
一种复合材料抗侧滚扭杆及其成型工艺.pdf

慧颖****23

1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

抗侧滚扭杆以及抗侧滚扭杆的成型工艺.pdf
本发明公开一种抗侧滚扭杆和抗侧滚扭杆成型工艺,抗侧滚扭杆包括扭转轴、扭转臂,所述扭转轴包括由纤维复合材料制成的芯管和连接于所述芯管两端的金属连接头,所述金属连接头包括相接的第一段和第二段,所述第一段与所述芯管连接,所述扭转臂包括金属制成的扭转臂芯体,所述第二段和所述扭转臂插接,所述芯管和所述第一段的外周缠绕有第一纤维复合材料层;所述扭转轴还包括第二纤维复合材料层,所述第二纤维复合材料层至少缠绕于相插接的所述扭转臂芯体和所述第二段。本方案中扭转臂和扭转轴满足轻量化设计要求,同时采取插接连接,保留了机械连接的

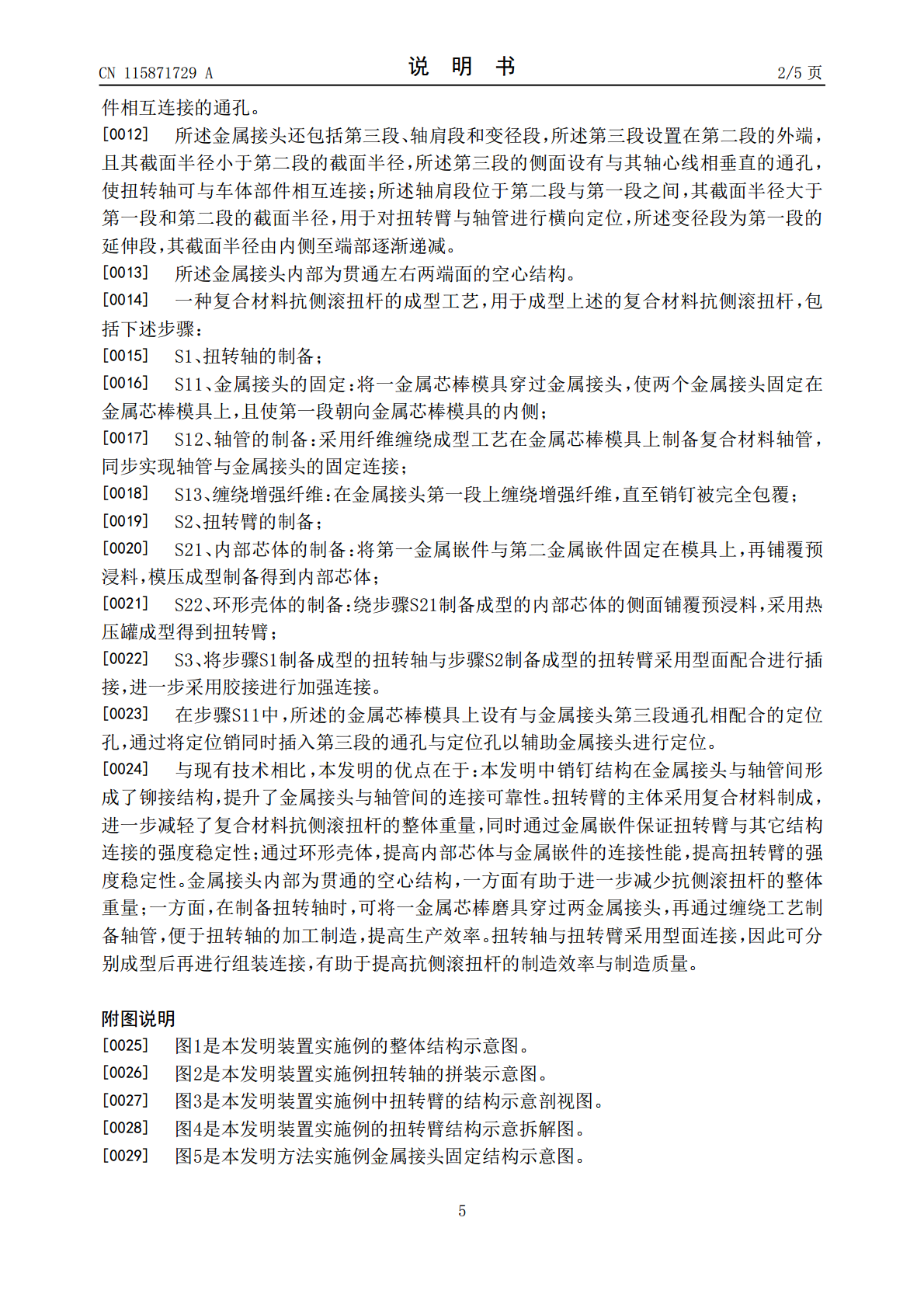
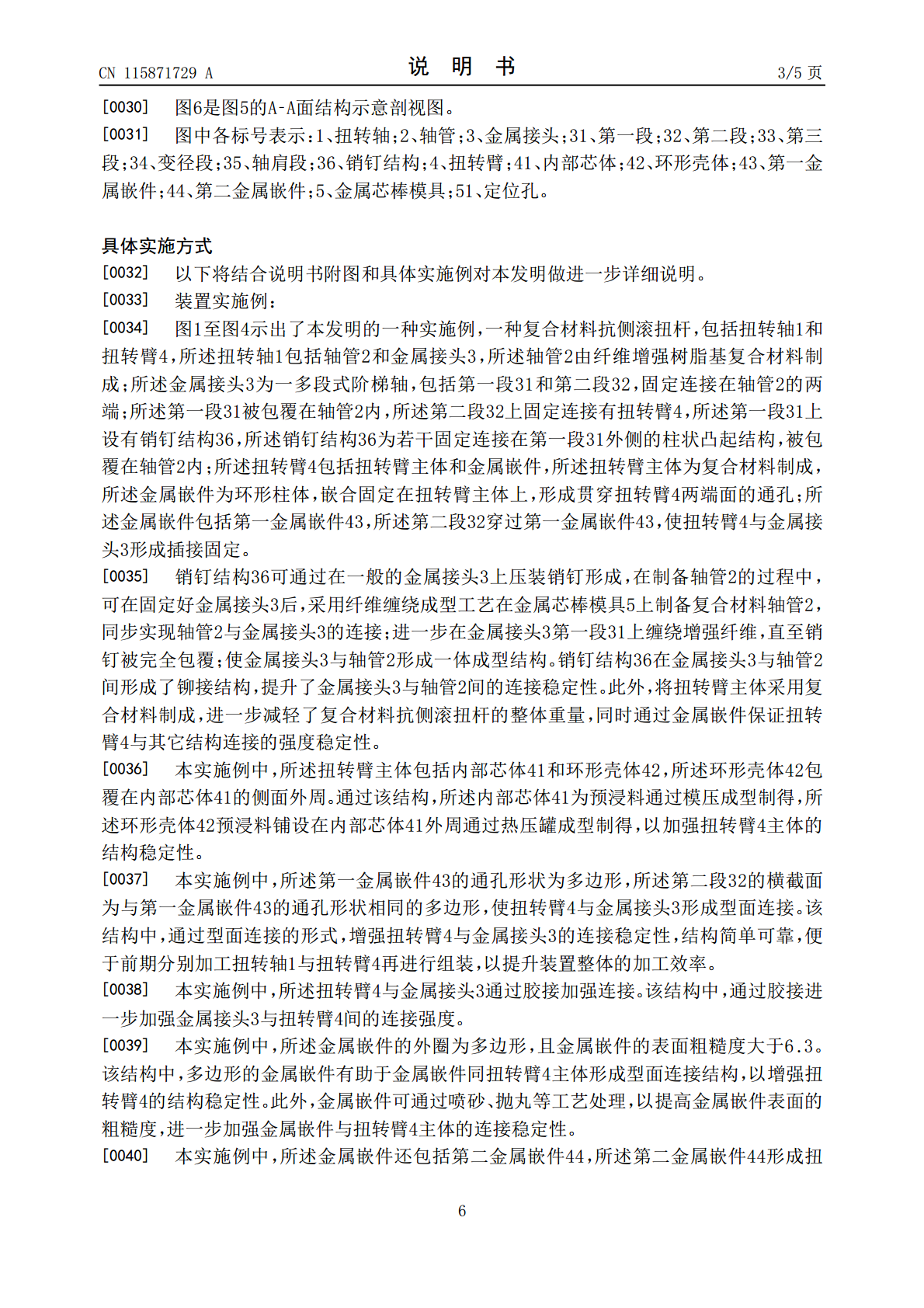
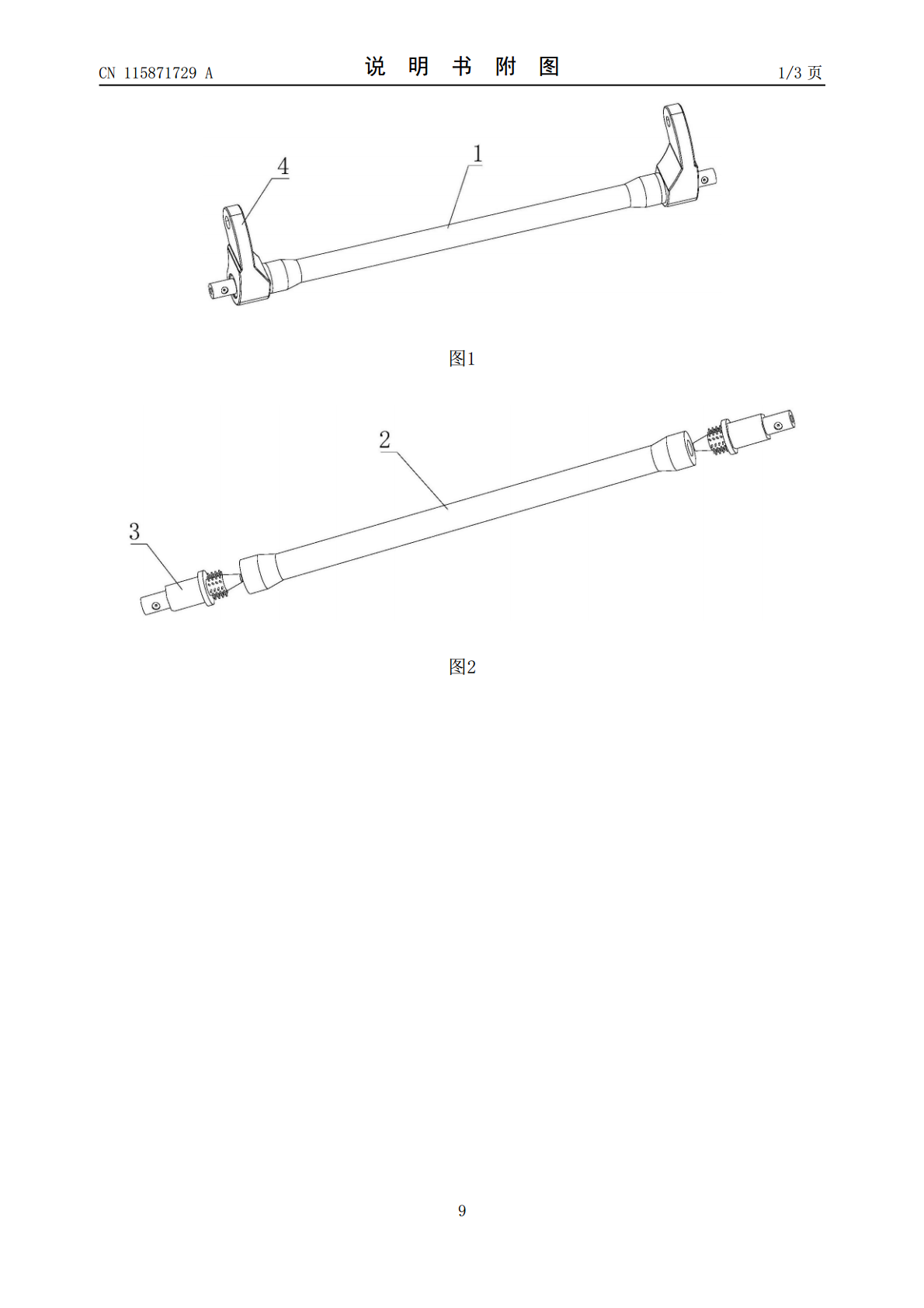
一种复合材料抗侧滚扭杆及其成型工艺.pdf
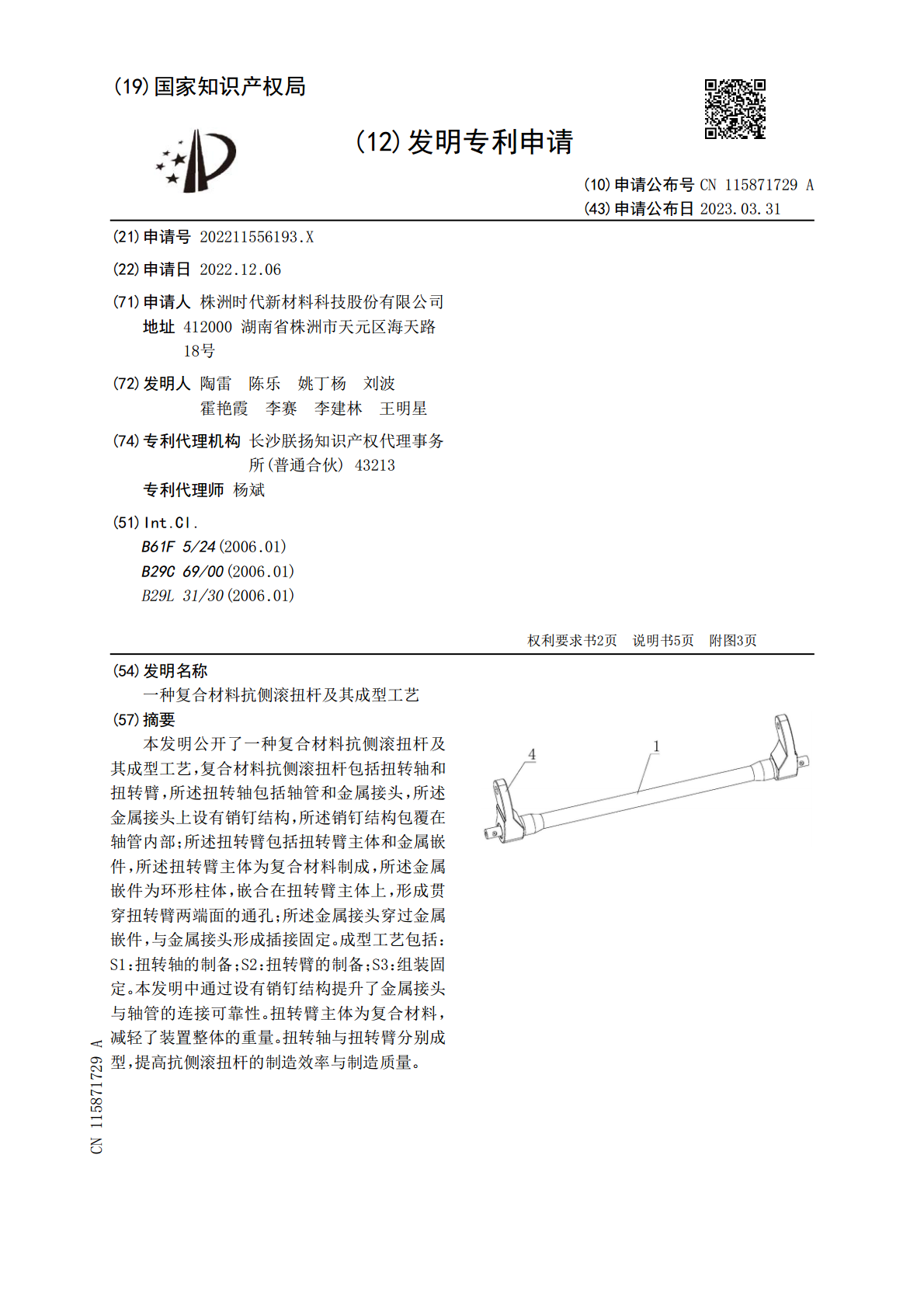
本发明公开了一种复合材料抗侧滚扭杆及其成型工艺,复合材料抗侧滚扭杆包括扭转轴和扭转臂,所述扭转轴包括轴管和金属接头,所述金属接头上设有销钉结构,所述销钉结构包覆在轴管内部;所述扭转臂包括扭转臂主体和金属嵌件,所述扭转臂主体为复合材料制成,所述金属嵌件为环形柱体,嵌合在扭转臂主体上,形成贯穿扭转臂两端面的通孔;所述金属接头穿过金属嵌件,与金属接头形成插接固定。成型工艺包括:S1:扭转轴的制备;S2:扭转臂的制备;S3:组装固定。本发明中通过设有销钉结构提升了金属接头与轴管的连接可靠性。扭转臂主体为复合材料,

动车组抗侧滚扭杆加工工艺.docx
动车组抗侧滚扭杆加工工艺一、绪论动车组是近年来我国高铁运输领域的重要组成部分,它的安全、舒适、高效运行对于高铁的发展至关重要。而动车组抗侧滚扭杆作为重要的车辆部件之一,对提高列车的安全性和稳定性非常重要。本文将讨论动车组抗侧滚扭杆的加工工艺。二、动车组抗侧滚扭杆的作用及特点动车组抗侧滚扭杆又称为稳定杆,是一种连接车身侧架的支架杆,可以抑制车体侧滑和甩摆,保持列车的稳定运行。在列车通过弯道或路面不平的路段时,会产生车身侧滑和甩摆,抗侧滚扭杆通过连接左右侧架,产生拧转力,抑制侧滑和甩摆,使列车保持平稳运行。动
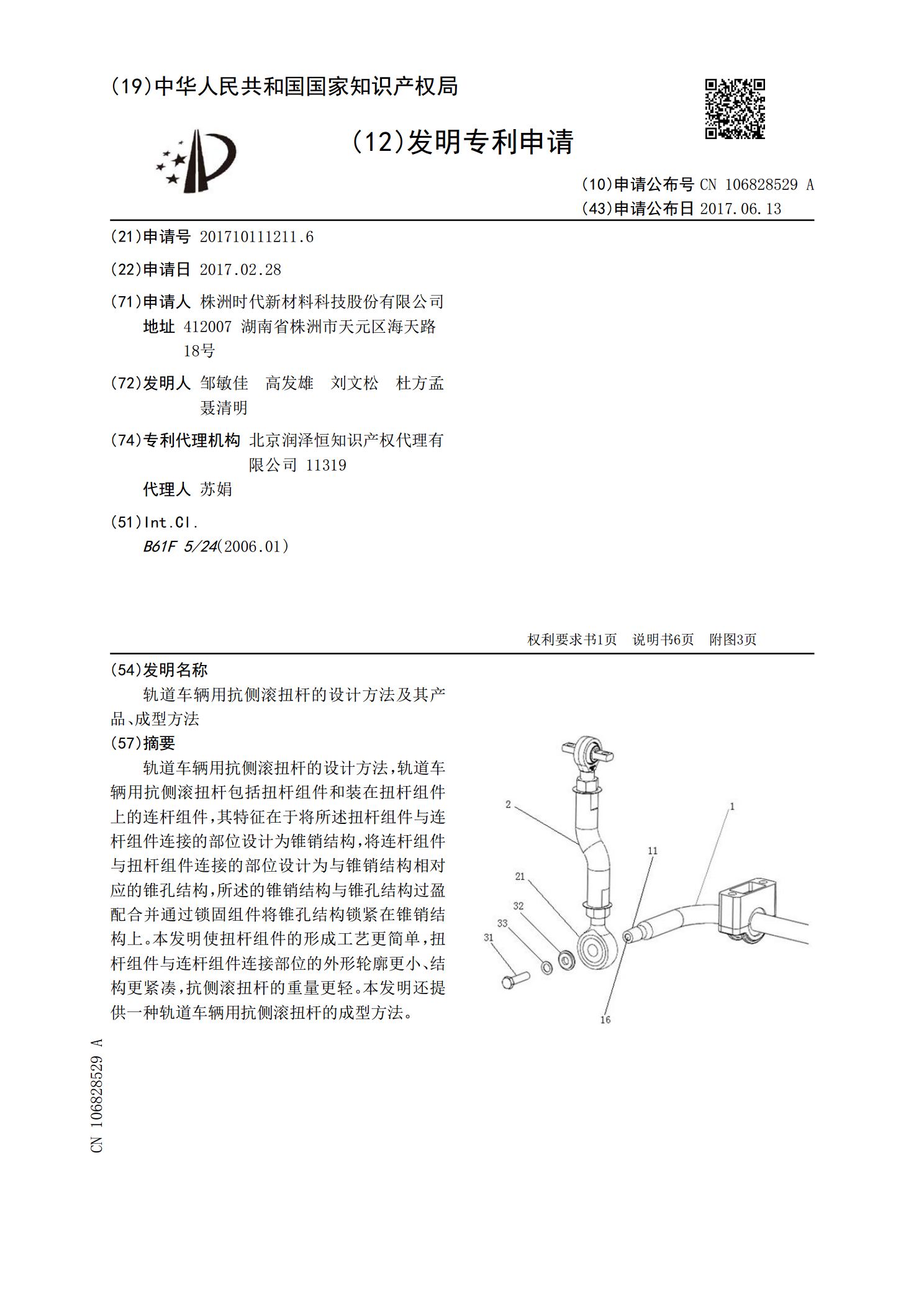
轨道车辆用抗侧滚扭杆的设计方法及其产品、成型方法.pdf
轨道车辆用抗侧滚扭杆的设计方法,轨道车辆用抗侧滚扭杆包括扭杆组件和装在扭杆组件上的连杆组件,其特征在于将所述扭杆组件与连杆组件连接的部位设计为锥销结构,将连杆组件与扭杆组件连接的部位设计为与锥销结构相对应的锥孔结构,所述的锥销结构与锥孔结构过盈配合并通过锁固组件将锥孔结构锁紧在锥销结构上。本发明使扭杆组件的形成工艺更简单,扭杆组件与连杆组件连接部位的外形轮廓更小、结构更紧凑,抗侧滚扭杆的重量更轻。本发明还提供一种轨道车辆用抗侧滚扭杆的成型方法。
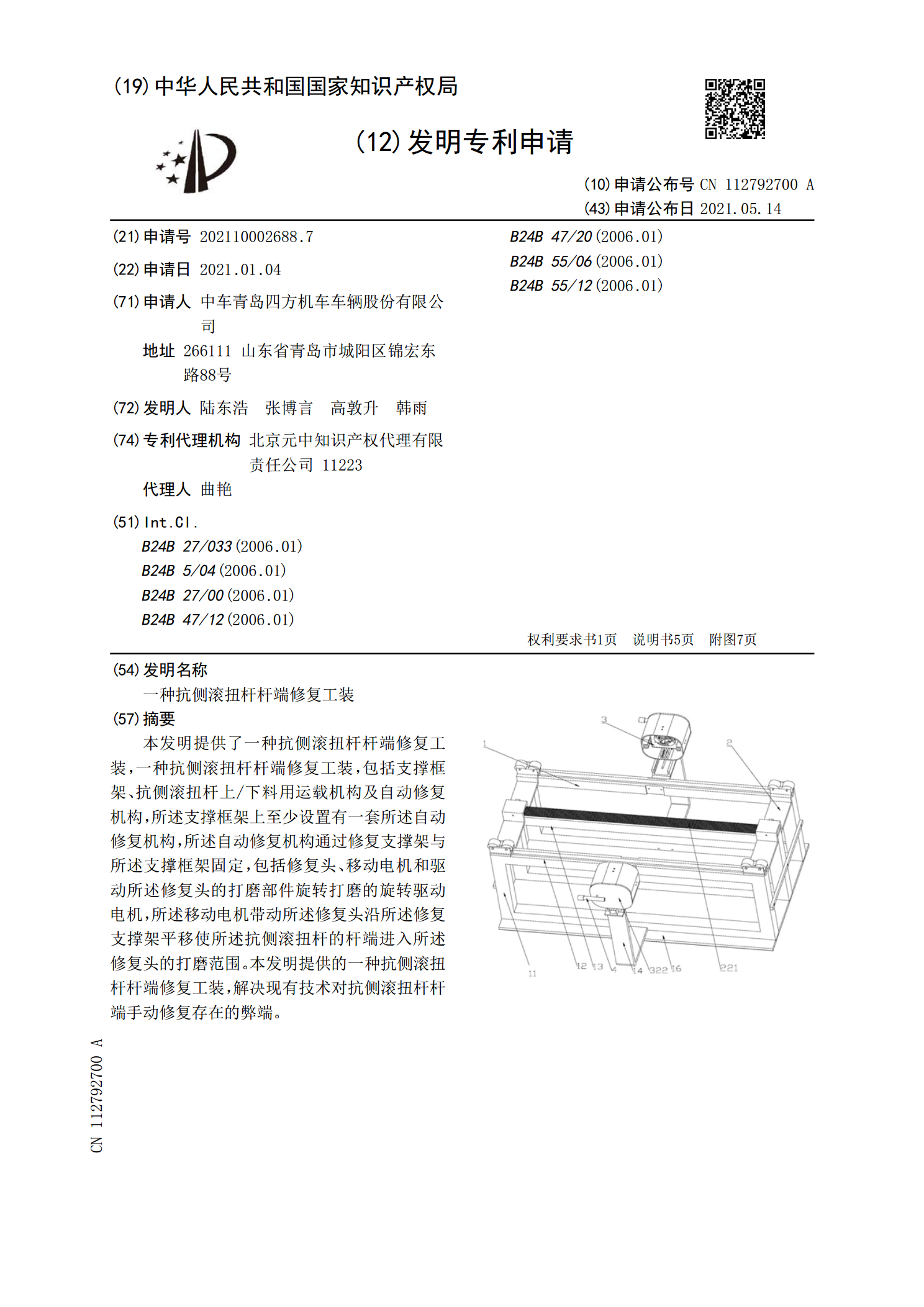
一种抗侧滚扭杆杆端修复工装.pdf
本发明提供了一种抗侧滚扭杆杆端修复工装,一种抗侧滚扭杆杆端修复工装,包括支撑框架、抗侧滚扭杆上/下料用运载机构及自动修复机构,所述支撑框架上至少设置有一套所述自动修复机构,所述自动修复机构通过修复支撑架与所述支撑框架固定,包括修复头、移动电机和驱动所述修复头的打磨部件旋转打磨的旋转驱动电机,所述移动电机带动所述修复头沿所述修复支撑架平移使所述抗侧滚扭杆的杆端进入所述修复头的打磨范围。本发明提供的一种抗侧滚扭杆杆端修复工装,解决现有技术对抗侧滚扭杆杆端手动修复存在的弊端。