
一种铝合金薄壁管拉拔组合模具及拉拔工艺.pdf

是立****92

1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铝合金薄壁管拉拔组合模具及拉拔工艺.pdf
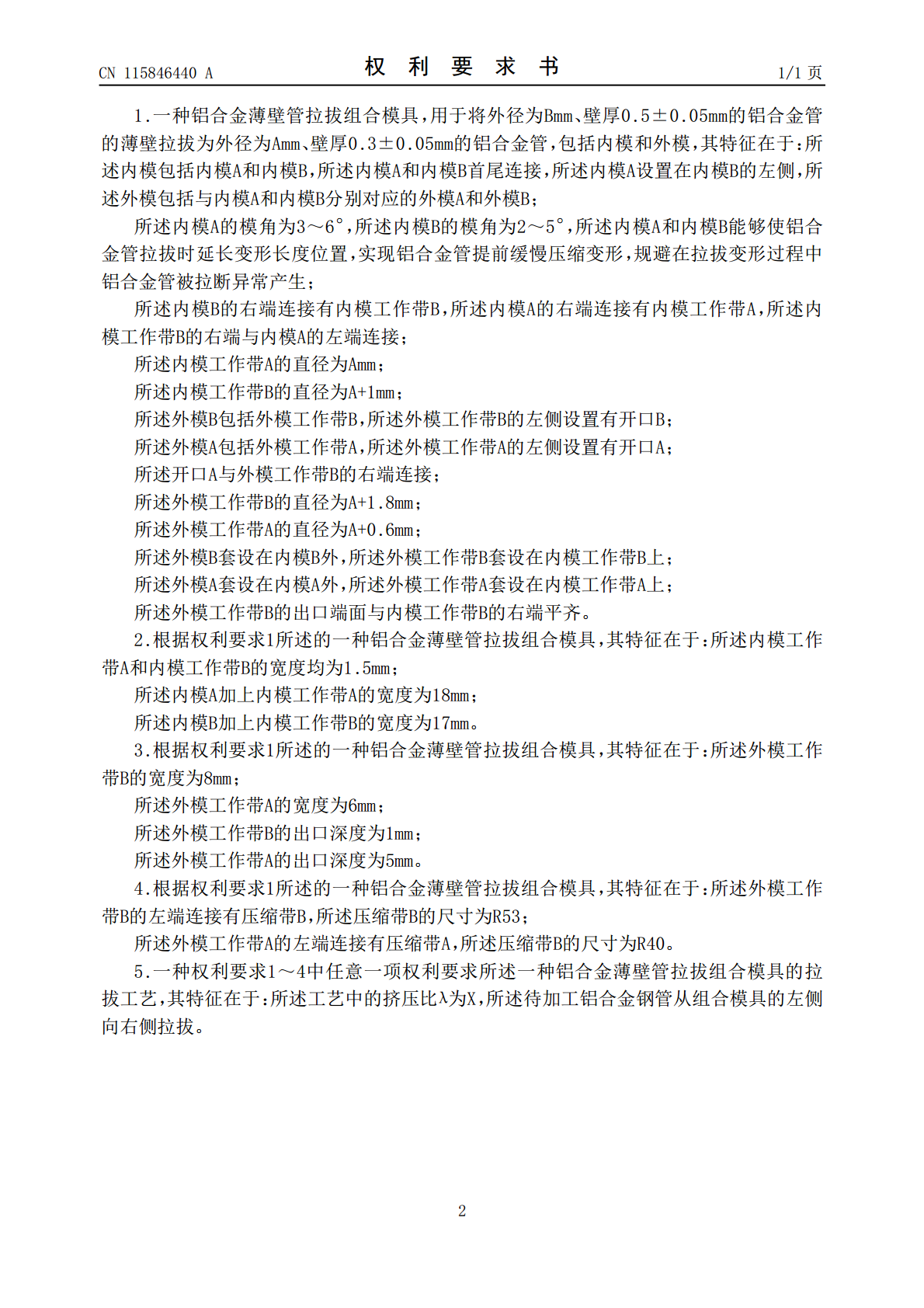
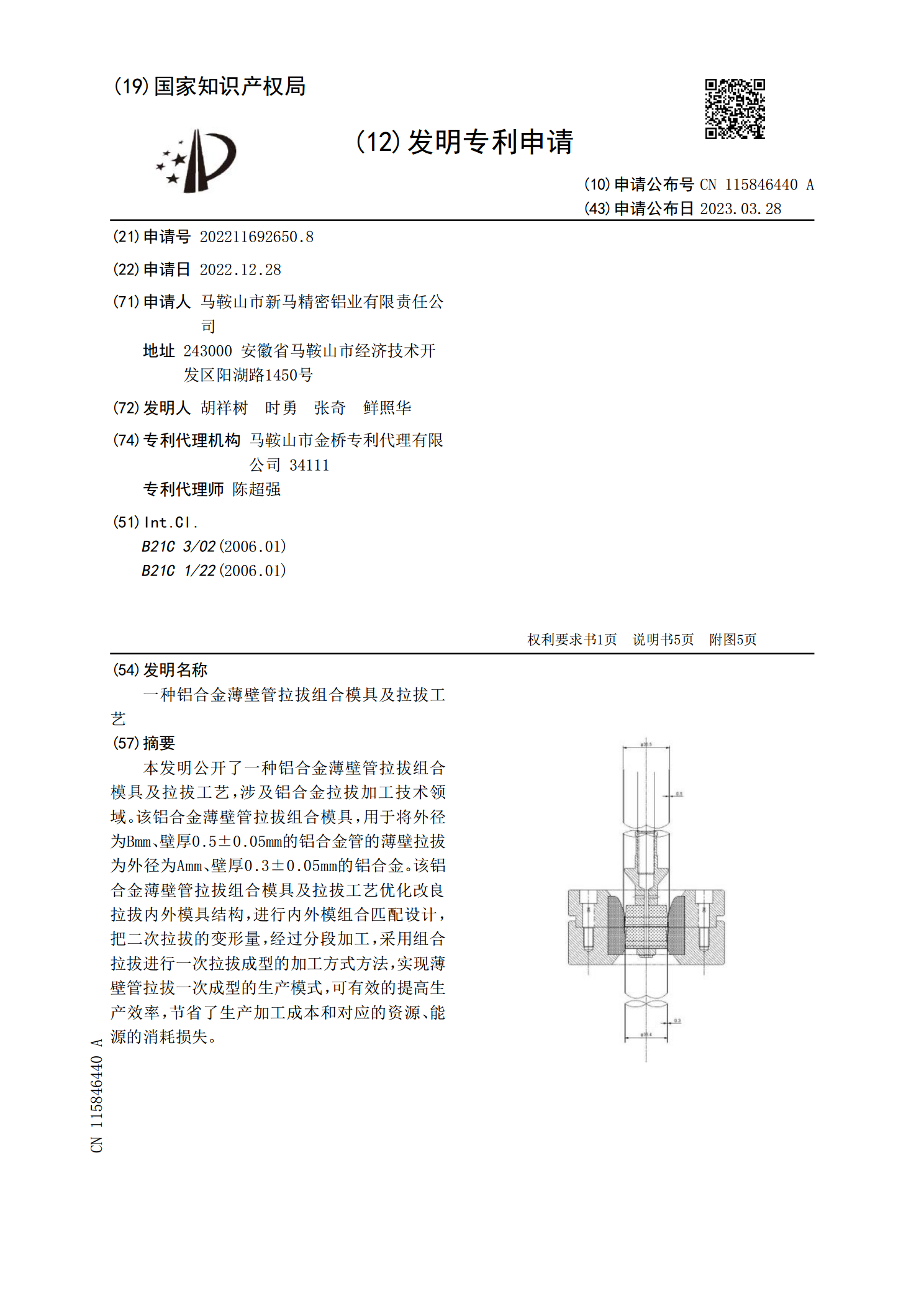
本发明公开了一种铝合金薄壁管拉拔组合模具及拉拔工艺,涉及铝合金拉拔加工技术领域。该铝合金薄壁管拉拔组合模具,用于将外径为Bmm、壁厚0.5±0.05mm的铝合金管的薄壁拉拔为外径为Amm、壁厚0.3±0.05mm的铝合金。该铝合金薄壁管拉拔组合模具及拉拔工艺优化改良拉拔内外模具结构,进行内外模组合匹配设计,把二次拉拔的变形量,经过分段加工,采用组合拉拔进行一次拉拔成型的加工方式方法,实现薄壁管拉拔一次成型的生产模式,可有效的提高生产效率,节省了生产加工成本和对应的资源、能源的消耗损失。

小口径薄壁钛管拉拔工艺的探索.docx
小口径薄壁钛管拉拔工艺的探索小口径薄壁钛管拉拔工艺的探索摘要:钛合金因其优良的力学性能和耐腐蚀性能,在航空航天、化工、医疗等领域具有重要应用。本文通过对小口径薄壁钛管拉拔工艺进行探索,对其力学性能和加工特性进行了研究。研究发现,适当的拉断速度和拉断温度可以提高钛管的强度和延展性。此外,拉伸过程中的润滑剂也对钛管的机械性能有一定影响。本文对小口径薄壁钛管拉拔工艺的研究具有重要意义。关键词:小口径薄壁钛管;拉拔工艺;力学性能;加工特性一、引言钛合金因其低密度、高强度和良好的耐腐蚀性能而被广泛应用于航空航天、化
一种椭锥管拉拔工艺.pdf
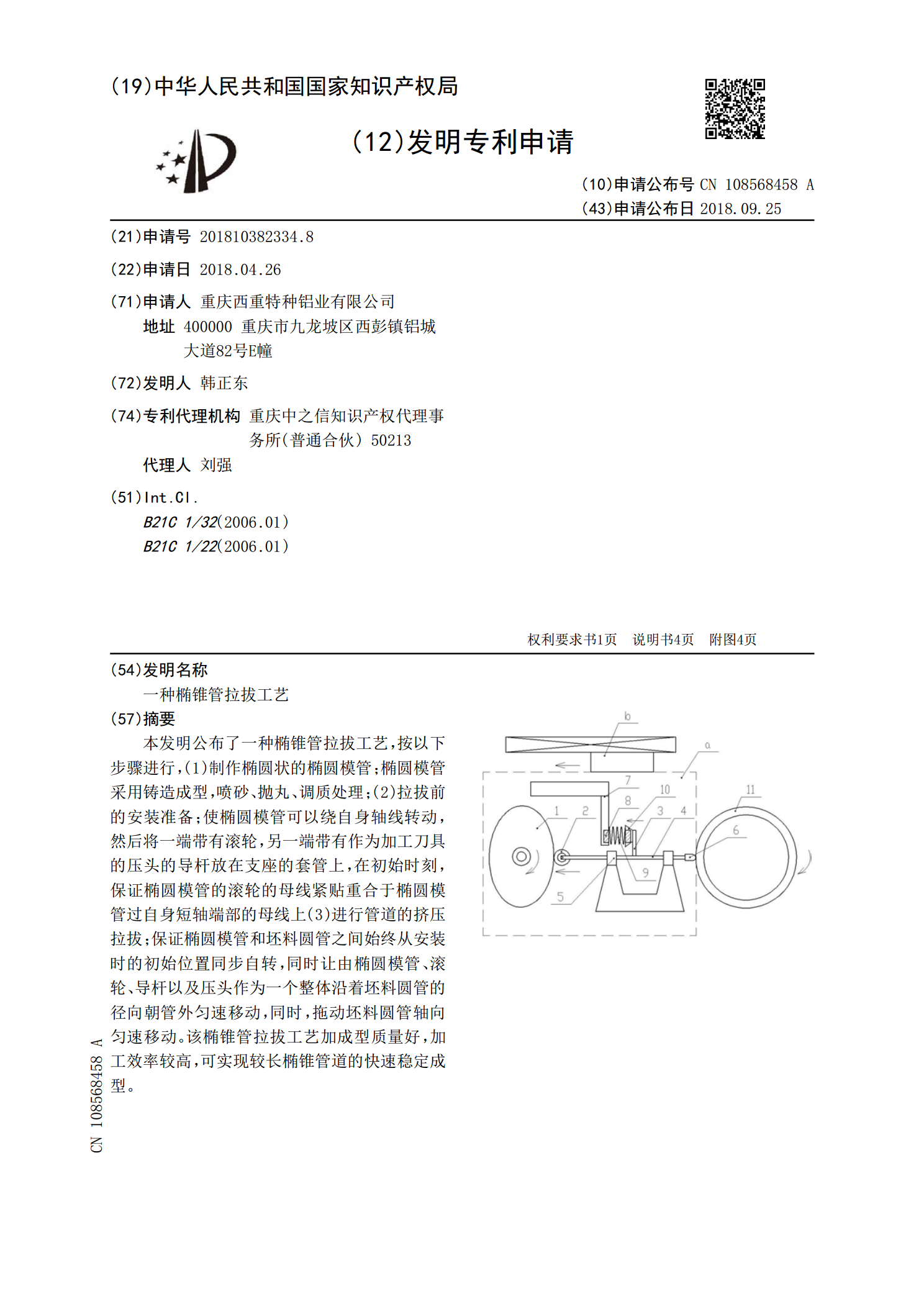
本发明公布了一种椭锥管拉拔工艺,按以下步骤进行,(1)制作椭圆状的椭圆模管;椭圆模管采用铸造成型,喷砂、抛丸、调质处理;(2)拉拔前的安装准备;使椭圆模管可以绕自身轴线转动,然后将一端带有滚轮,另一端带有作为加工刀具的压头的导杆放在支座的套管上,在初始时刻,保证椭圆模管的滚轮的母线紧贴重合于椭圆模管过自身短轴端部的母线上(3)进行管道的挤压拉拔;保证椭圆模管和坯料圆管之间始终从安装时的初始位置同步自转,同时让由椭圆模管、滚轮、导杆以及压头作为一个整体沿着坯料圆管的径向朝管外匀速移动,同时,拖动坯料圆管轴向

薄壁精密扁圆管拉拔工艺探索.docx
薄壁精密扁圆管拉拔工艺探索摘要本文主要探究了薄壁精密扁圆管的拉拔工艺,介绍了该工艺的定义、特点及其重要性。通过对该工艺的分析和实验验证,本文阐述了该工艺的具体过程和技术要点。同时,本文还探讨了薄壁精密扁圆管拉拔工艺中存在的问题和相应的解决方法。最终,通过实验结果分析,证明了薄壁精密扁圆管拉拔工艺的优点和潜在的应用前景。关键词:薄壁精密扁圆管,拉拔工艺,重要性,技术要点,应用前景引言在现代工业制造中,薄壁精密扁圆管广泛应用于航空、机械、电子、医疗等领域。而在制造薄壁精密扁圆管时,拉拔工艺是不可或缺的一环。拉
一种拉拔模具.pdf
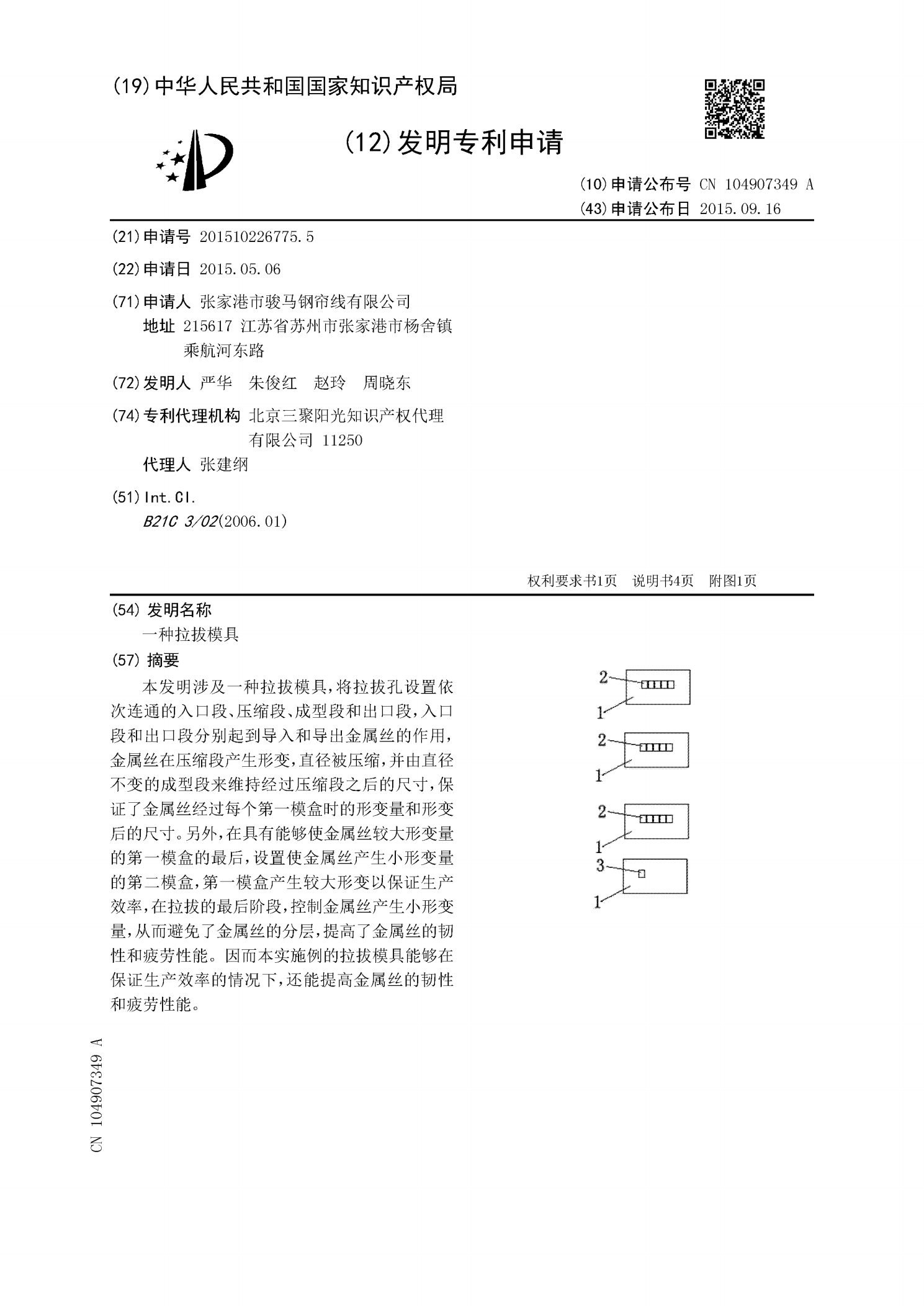
本发明涉及一种拉拔模具,将拉拔孔设置依次连通的入口段、压缩段、成型段和出口段,入口段和出口段分别起到导入和导出金属丝的作用,金属丝在压缩段产生形变,直径被压缩,并由直径不变的成型段来维持经过压缩段之后的尺寸,保证了金属丝经过每个第一模盒时的形变量和形变后的尺寸。另外,在具有能够使金属丝较大形变量的第一模盒的最后,设置使金属丝产生小形变量的第二模盒,第一模盒产生较大形变以保证生产效率,在拉拔的最后阶段,控制金属丝产生小形变量,从而避免了金属丝的分层,提高了金属丝的韧性和疲劳性能。因而本实施例的拉拔模具能够在