
一种芯轴钻孔加工工装.pdf

高格****gu


1/9

2/9

3/9
4/9

5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种芯轴钻孔加工工装.pdf
本实用新型公开了一种芯轴钻孔加工工装,包括固定座、上卡块、卡槽、V型块、插板、锁止螺丝,所述固定座的上部安装有所述上卡块,所述上卡块的下端面上成型有所述卡槽,所述上卡块的下方安装有所述V型块,所述V型块的上端设置有所述插板。本实用新型拧松锁止螺丝,向外侧拉动插板,将待加工的工件放置在V型块上,并使其下端紧紧接触固定座的下部,上端卡接在上卡块上的卡槽内,然后再向内侧滑动插板,直至推不动为止,再将锁止螺丝上紧即可实现对工件的固定,该工装整体结构简单,使用方便,便于快速装夹工件,省时省力,大大提高了钻孔加工的效
一种钻孔加工工装.pdf
本实用新型提出了一种钻孔加工工装,包括工作台、旋转换向座、夹具组件和辅助压紧机构,所述工作台上设有旋转换向座,所述旋转换向座的中心处设有中心定位轴,所述夹具组件包括固定夹具、活动夹具,所述活动夹具通过若干个连接件与固定夹具相拼接,所述固定夹具、活动夹具的内壁分别具有弧面夹槽,两者之间形成夹紧腔,所述固定夹具、活动夹具上分别安装有至少一个辅助压紧机构,所述辅助压紧机构朝向中心定位轴的一端设有可活动的压紧架,另一端设有用于驱动所述压紧架移动的压紧螺栓,所述压紧架上具有上压板,所述上压板的下端面设有第一弹性压块

一种辊芯加工工装及加工方法.pdf
本发明公开了一种辊芯加工工装,涉及机械加工技术领域,包括安装座,具有筒状的中空结构;所述安装座具有第一轴线;夹紧组件,辊芯的螺纹轴端通过所述夹紧组件与所述安装座连接;所述夹紧组件与所述安装座同轴设置且并安装在所述中空结构中;所述夹紧组件同时被配置为在所述中空结构中可沿所述第一轴线调节移动。通过本发明的工装对辊芯工件进行装夹和定位,提供装夹时的校正找中基准,保证工件车加工的形位公差精度;进而方便操作人员对辊芯类工件的加工。

一种轴芯加工工艺.pdf
本申请涉及一种轴芯加工工艺,其包括如下步骤:S1:下料,用激光切割机下料;S2:调质热处理,使毛坯的硬度满足45HRC~50HRC;S3:机器校直,使上述S2步骤完成的毛坯的圆跳动在0.03mm内;S4:粗磨,用外圆磨床对毛坯进行粗磨加工,使毛坯的外径为8mm,圆跳动在0.02mm内;S5:车削,用数控车床对毛坯进行半精车加工;S6:滚丝,用搓丝机对毛坯进行直纹加工;S7:钻孔,用钻孔机在毛坯上轴向钻孔,钻出孔径为3mm的注水孔;S8:淬火,用回火炉对毛坯进行淬火处理;S9:外圆磨,外圆磨床对毛坯各段进行
一种传动轴用钻孔工装.pdf
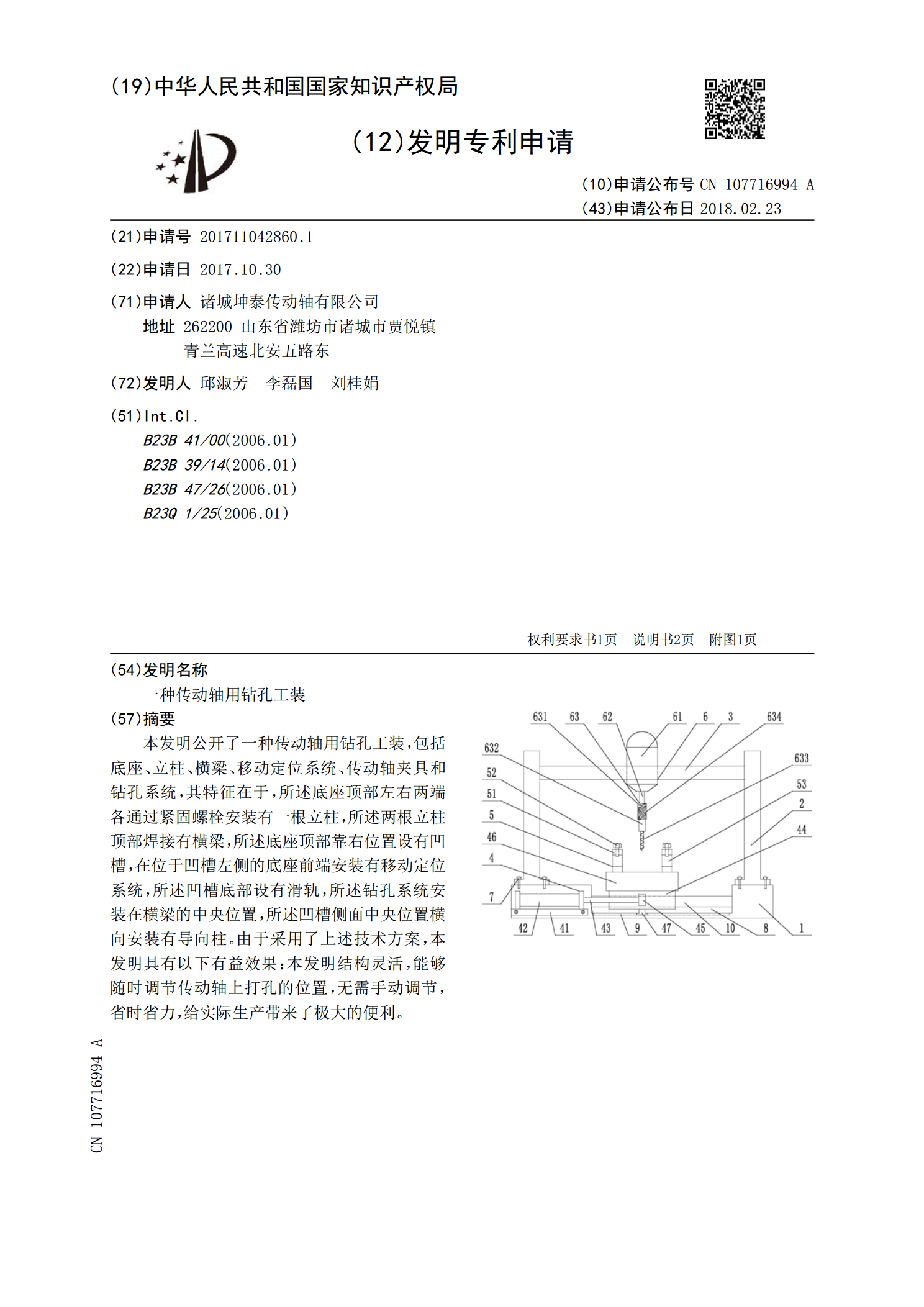
本发明公开了一种传动轴用钻孔工装,包括底座、立柱、横梁、移动定位系统、传动轴夹具和钻孔系统,其特征在于,所述底座顶部左右两端各通过紧固螺栓安装有一根立柱,所述两根立柱顶部焊接有横梁,所述底座顶部靠右位置设有凹槽,在位于凹槽左侧的底座前端安装有移动定位系统,所述凹槽底部设有滑轨,所述钻孔系统安装在横梁的中央位置,所述凹槽侧面中央位置横向安装有导向柱。由于采用了上述技术方案,本发明具有以下有益效果:本发明结构灵活,能够随时调节传动轴上打孔的位置,无需手动调节,省时省力,给实际生产带来了极大的便利。