
磨粉机磨辊间轧距的监控方法.pdf

新月****姐a


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
磨粉机磨辊间轧距的监控方法.pdf
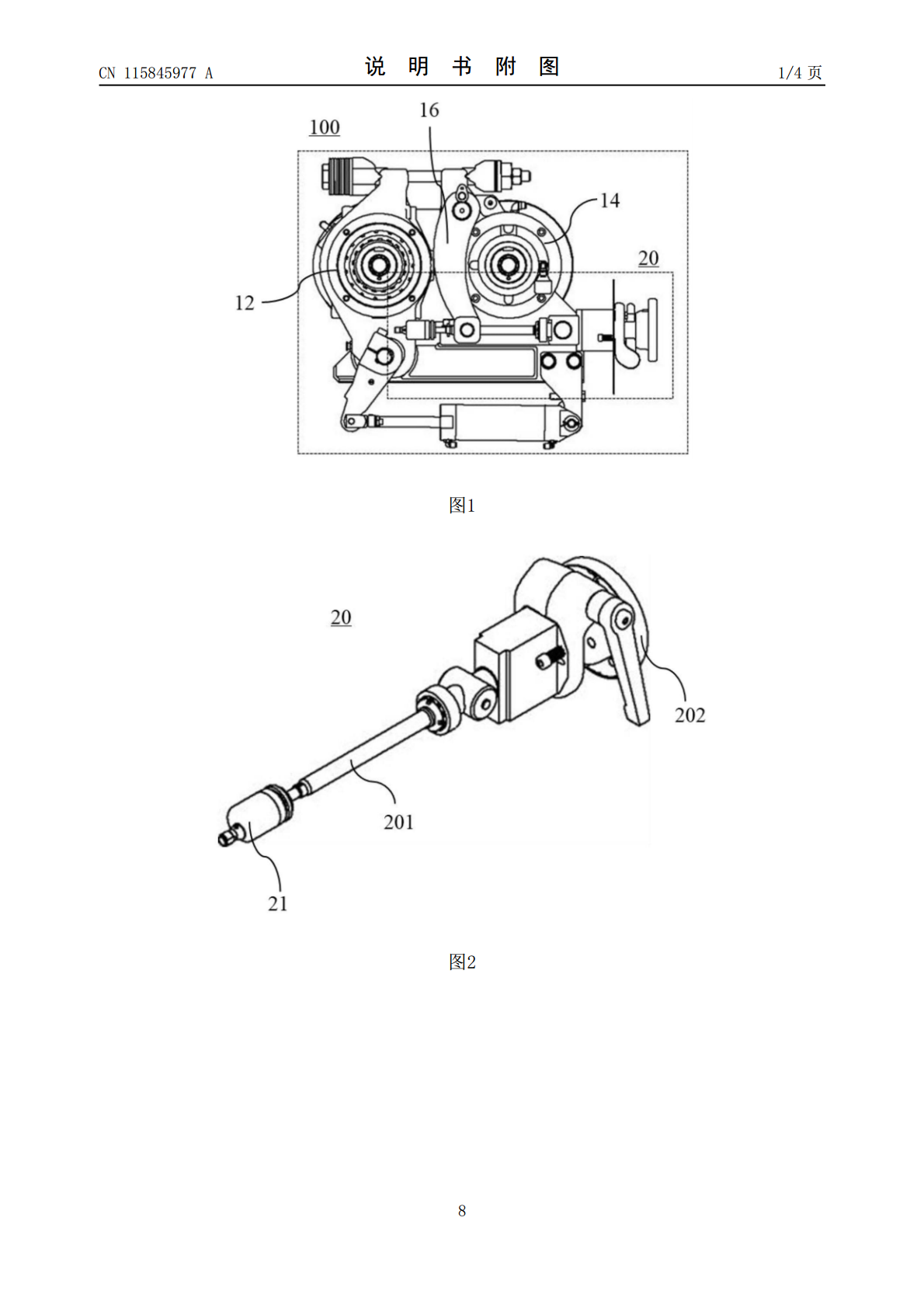
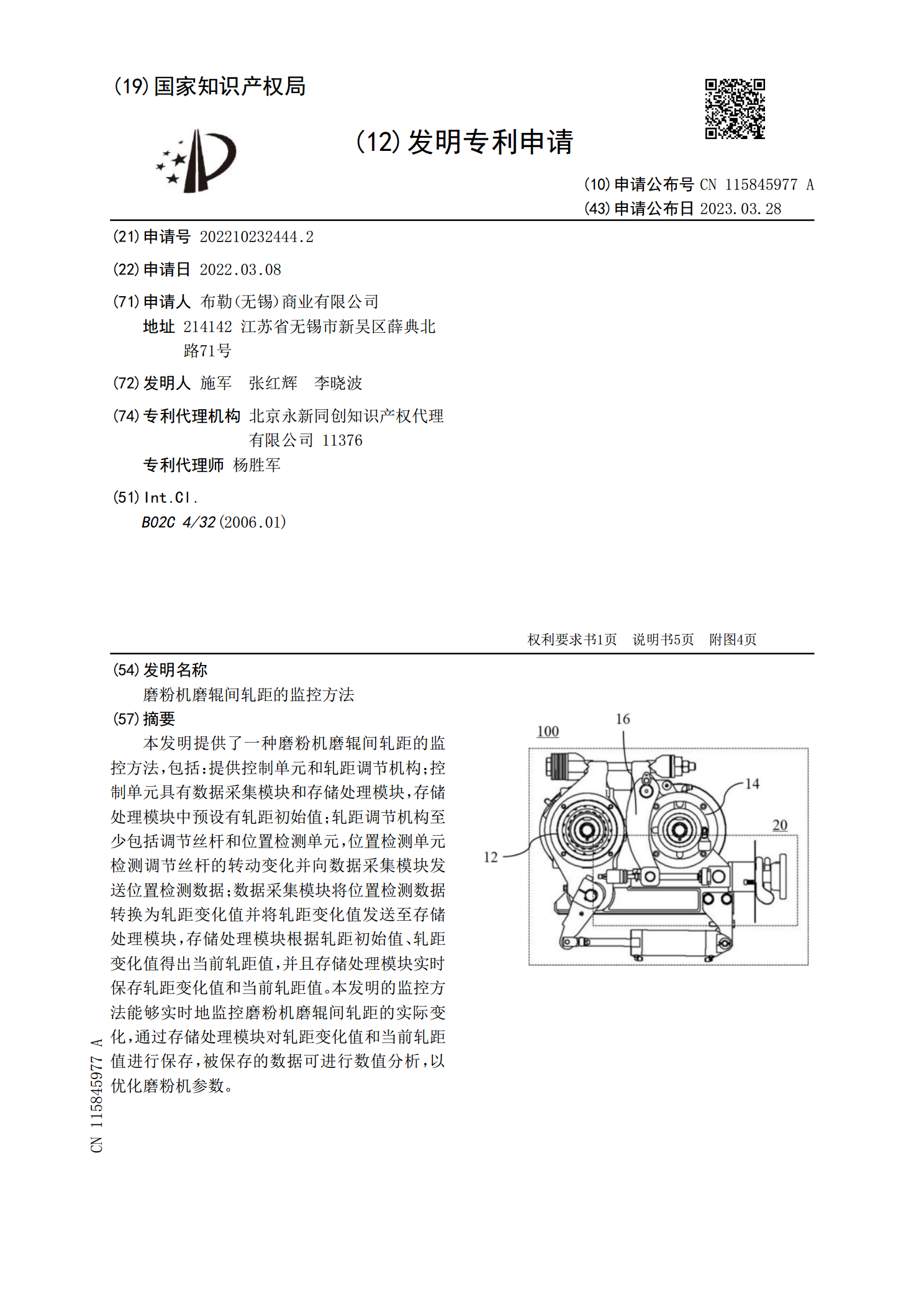
本发明提供了一种磨粉机磨辊间轧距的监控方法,包括:提供控制单元和轧距调节机构;控制单元具有数据采集模块和存储处理模块,存储处理模块中预设有轧距初始值;轧距调节机构至少包括调节丝杆和位置检测单元,位置检测单元检测调节丝杆的转动变化并向数据采集模块发送位置检测数据;数据采集模块将位置检测数据转换为轧距变化值并将轧距变化值发送至存储处理模块,存储处理模块根据轧距初始值、轧距变化值得出当前轧距值,并且存储处理模块实时保存轧距变化值和当前轧距值。本发明的监控方法能够实时地监控磨粉机磨辊间轧距的实际变化,通过存储处理
一种辊式磨粉机的轧距调整装置.pdf
本发明公开了一种辊式磨粉机的轧距调整装置,包括固定安装在活动辊侧部的活动辊轴承座、固定安装在固定辊侧部的固定辊轴承座、固定安装在机体上并连接活动辊轴承座上部的轧距调整机构、固定安装在机体上并连接活动辊轴承座下部的离合轧机构以及连接在固定辊轴承座与活动辊轴承座之间的离合轧弹簧。本发明结构合理,使用方便,采用面对面的锁紧方式,在需要调整时,松开压紧把手,固定面与转动面之间为间隙配合。当不需要调整时,拧紧压紧把手,固定面与转动面之间为过盈配合;这种纯机械锁紧的锁紧方式能够确保在复杂情况下保证轧距的稳定,保证较好

利用磨床修磨轧板辊的方法.pdf
本发明涉及一种利用磨床修磨轧板辊的方法,包括以下步骤:首先利用磨床上的砂轮依次修磨轧板辊的辊身和辊颈,以及辊身两端的弧形部,在修磨下一轧板辊时,先利用该砂轮修磨轧板辊中辊身两端的弧形部,然后再依次修磨轧板辊辊身和辊颈。该方法中利用改变修磨轧板辊部位的方式来减少砂轮修磨次数,从而可彻底消除砂轮的非正常消耗及减少轧辊磨削时间,提高轧板辊磨削效率。

磨粉机驱动组件、磨辊组件及磨粉机.pdf
本发明提供了一种磨粉机驱动组件、磨辊组件及磨粉机,磨粉机驱动组件包括第一永磁电机、第二永磁电机和变频模组;变频模组包括共直流母线、整流模块和两个逆变模块,整流模块用于将交流电整流为直流后输送至共直流母线,两个逆变模块用于将共直流母线的直流电逆变为交流电,然后为第一永磁电机或第二永磁电机供电。第一永磁电机驱动快辊转动,第二永磁电机驱动慢辊转动,采用电机直驱的方式能够节省安装空间,提高磨粉机的传动效率,提高了能量的利用率,能够任意设置转速比,满足不同工艺位置的转速比要求,降低维修、调试难度,同时缩短维修、调试

提升磨辊间产能方法探讨.docx
提升磨辊间产能方法探讨随着工业化进程的不断深入,磨辊设备在各个行业中扮演着重要的角色,特别是在纸业、涂料、颜料、化工等行业中广泛应用。磨辊间产能的提升一直是磨辊设备制造商和用户所关注的重点问题之一。本文将从磨辊结构优化、磨辊材料改进、工艺流程调整等方面探讨提升磨辊间产能的方法。一、磨辊结构优化磨辊的结构对磨辊间产能有着至关重要的影响。在结构设计方面,需要考虑磨辊转速、磨辊间距、磨辊径向力等因素。通过对磨辊结构的优化,可以最大程度地减小磨辊间距,增加磨辊转速,提高磨辊径向力等措施提高磨辊间产能。例如,在油墨