
金属切削原理与机床第一章--刀具的几何角度及切削要素.ppt

可爱****乐多

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
金属切削原理与机床第一章--刀具的几何角度及切削要素.ppt
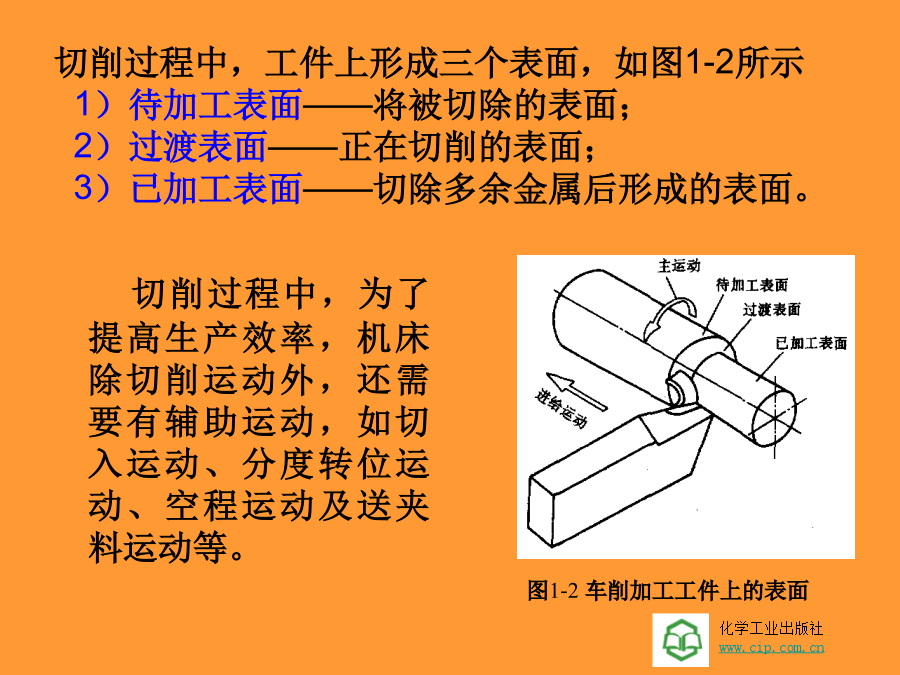
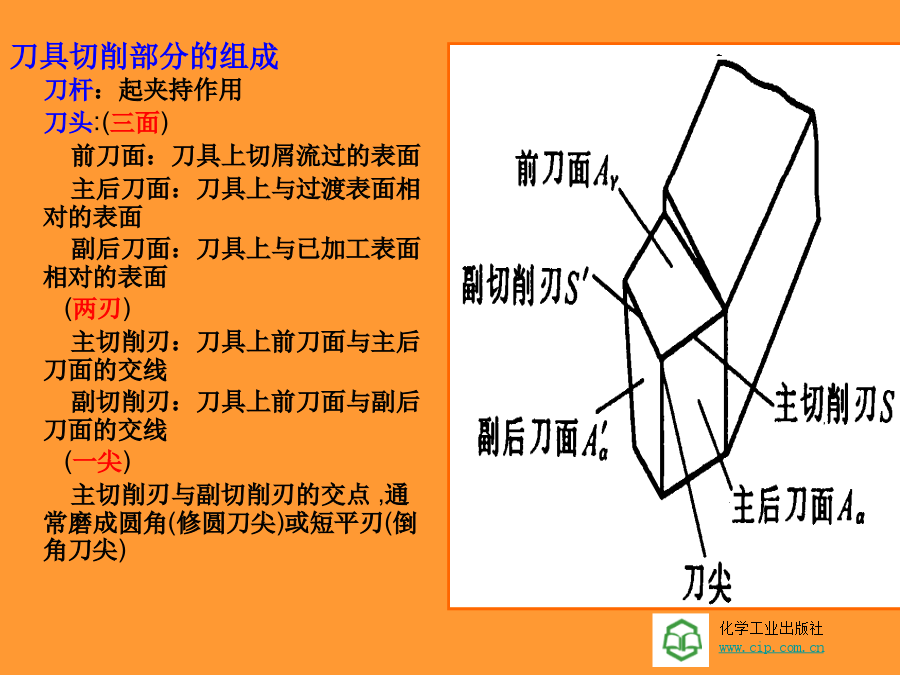
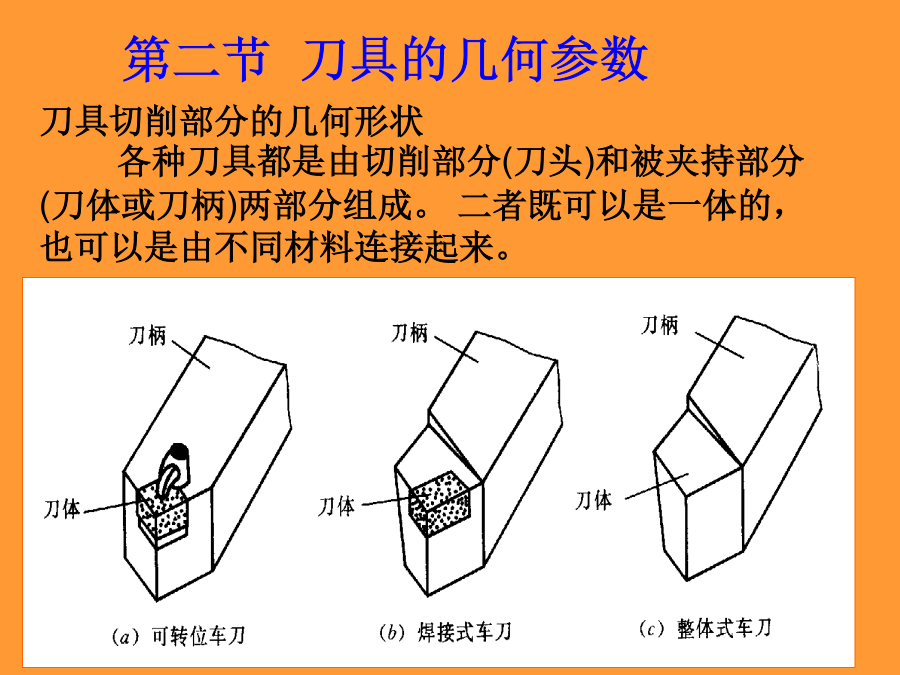
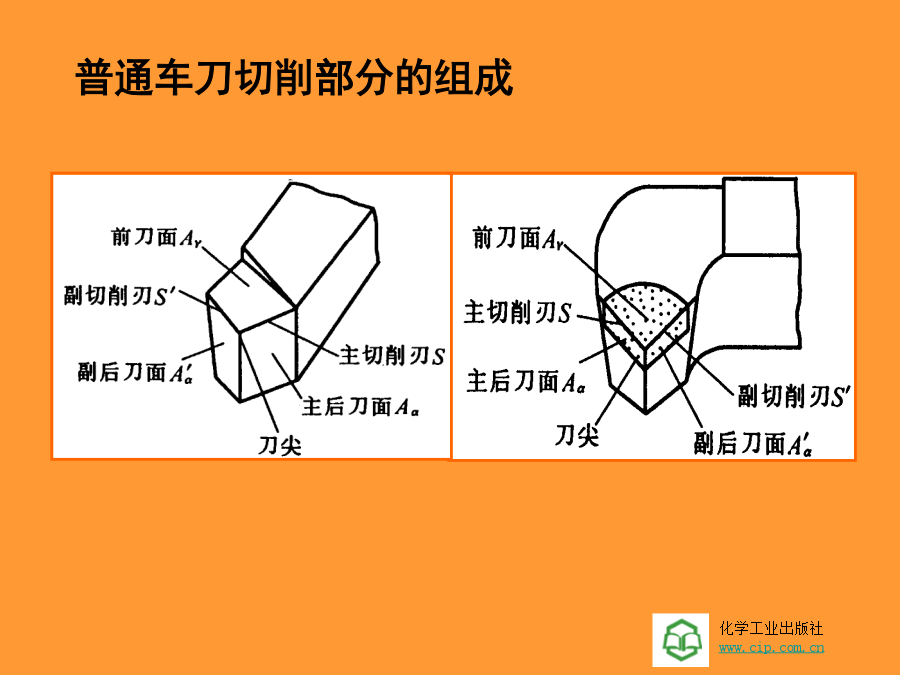
第一章刀具的几何角度及切削要素第一节切削运动与工件的加工表面切削运动与工件的加工表面切削过程中,工件上形成三个表面,如图1-2所示1)待加工表面——将被切除的表面;2)过渡表面——正在切削的表面;3)已加工表面——切除多余金属后形成的表面。切削要素2)进给量:在工件或刀具的每一转或每一往复行程的时间内,刀具与工件之间沿进给运动方向的相对位移。通常用表示,单位为mm/r或mm/行程。刀具切削部分的组成刀杆:起夹持作用刀头:(三面)前刀面:刀具上切屑流过的表面主后刀面:刀具上与过渡表面相对的表面副后刀面:刀具
第一章刀具几何角度及切削要素.ppt
第一章刀具几何角度及切削要素主要内容一、切削运动与切削用量二、刀具切削部分的基本定义及参考系三、刀具角度四、切削层参数与切削方式什么叫做金属切削加工?切削运动与切削用量二、切削用量、切削时间与材料切除率关于切削时间三、切削时的合成速度向量刀具切削部分的基本定义及坐标系前倒棱面:Aγ1倒棱宽度:bγ1二、刀具角度参考系1.刀具静止参考系●法平面(法剖面)参考系(Pr、Ps、Pn)2.刀具工作参考系(在工作状态下)三、刀具角度角度定义1.在正交平面Po内测量2.在基面Pr内测量3.在副切削刃的正交平面内测量T
第一章刀具几何角度与切削要素.ppt
第一节切削运动与切削用量1、主运动刀具与工件之间附加的相对运动,它配合主运动依次地或连续不断地切除切屑,从而形成具有所需几何特性的已加工表面。进给运动可由刀具完成(如车削),也可由工件完成(如铣削),可以是间歇的(如刨削),也可以是连续的(如车削)。其中,四边形ABCD称为切削层公称横截面积。切削层实际横截面积是四边形ABCE,ΔAED为残留在已加工表面上的横截面积。切削刃相对于工件的运动过程,就是表面形成过程。在这个过程中,切削刃相对于工件的运动轨迹面就是工件上的加工表面和已加工表面。有两个要素,一是切
第一章 刀具几何角度及切削要素.pptx
第一章刀具几何角度及切削要素第一节切削运动与切削用量一、切削运动与切削层图1-1车削运动、切削层及形成表面1—待加工表面2—过渡表面3—已加工表面二、切削用量、切削时间与材料切除率1.切削速度vc2.进给量f3.背吃刀量ap(切削深度)4.切削时间tm(机动时间)4.切削时间tm(机动时间)5.材料切除率Q三、合成切削运动与合成切削速度第二节刀具切削部分的基本定义一、刀具的组成1)刀尖圆弧半径rε,它是在基面上测量的刀尖倒圆的公称半径。2)倒角刀尖长度bε。3)刀尖倒角偏角。提高刃口强度和改善刀尖切削性能
刀具几何角度及切削要素ppt课件.ppt
第一章刀具几何角度及切削要素三高一专的先进刀具先进的专用可转位刀具第一节切削运动与切削用量一.切削运动与切削层(1)待加工表面——工件上有待切除的表面。(2)已加工表面——经刀具切削后产生的新表面。(3)过渡表面(或称切削表面、加工面)——切削刃正在切削的表面。它是待加工表面和已加工表面之间的过渡表面。切削运动为了切除多余的金属,刀具和工件之间必须有相对运动,即切削运动。切削运动可分为主运动和进给运动。1.主运动2.进给运动3.切削层切削层参数二、切削用量、切削时间与材料切除率衡量切削运动量的大小。包括三