
一种微合金铁路车轮用钢及其生产工艺.pdf

一条****然后


1/10
2/10

3/10

4/10
5/10
6/10

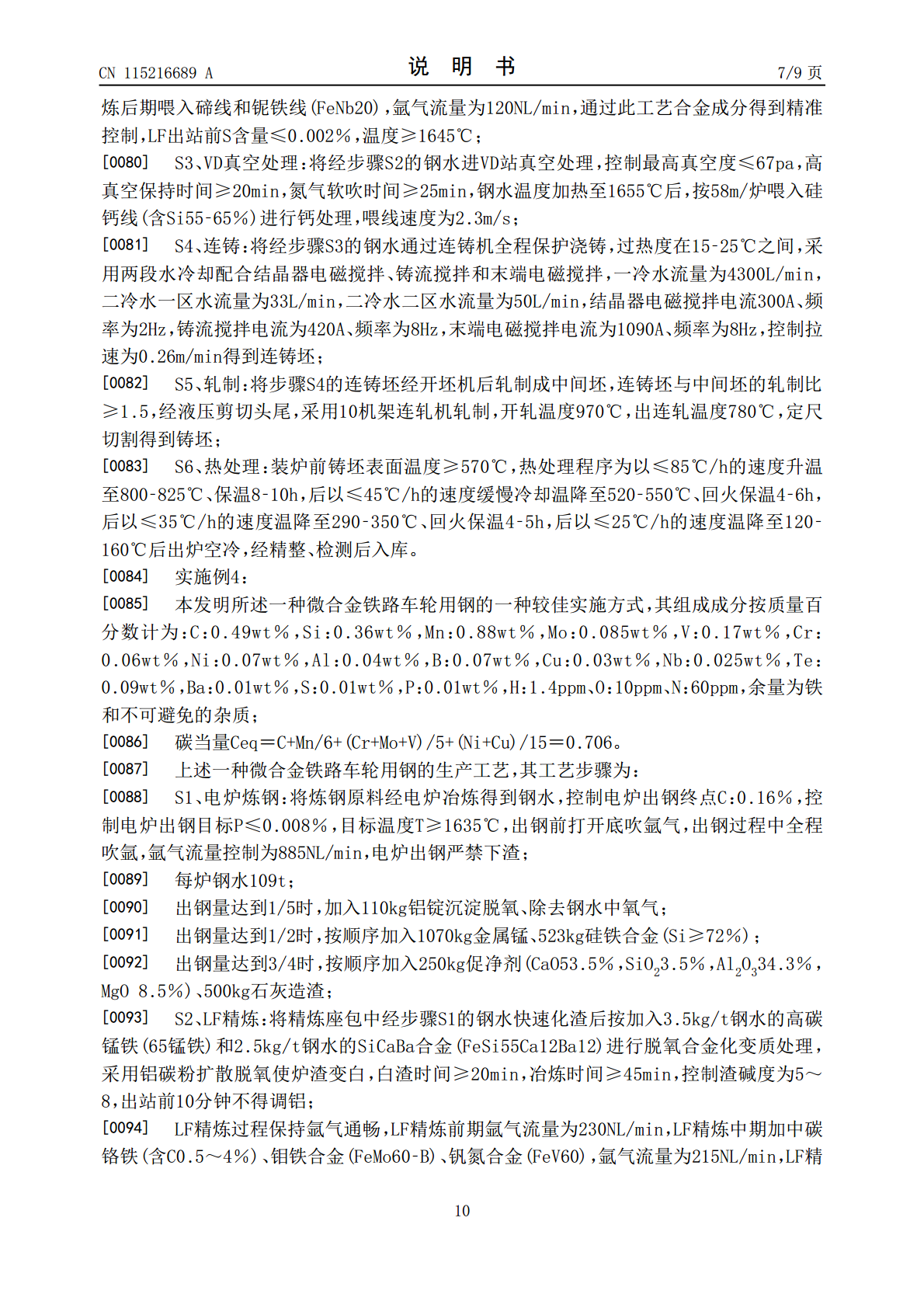
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种微合金铁路车轮用钢及其生产工艺.pdf
本发明涉及一种微合金铁路车轮用钢及其生产工艺,其组成成分按质量百分数计为:C:0.43~0.5wt%,Si:0.25~0.37wt%,Mn:0.82~1wt%,Mo:0.08~0.12wt%,V:0.14~0.22wt%,Cr:≤0.1wt%,Ni:≤0.12wt%,Al:0.025~0.045wt%,B:0.002~0.008wt%,Cu:≤0.2wt%,Nb:≤0.03wt%,Te:≤0.013wt%,Ba:≤0.012wt%,S:≤0.015wt%,P:≤0.015wt%,H:≤1.5ppm、O:≤

铁路货车用低合金车轮钢及其车轮制备方法.pdf
本发明公开了一种铁路货车用低合金车轮钢,其特征在于,其化学成分重量百分比为:C0.70~0.75%、Si0.75~0.95%、Mn0.75~0.90%、Ni0.15~0.25%、Cr0.25~0.35%,Als0.015~0.030%、P≤0.010%、S≤0.010%、其余为Fe和不可避免的杂质元素。本发明还公开了铁路货车用低合金车轮钢制备车轮的方法,包括热处理工序,其特征在于:所述的热处理工序为:在830-850℃保温2.0-2.5小时,然后喷水冷却轮辋至550℃以下,轮辋内部金属以2℃/s~5℃/s
一种提高塑性的铁路货车用高碳车轮钢及其车轮制备方法.pdf
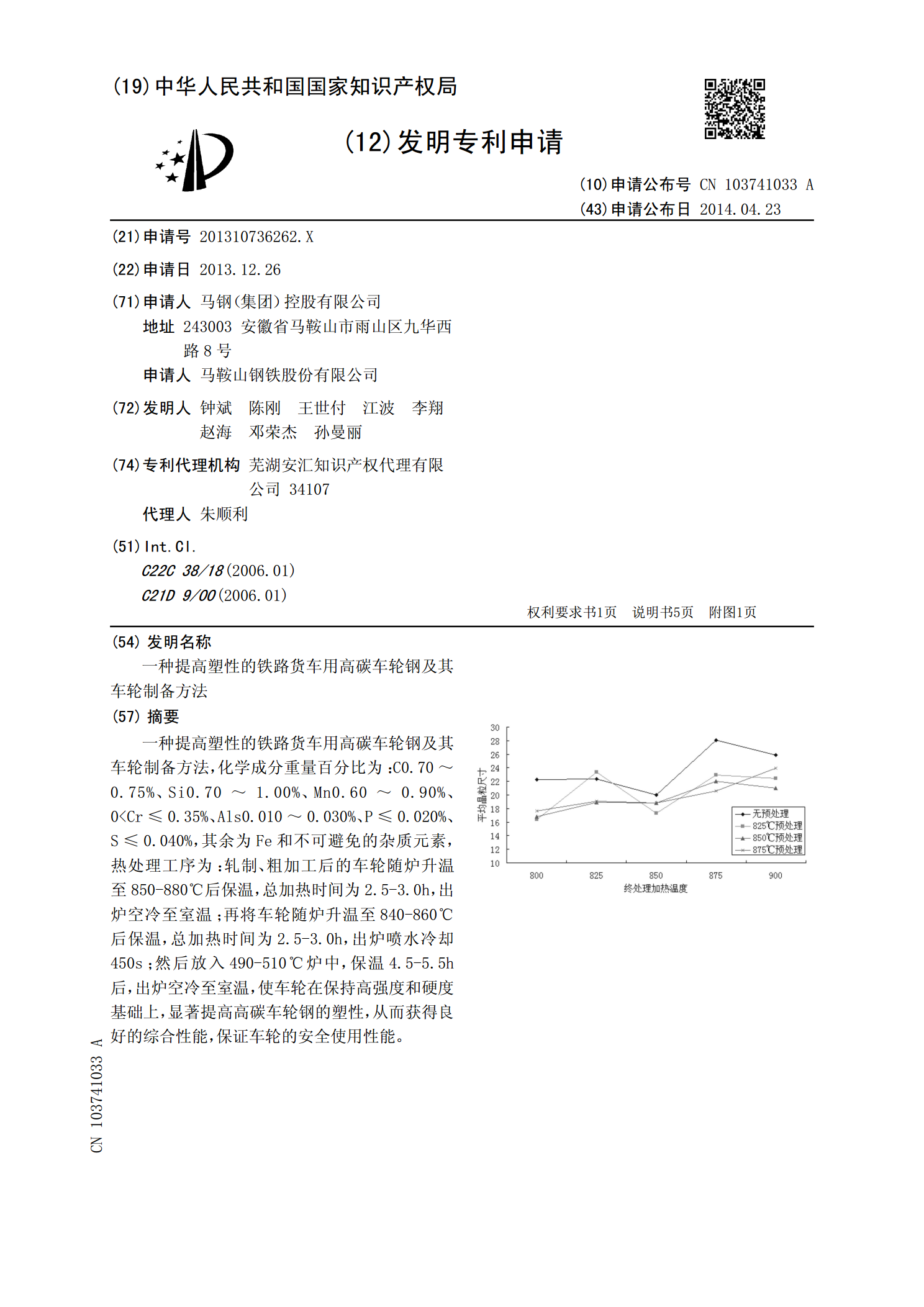
一种提高塑性的铁路货车用高碳车轮钢及其车轮制备方法,化学成分重量百分比为:C0.70~0.75%、Si0.70~1.00%、Mn0.60~0.90%、0<Cr≤0.35%、Als0.010~0.030%、P≤0.020%、S≤0.040%,其余为Fe和不可避免的杂质元素,热处理工序为:轧制、粗加工后的车轮随炉升温至850-880℃后保温,总加热时间为2.5-3.0h,出炉空冷至室温;再将车轮随炉升温至840-860℃后保温,总加热时间为2.5-3.0h,出炉喷水冷却450s;然后放入490-510℃
一种微合金易切削汽车曲轴用非调钢及其生产工艺.pdf
本发明公开了一种微合金易切削汽车曲轴用非调钢生产工艺,包括以下步骤:电炉炼钢→LF精炼→VD真空处理→连铸→缓冷→加热→轧制→精整→检测→入库,电炉炼钢步骤中:电炉出钢加入精炼合成渣;LF精炼步骤中:精炼座包快速化渣后补喂铝线,之后不得补喂铝线,LF出站前加硅砂调渣,使VD到站碱度达2.0左右;VD真空处理步骤中:钢包到站先喂硫磺线,硫含量达到目标值,随后真空处理。本发明还公开了一种微合金易切削汽车曲轴用非调钢,由上述生产工艺制备得到。本发明提供的一种微合金易切削汽车曲轴用非调钢及其生产工艺,能够有效控制
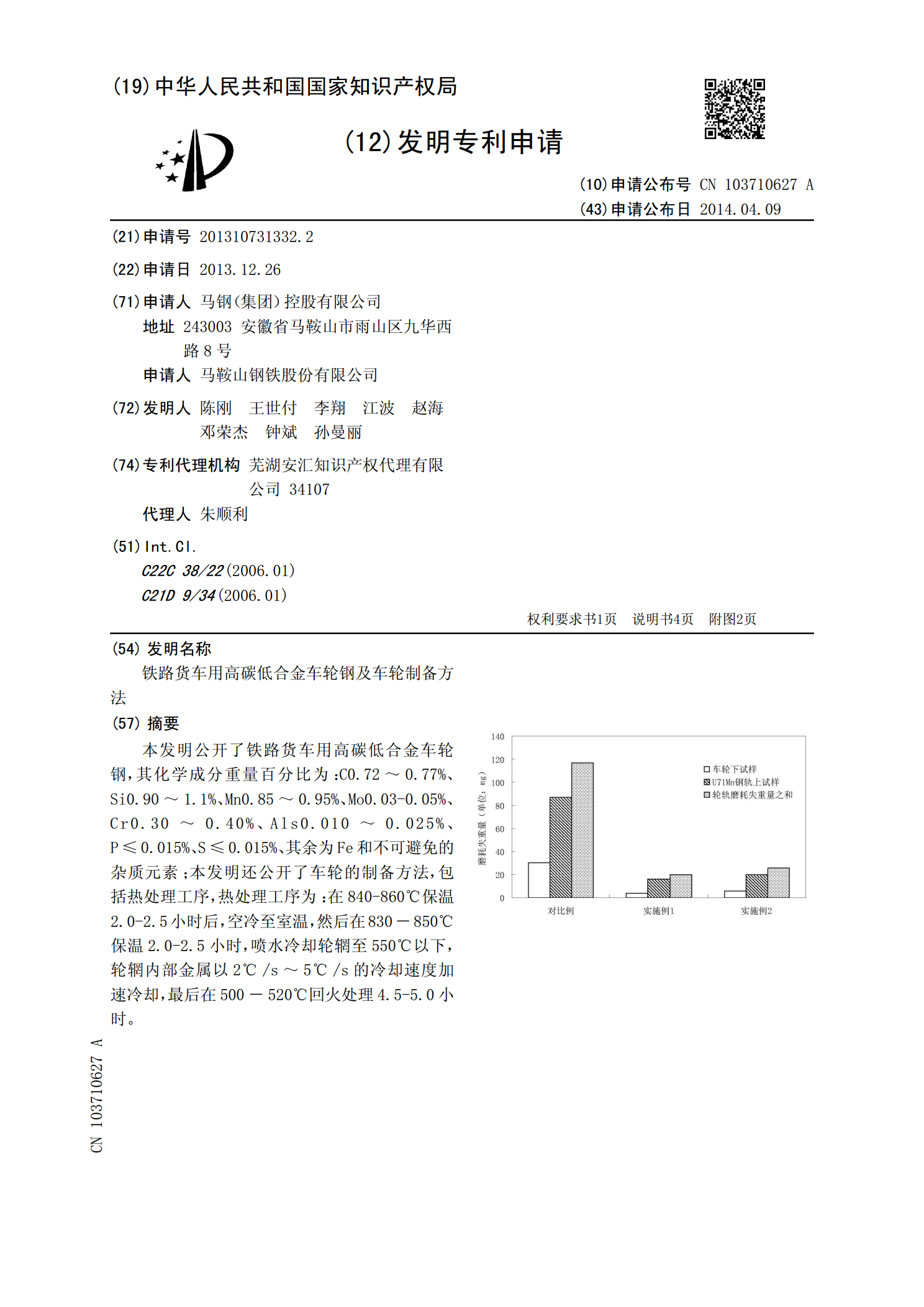
铁路货车用高碳低合金车轮钢及车轮制备方法.pdf
本发明公开了铁路货车用高碳低合金车轮钢,其化学成分重量百分比为:C0.72~0.77%、Si0.90~1.1%、Mn0.85~0.95%、Mo0.03-0.05%、Cr0.30~0.40%、Als0.010~0.025%、P≤0.015%、S≤0.015%、其余为Fe和不可避免的杂质元素;本发明还公开了车轮的制备方法,包括热处理工序,热处理工序为:在840-860℃保温2.0-2.5小时后,空冷至室温,然后在830-850℃保温2.0-2.5小时,喷水冷却轮辋至550℃以下,轮辋内部金属以2℃/s~5℃/