
一种转子加工模具及方法.pdf

飞舟****文章

1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种转子加工模具及方法.pdf
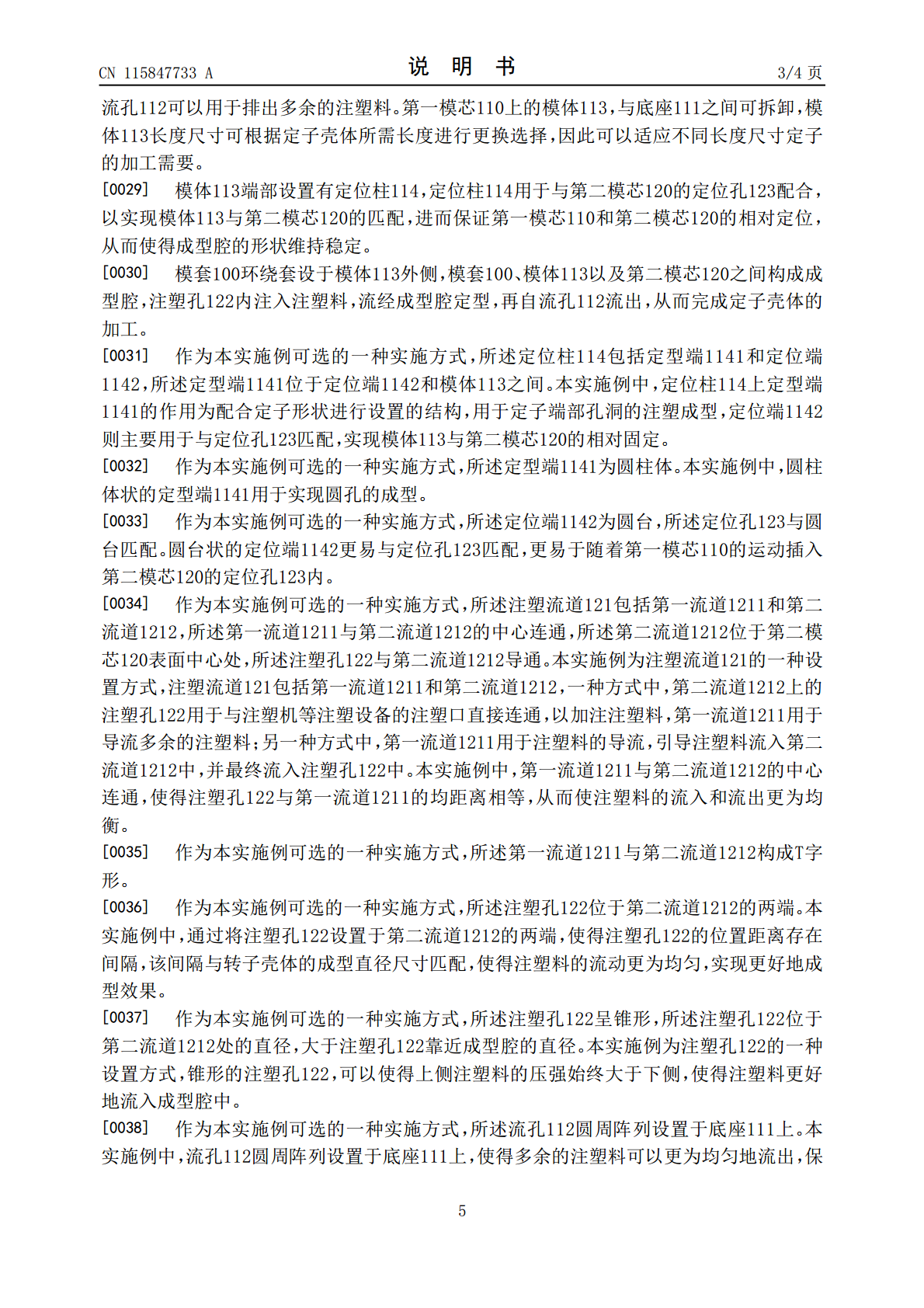
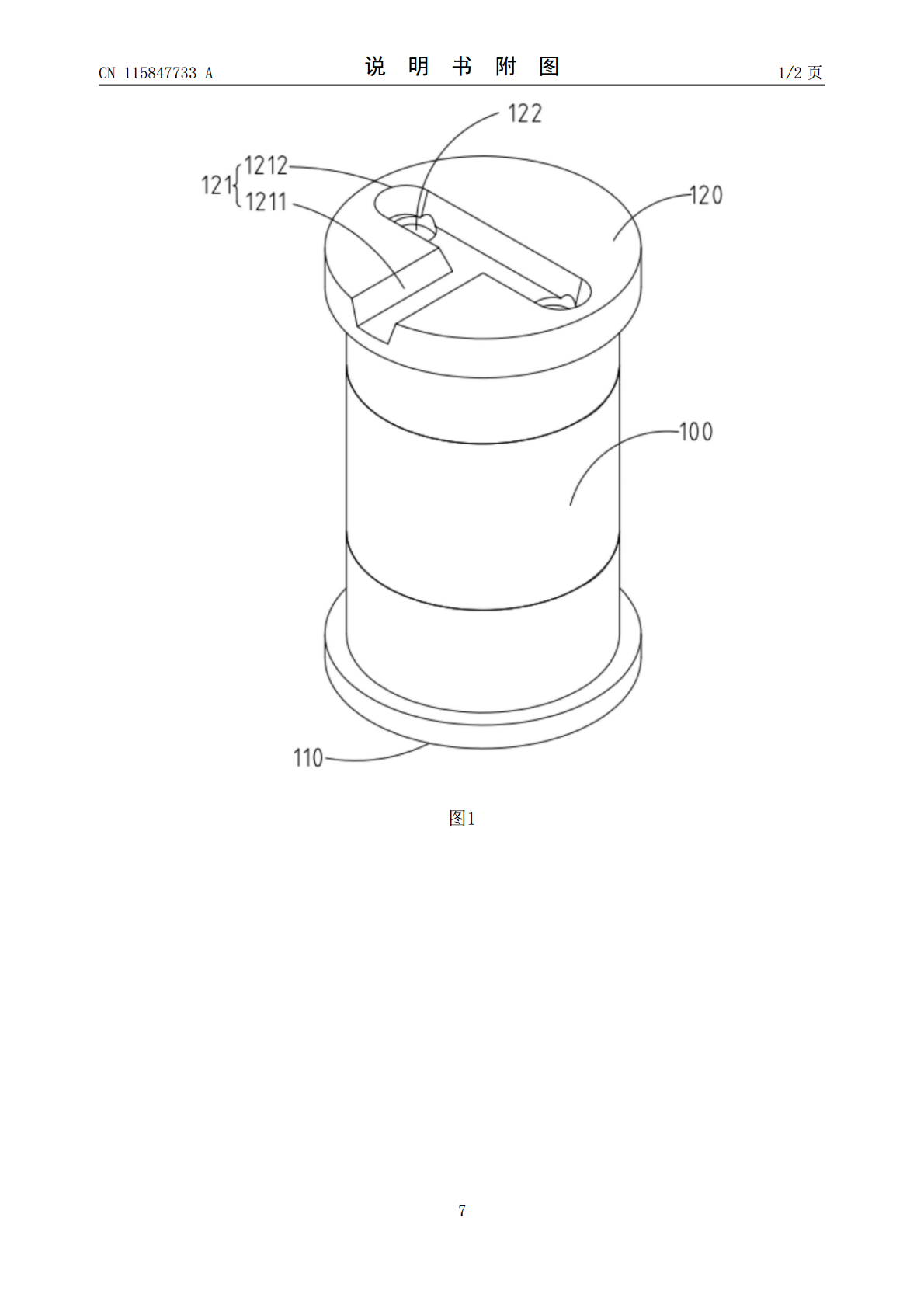
本发明涉及成型加工技术领域,具体涉及一种转子加工模具及方法。包括第一模芯、第二模芯和模套;所述第一模芯包括底座,所述底座上设置有流孔,还包括模体,所述模体用于与底座一侧连接,所述模体的端部设置有定位柱;所述模套环绕套设于模体外侧;所述第二模芯位于模体一侧,所述第二模芯上设置有注塑流道,所述注塑流道上设置有注塑孔,所述第二模芯靠近模体一侧设置有定位孔,所述定位孔与定位柱匹配设置;所述模套、模体以及第二模芯之间构成成型腔,所述注塑孔和流孔均与成型腔导通。针对传统转子壳体模具适应性不强的技术问题,本发明改进了模

一种转子线圈引线压弯模具及加工方法.pdf
本发明涉及一种转子线圈引线压弯模具及加工方法。本发明属于水轮发电机技术领域。一种转子线圈引线压弯模具,有底板、压线板、定位板和支撑板,底板和支撑板相垂直固定在一起,定位板固定在底板上,定位板在底部引线压弯位置开设槽口,压线板固定在定位板上,定位板用于转子线圈端头定位压弯。一种转子线圈引线压弯加工方法,过程为转子线圈经铜排退火、扁绕、二次退火、冷压、引线划印、搪锡、钻孔后,再进行转子线圈引线压弯处理;将转子线圈放在压弯模具上,铜排引线通过压线板用压紧螺栓夹紧,采用铁榔头随形敲打方式,进行引线煨弯。本发明具有
一种转子加工方法.pdf
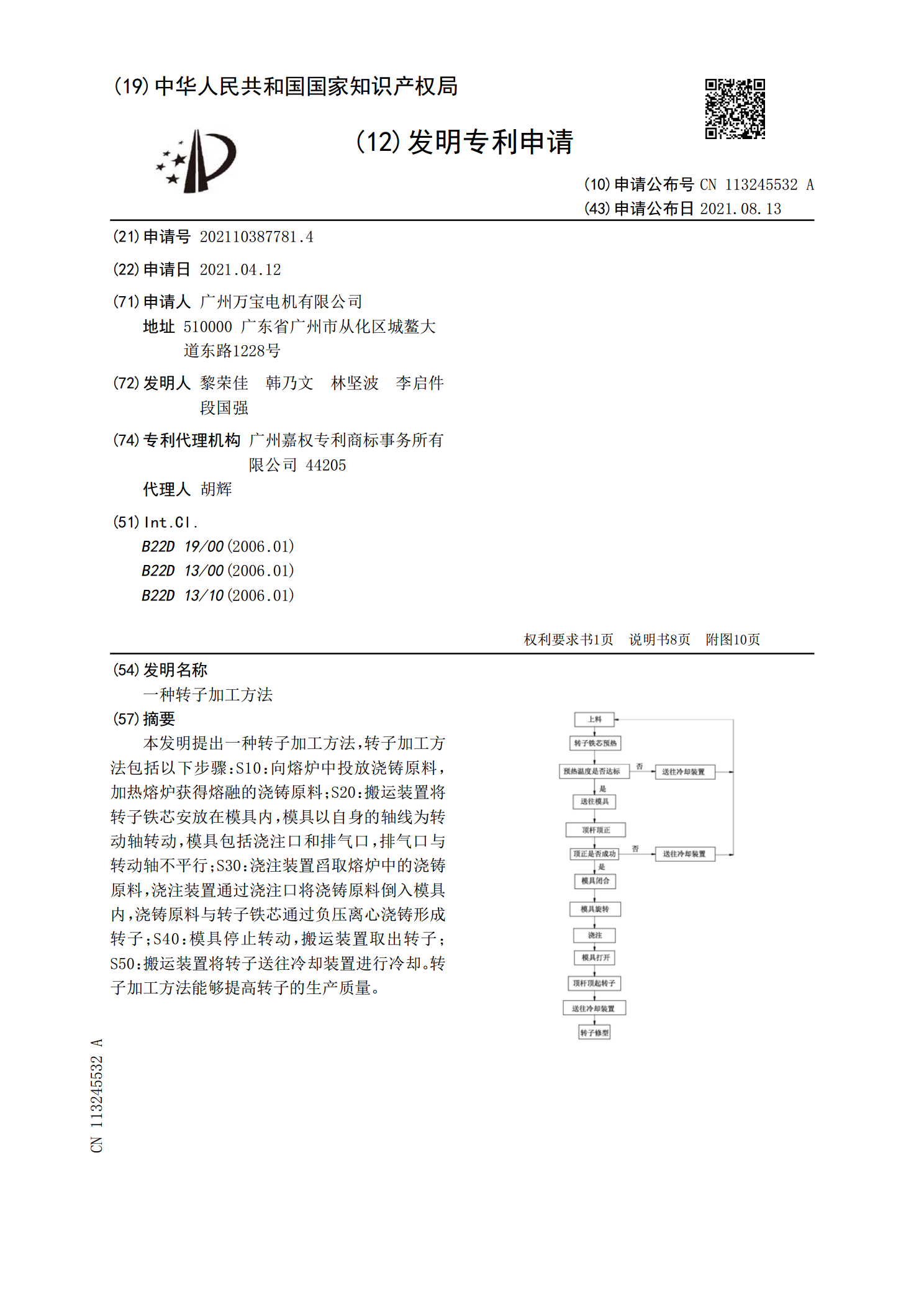
本发明提出一种转子加工方法,转子加工方法包括以下步骤:S10:向熔炉中投放浇铸原料,加热熔炉获得熔融的浇铸原料;S20:搬运装置将转子铁芯安放在模具内,模具以自身的轴线为转动轴转动,模具包括浇注口和排气口,排气口与转动轴不平行;S30:浇注装置舀取熔炉中的浇铸原料,浇注装置通过浇注口将浇铸原料倒入模具内,浇铸原料与转子铁芯通过负压离心浇铸形成转子;S40:模具停止转动,搬运装置取出转子;S50:搬运装置将转子送往冷却装置进行冷却。转子加工方法能够提高转子的生产质量。

一种单轴颈转子加工方法.pdf
一种单轴颈转子加工方法,它涉及汽轮机转子加工技术领域。本发明解决了现有的单轴颈转子无轴颈侧法兰由于缺少支撑位置存在加工困难,在铣轮槽、叶片装配以及后续转子动平衡试验时均无法进行的问题。本发明是通过以下步骤实现的:步骤一、粗车转子;步骤二、精车转子轴颈、除了作为支撑位置处汽封外圆的其余部位和无轴颈侧第一转子法兰;步骤三、加工转子两端转子对轮孔,并做匹配标记及转子对轮孔编号;步骤四、加工工艺轴;步骤五、加工工艺轴轴颈及转子无轴颈侧汽封外圆;步骤六、铣削转子轮槽;步骤七、装配转子叶片;步骤八、进行转子动平衡试验
一种电主轴转子加工方法.pdf
本发明属于机械加工技术领域,尤其涉及一种电主轴转子加工方法,第一步,首先将钢件进行线切割加工,先切割成圆柱体,再切割出用来盛放铝液的凹槽,制得工件半成品;第二步,将工件半成品竖直放入箱体内,将铝块放置在凹槽上方,然后对箱体进行整体加热,加热温度为850‑1100℃;第三步,等铝块完全融化,铝液灌满凹槽后,将工件夹出,然后放入到水或油里进行冷却,冷却时间为10‑30min;第四步,然后再将工件放到炉里回火,回火温度为100℃‑300℃,回火时间为3‑5h;第五步,最后再将工件取出,对工件进行车削加工,将多余