
一种可用于水下加工具备重复精确定位功能的装置.pdf

一条****贺6

1/9
2/9
3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种可用于水下加工具备重复精确定位功能的装置.pdf
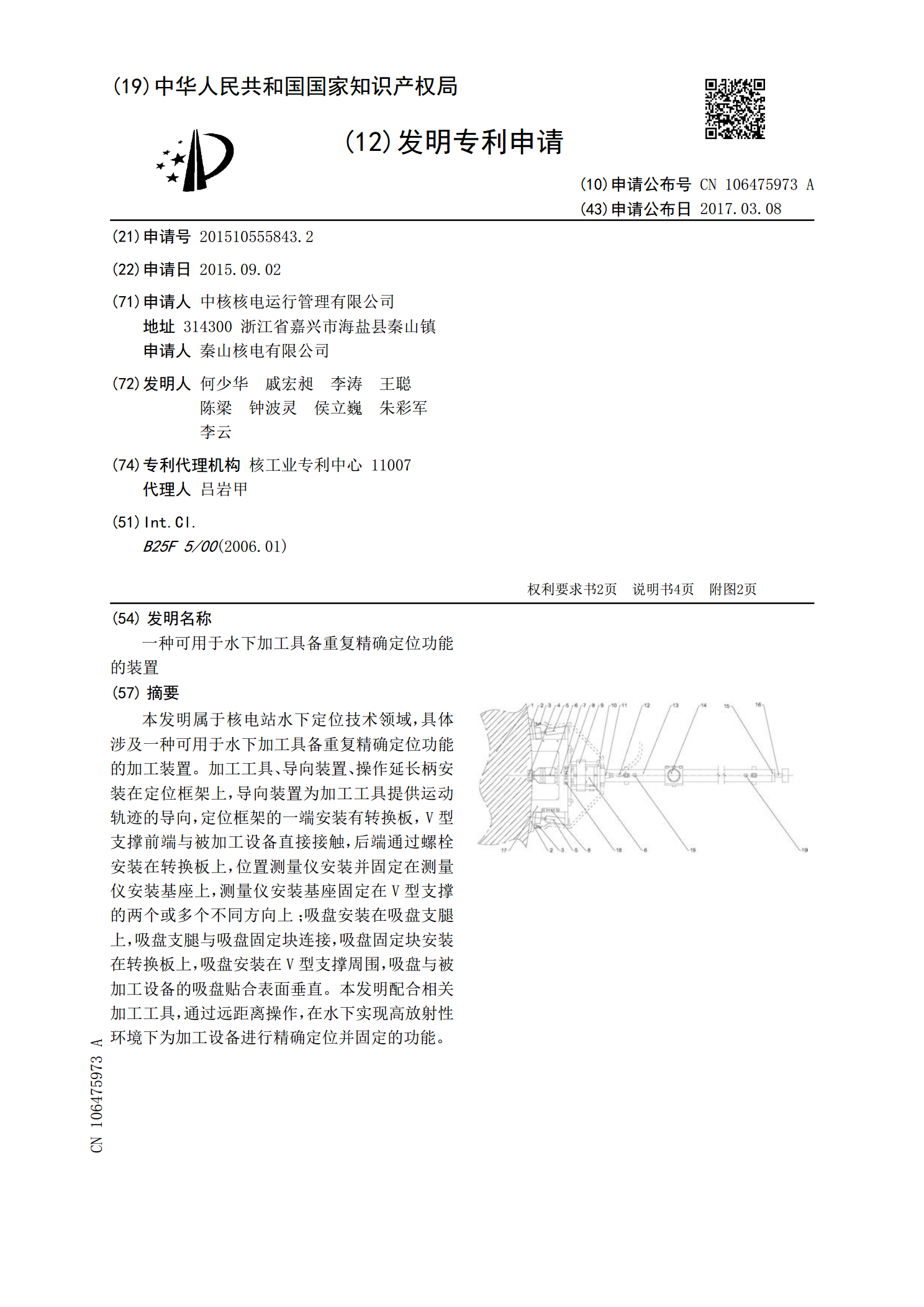
本发明属于核电站水下定位技术领域,具体涉及一种可用于水下加工具备重复精确定位功能的加工装置。加工工具、导向装置、操作延长柄安装在定位框架上,导向装置为加工工具提供运动轨迹的导向,定位框架的一端安装有转换板,V型支撑前端与被加工设备直接接触,后端通过螺栓安装在转换板上,位置测量仪安装并固定在测量仪安装基座上,测量仪安装基座固定在V型支撑的两个或多个不同方向上;吸盘安装在吸盘支腿上,吸盘支腿与吸盘固定块连接,吸盘固定块安装在转换板上,吸盘安装在V型支撑周围,吸盘与被加工设备的吸盘贴合表面垂直。本发明配合相关加

一种可精确加工的加工装置.pdf
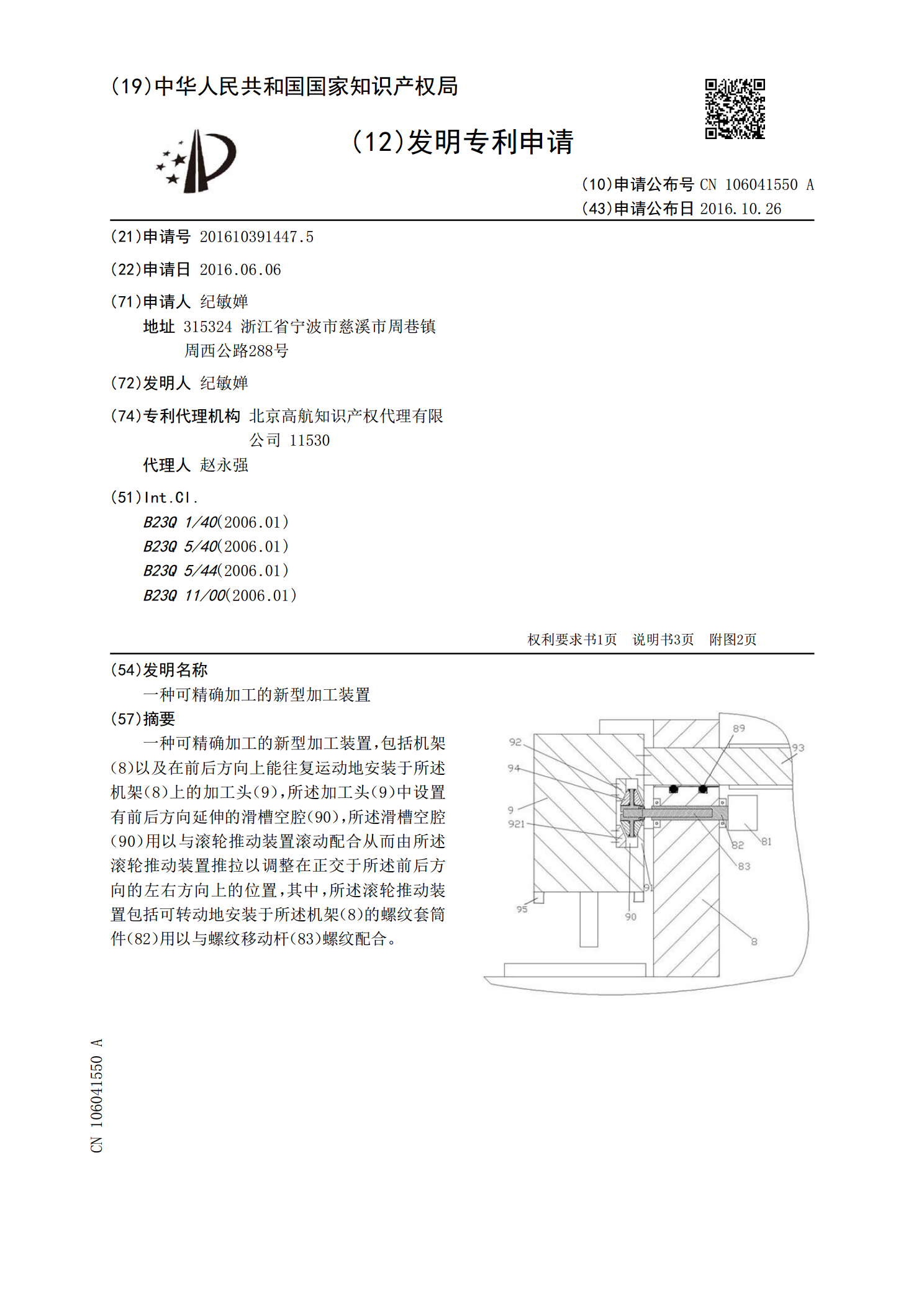
一种可精确加工的加工装置,包括机架(8)以及在前后方向上能往复运动地安装于所述机架(8)上的加工头(9),所述加工头(9)中设置有前后方向延伸的滑槽空腔(90),所述滑槽空腔(90)用以与滚轮推动装置滚动配合从而由所述滚轮推动装置推拉以调整在正交于所述前后方向的左右方向上的位置,其中,所述滚轮推动装置包括可转动地安装于所述机架(8)的螺纹套筒件(82)用以与螺纹移动杆(83)螺纹配合。
一种具备精确定位功能的弧焊工作站.pdf
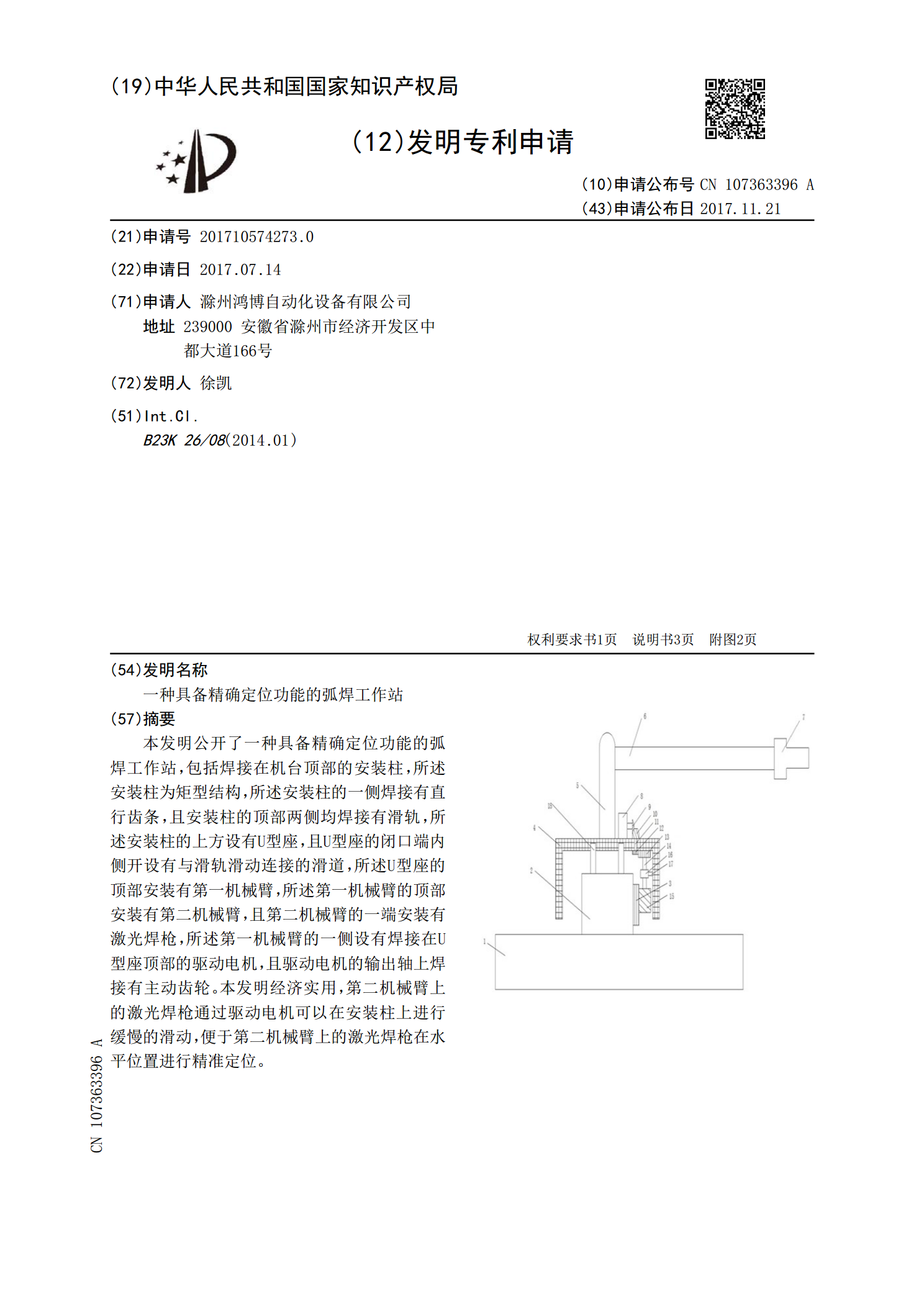
本发明公开了一种具备精确定位功能的弧焊工作站,包括焊接在机台顶部的安装柱,所述安装柱为矩型结构,所述安装柱的一侧焊接有直行齿条,且安装柱的顶部两侧均焊接有滑轨,所述安装柱的上方设有U型座,且U型座的闭口端内侧开设有与滑轨滑动连接的滑道,所述U型座的顶部安装有第一机械臂,所述第一机械臂的顶部安装有第二机械臂,且第二机械臂的一端安装有激光焊枪,所述第一机械臂的一侧设有焊接在U型座顶部的驱动电机,且驱动电机的输出轴上焊接有主动齿轮。本发明经济实用,第二机械臂上的激光焊枪通过驱动电机可以在安装柱上进行缓慢的滑动,
一种可精确加工的新型加工装置.pdf
一种可精确加工的新型加工装置,包括机架(8)以及在前后方向上能往复运动地安装于所述机架(8)上的加工头(9),所述加工头(9)中设置有前后方向延伸的滑槽空腔(90),所述滑槽空腔(90)用以与滚轮推动装置滚动配合从而由所述滚轮推动装置推拉以调整在正交于所述前后方向的左右方向上的位置,其中,所述滚轮推动装置包括可转动地安装于所述机架(8)的螺纹套筒件(82)用以与螺纹移动杆(83)螺纹配合。
一种精确定位的模具加工装置.pdf
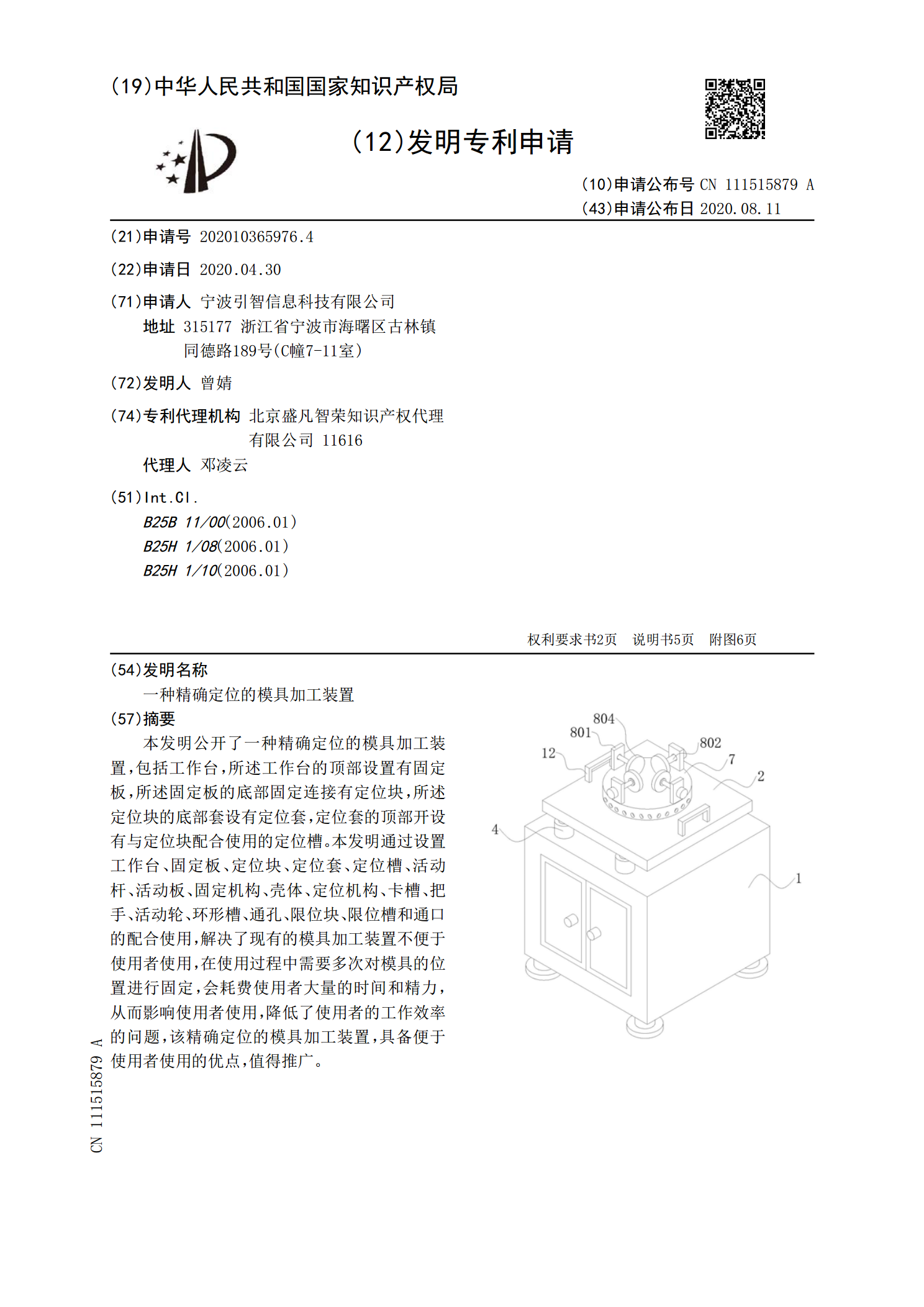
本发明公开了一种精确定位的模具加工装置,包括工作台,所述工作台的顶部设置有固定板,所述固定板的底部固定连接有定位块,所述定位块的底部套设有定位套,定位套的顶部开设有与定位块配合使用的定位槽。本发明通过设置工作台、固定板、定位块、定位套、定位槽、活动杆、活动板、固定机构、壳体、定位机构、卡槽、把手、活动轮、环形槽、通孔、限位块、限位槽和通口的配合使用,解决了现有的模具加工装置不便于使用者使用,在使用过程中需要多次对模具的位置进行固定,会耗费使用者大量的时间和精力,从而影响使用者使用,降低了使用者的工作效率的