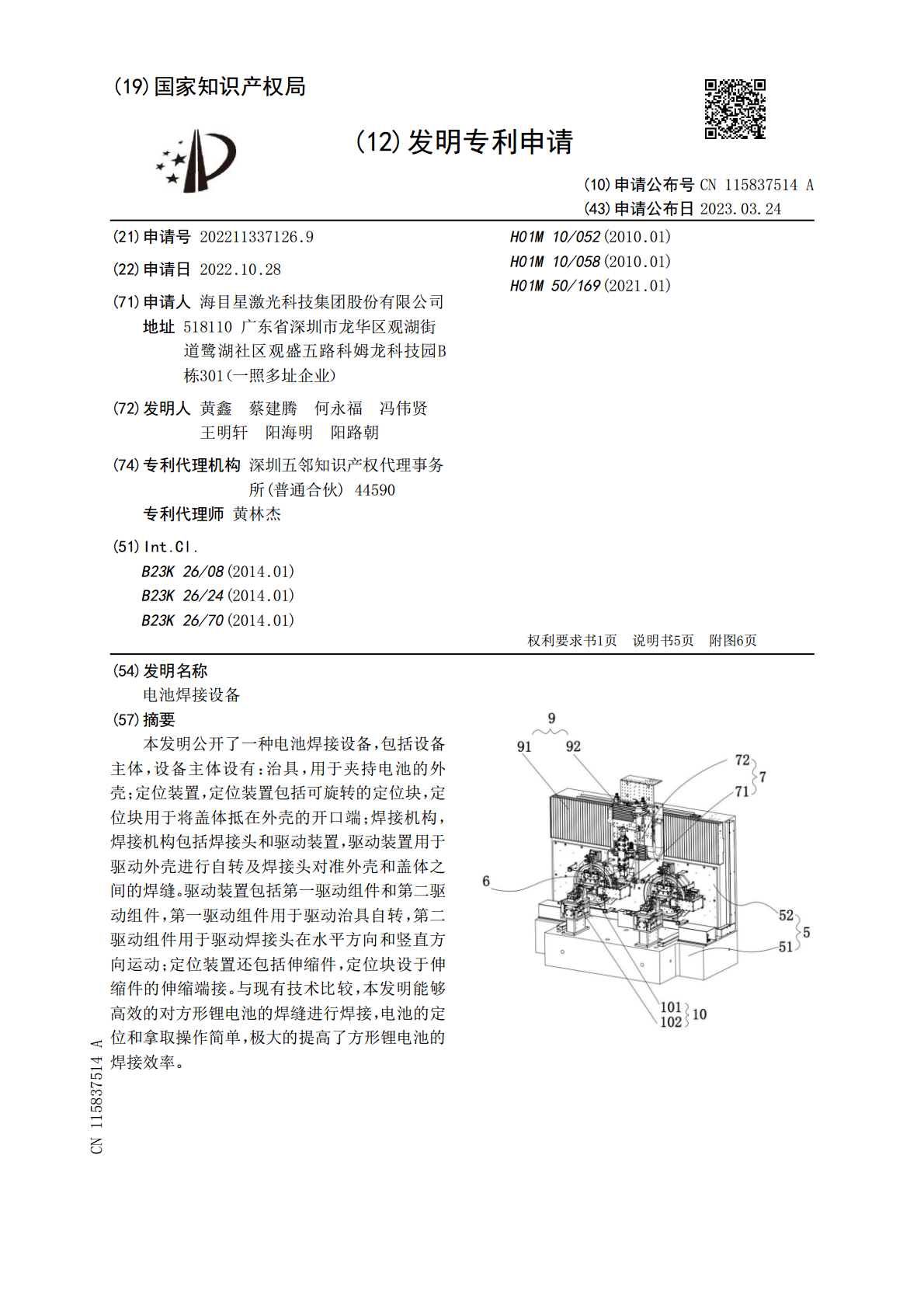
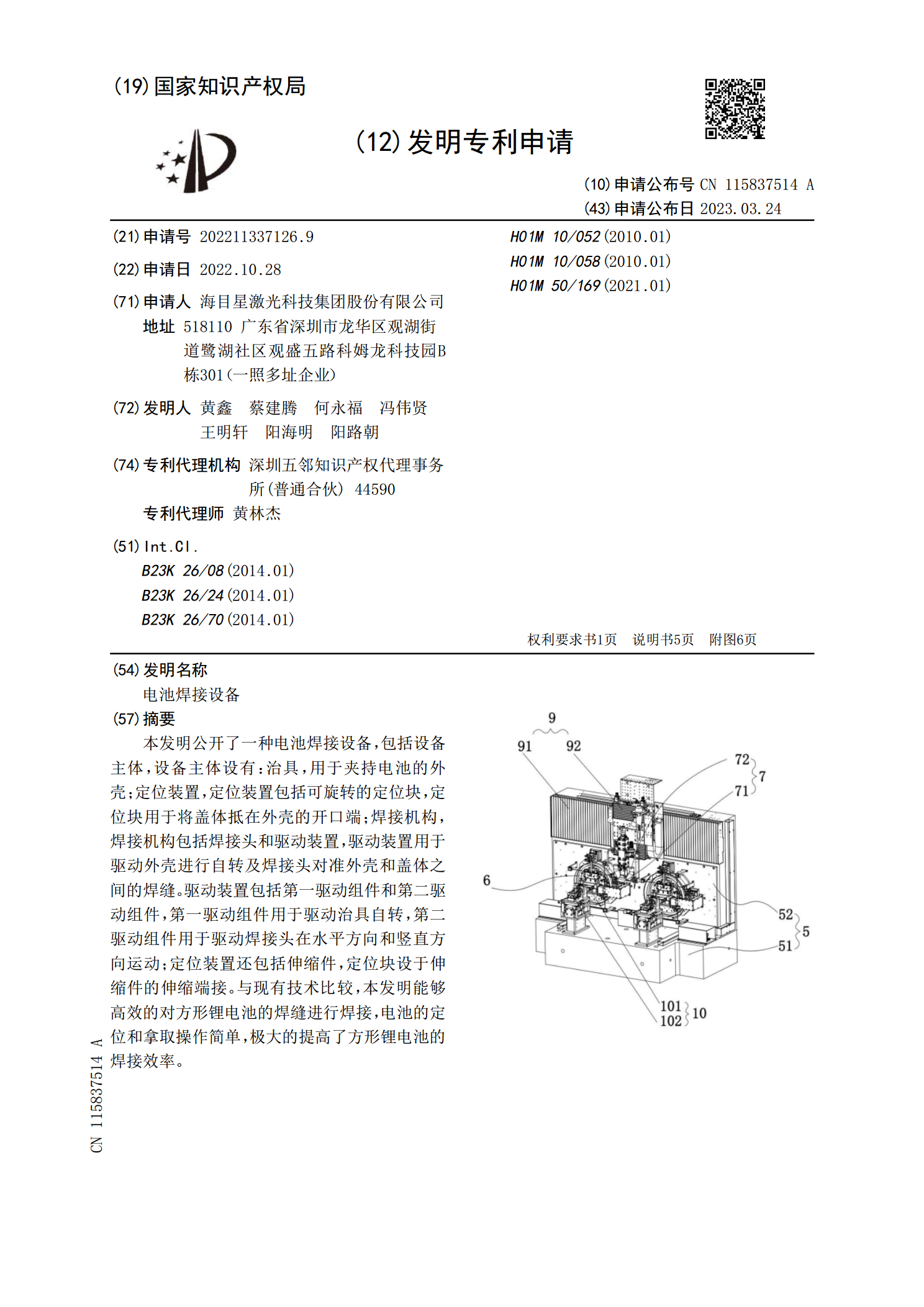
本发明公开了一种电池焊接设备,包括设备主体,设备主体设有:治具,用于夹持电池的外壳;定位装置,定位装置包括可旋转的定位块,定位块用于将盖体抵在外壳的开口端;焊接机构,焊接机构包括焊接头和驱动装置,驱动装置用于驱动外壳进行自转及焊接头对准外壳和盖体之间的焊缝。驱动装置包括第一驱动组件和第二驱动组件,第一驱动组件用于驱动治具自转,第二驱动组件用于驱动焊接头在水平方向和竖直方向运动;定位装置还包括伸缩件,定位块设于伸缩件的伸缩端接。与现有技术比较,本发明能够高效的对方形锂电池的焊缝进行焊接,电池的定位和拿取操作
电池顶盖的焊接工装及电池顶盖焊接设备.pdf
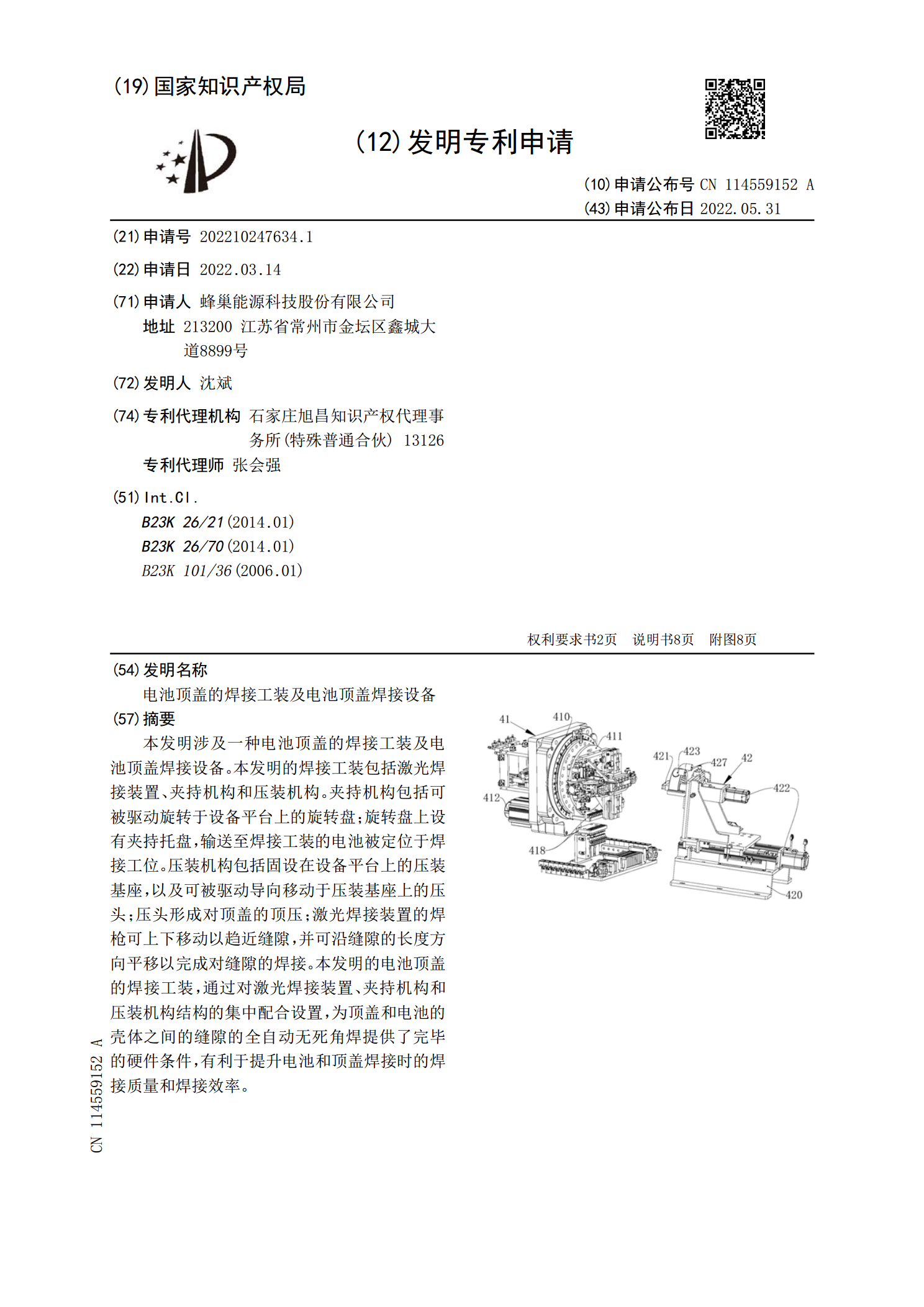
本发明涉及一种电池顶盖的焊接工装及电池顶盖焊接设备。本发明的焊接工装包括激光焊接装置、夹持机构和压装机构。夹持机构包括可被驱动旋转于设备平台上的旋转盘;旋转盘上设有夹持托盘,输送至焊接工装的电池被定位于焊接工位。压装机构包括固设在设备平台上的压装基座,以及可被驱动导向移动于压装基座上的压头;压头形成对顶盖的顶压;激光焊接装置的焊枪可上下移动以趋近缝隙,并可沿缝隙的长度方向平移以完成对缝隙的焊接。本发明的电池顶盖的焊接工装,通过对激光焊接装置、夹持机构和压装机构结构的集中配合设置,为顶盖和电池的壳体之间的缝
电池串并激光焊接设备.pdf
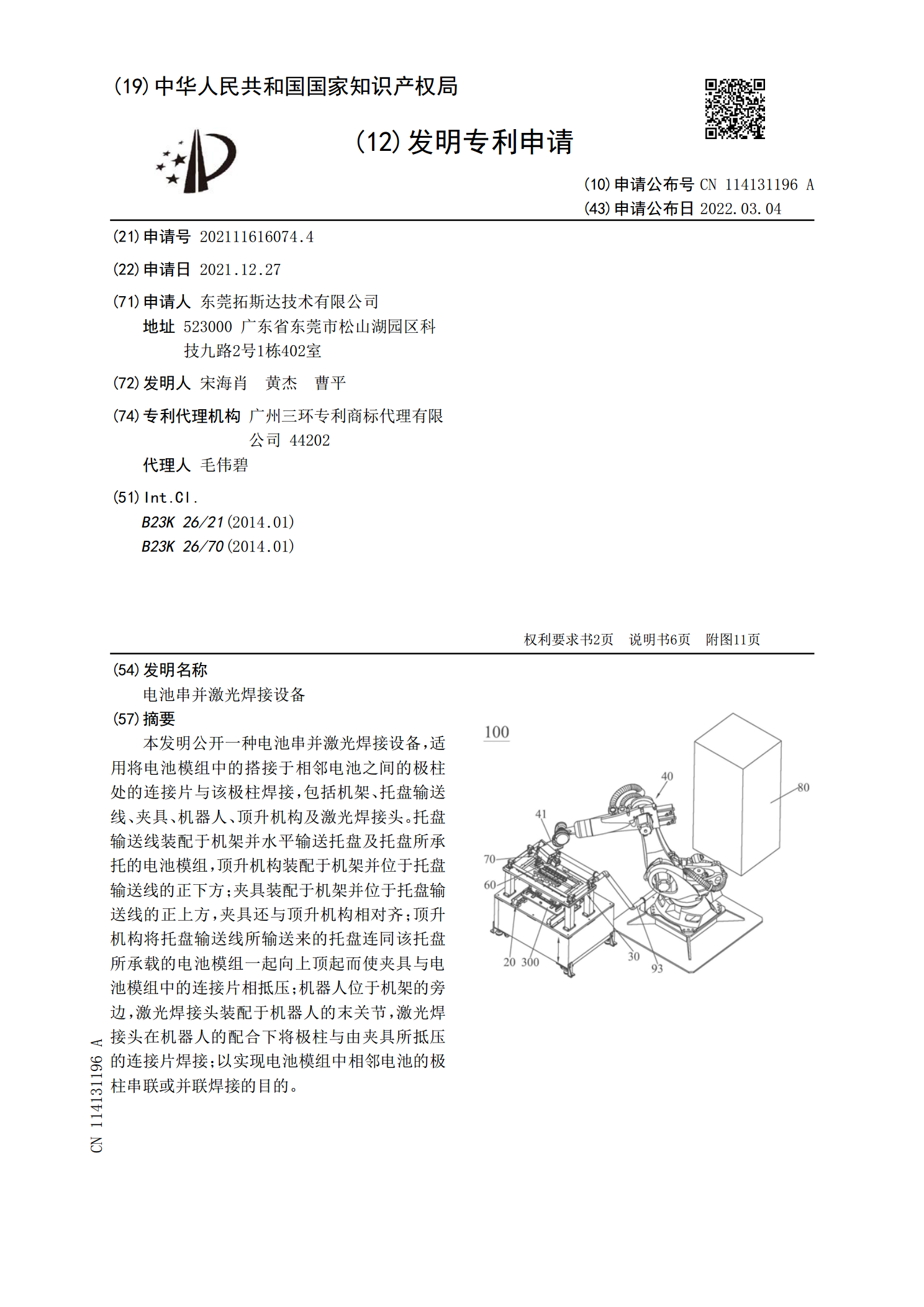
本发明公开一种电池串并激光焊接设备,适用将电池模组中的搭接于相邻电池之间的极柱处的连接片与该极柱焊接,包括机架、托盘输送线、夹具、机器人、顶升机构及激光焊接头。托盘输送线装配于机架并水平输送托盘及托盘所承托的电池模组,顶升机构装配于机架并位于托盘输送线的正下方;夹具装配于机架并位于托盘输送线的正上方,夹具还与顶升机构相对齐;顶升机构将托盘输送线所输送来的托盘连同该托盘所承载的电池模组一起向上顶起而使夹具与电池模组中的连接片相抵压;机器人位于机架的旁边,激光焊接头装配于机器人的末关节,激光焊接头在机器人的配
扣式电池焊接设备及焊接方法.pdf
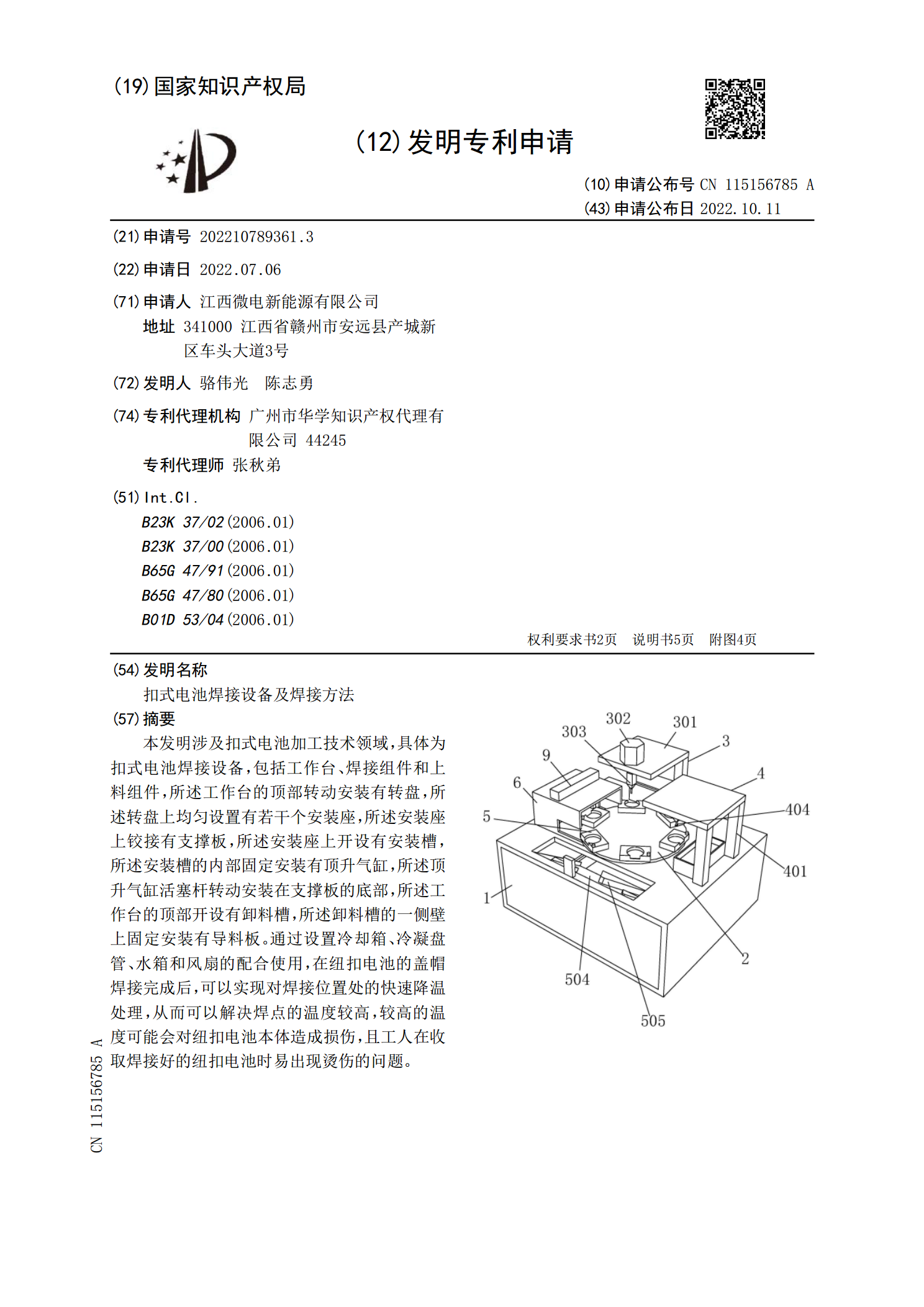
本发明涉及扣式电池加工技术领域,具体为扣式电池焊接设备,包括工作台、焊接组件和上料组件,所述工作台的顶部转动安装有转盘,所述转盘上均匀设置有若干个安装座,所述安装座上铰接有支撑板,所述安装座上开设有安装槽,所述安装槽的内部固定安装有顶升气缸,所述顶升气缸活塞杆转动安装在支撑板的底部,所述工作台的顶部开设有卸料槽,所述卸料槽的一侧壁上固定安装有导料板。通过设置冷却箱、冷凝盘管、水箱和风扇的配合使用,在纽扣电池的盖帽焊接完成后,可以实现对焊接位置处的快速降温处理,从而可以解决焊点的温度较高,较高的温度可能会对

电池串组焊接设备及电池串组焊接方法.pdf
本发明公开了一种电池串组焊接设备及电池串组焊接方法,电池串组焊接设备包括焊接平台、汇流条供料装置和电池串组搬运装置,汇流条供料装置设置为向焊接平台提供汇流条,电池串组搬运装置设置为搬运相邻排布的两个电池串组;待焊接的电池串组放置在第一工位的承载部件上,电池串组搬运装置将两个电池串组从第一工位搬运至焊接平台的同时,汇流条供料装置向焊接平台提供汇流条,使得两个电池串组的留长焊带与汇流条在焊接平台上叠放;电池串组焊接设备包括输送装置,输送装置将位于第一工位的承载部件输送至第二工位,电池串组焊接完毕后由电池串组搬