
一种辊压机异常振动的自动控制系统及其辊压机.pdf

明轩****la

1/10
2/10

3/10
4/10
5/10
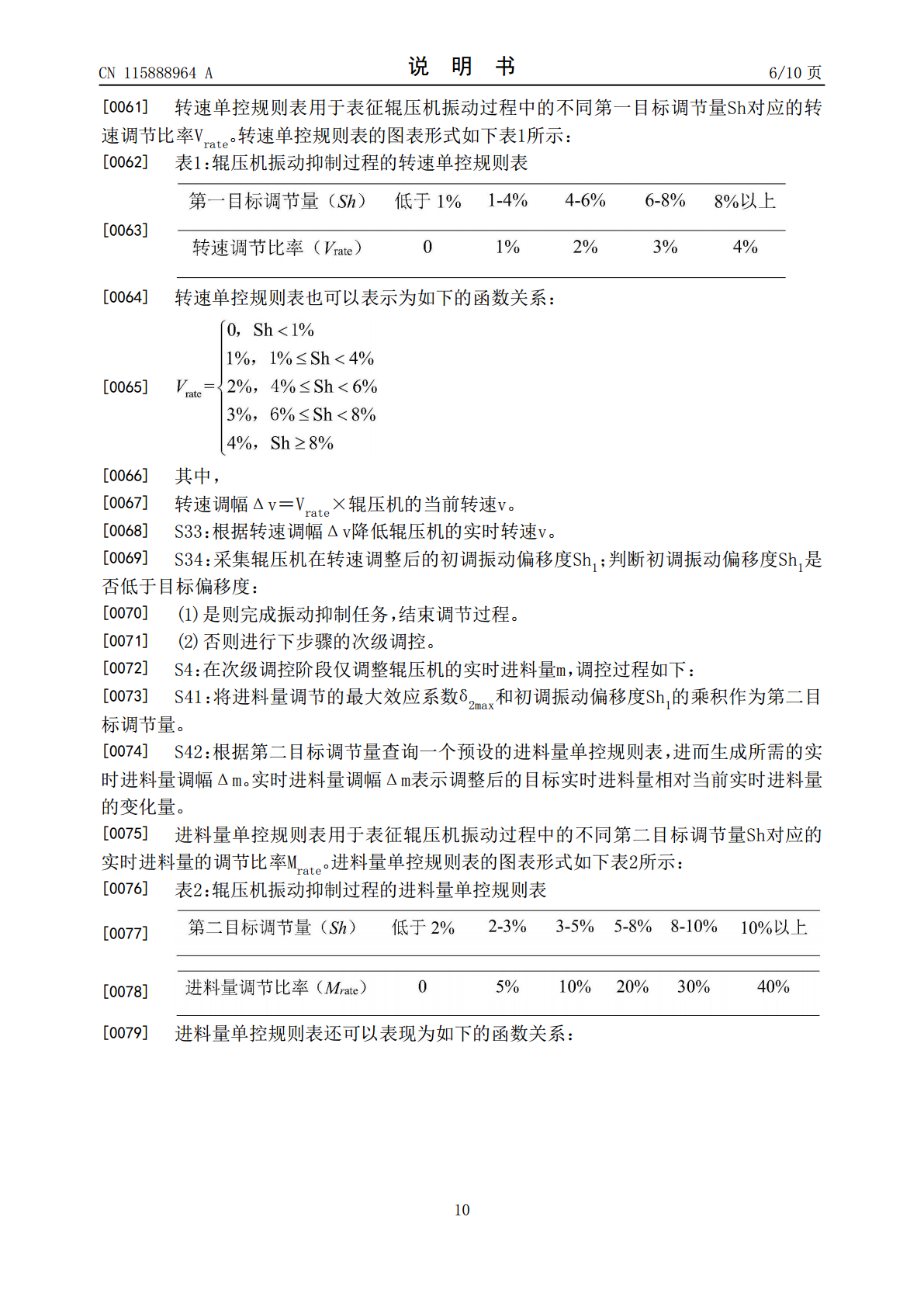
6/10
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种辊压机异常振动的自动控制系统及其辊压机.pdf
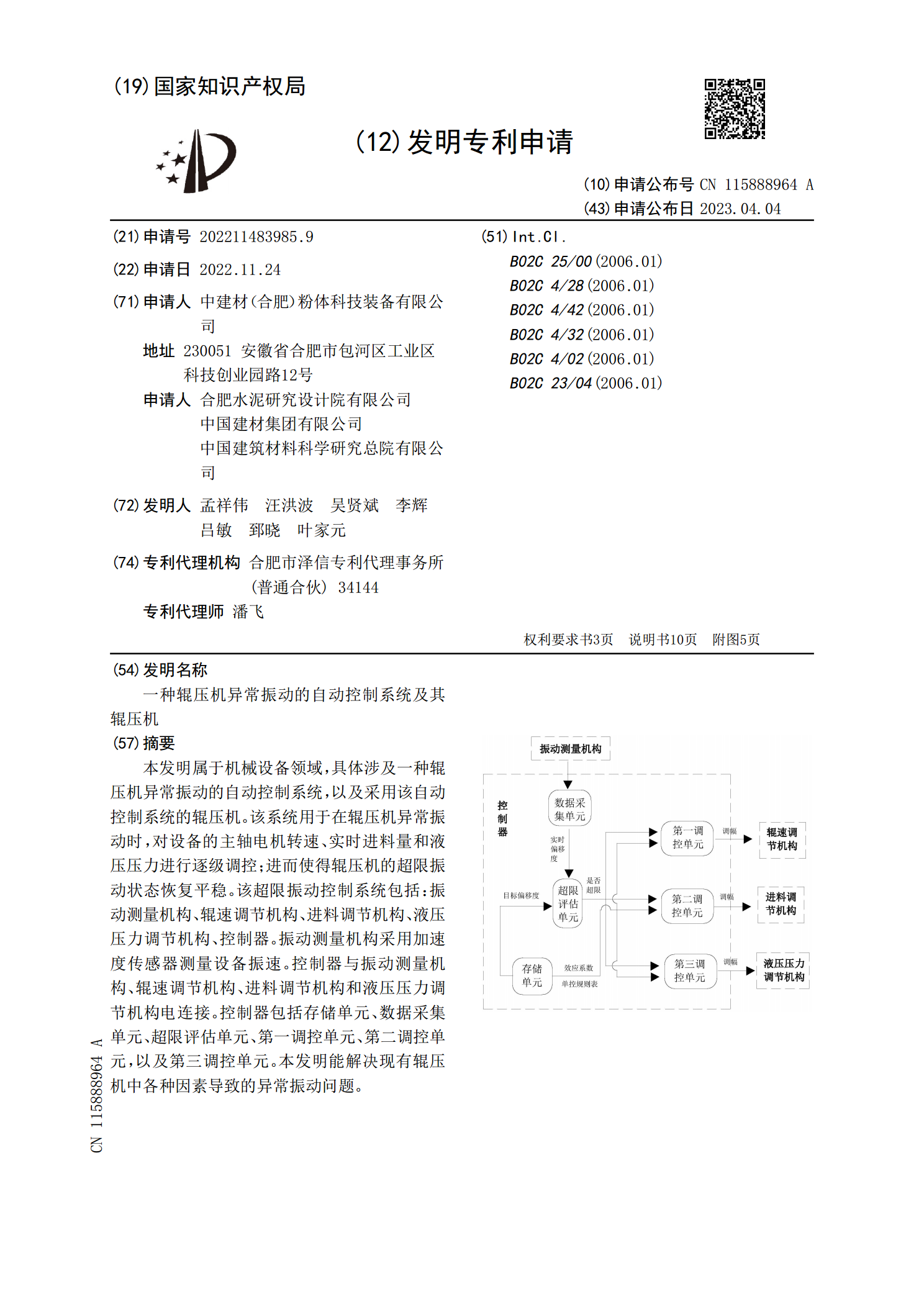
本发明属于机械设备领域,具体涉及一种辊压机异常振动的自动控制系统,以及采用该自动控制系统的辊压机。该系统用于在辊压机异常振动时,对设备的主轴电机转速、实时进料量和液压压力进行逐级调控;进而使得辊压机的超限振动状态恢复平稳。该超限振动控制系统包括:振动测量机构、辊速调节机构、进料调节机构、液压压力调节机构、控制器。振动测量机构采用加速度传感器测量设备振速。控制器与振动测量机构、辊速调节机构、进料调节机构和液压压力调节机构电连接。控制器包括存储单元、数据采集单元、超限评估单元、第一调控单元、第二调控单元,以及
辊压机和辊压机的辊压方法.pdf
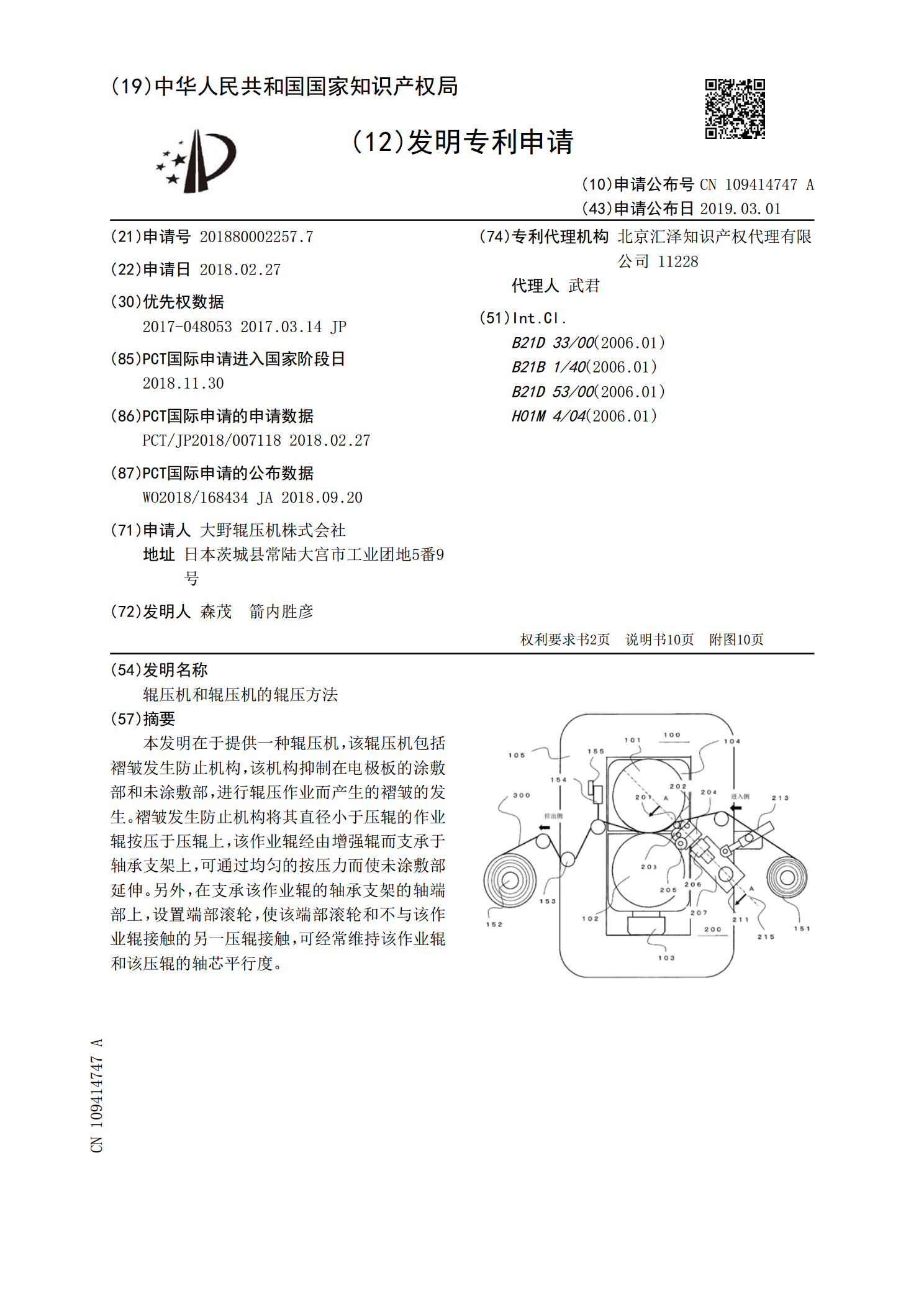
本发明在于提供一种辊压机,该辊压机包括褶皱发生防止机构,该机构抑制在电极板的涂敷部和未涂敷部,进行辊压作业而产生的褶皱的发生。褶皱发生防止机构将其直径小于压辊的作业辊按压于压辊上,该作业辊经由增强辊而支承于轴承支架上,可通过均匀的按压力而使未涂敷部延伸。另外,在支承该作业辊的轴承支架的轴端部上,设置端部滚轮,使该端部滚轮和不与该作业辊接触的另一压辊接触,可经常维持该作业辊和该压辊的轴芯平行度。

辊压机,单传动辊压机.doc
辊压机,单传动辊压机辊压机,又名挤压磨、辊压磨,是国际80年代中期发展起来的新型水泥节能粉磨设备,具有替代能耗高、效率低球磨机预粉磨系统,并且降低钢材消耗及噪声的功能,适用于新厂建设,也可用于老厂技术改造,使球磨机系统产量提高30—50%,经过挤压后的物料料饼中0.08mm细料占20—35%,小于2mm占65—85%,小颗粒的内部结构因受挤压而充满许多微小裂纹,易磨性大为改善。辊面采用热堆焊,耐磨层维修更为方便。辊压机是根据料床粉磨原理设计而成,其主要特征是:高压、满速、满料、料床粉碎。由于辊压机的高压负
一种辊压机辊套及其制造工艺.pdf
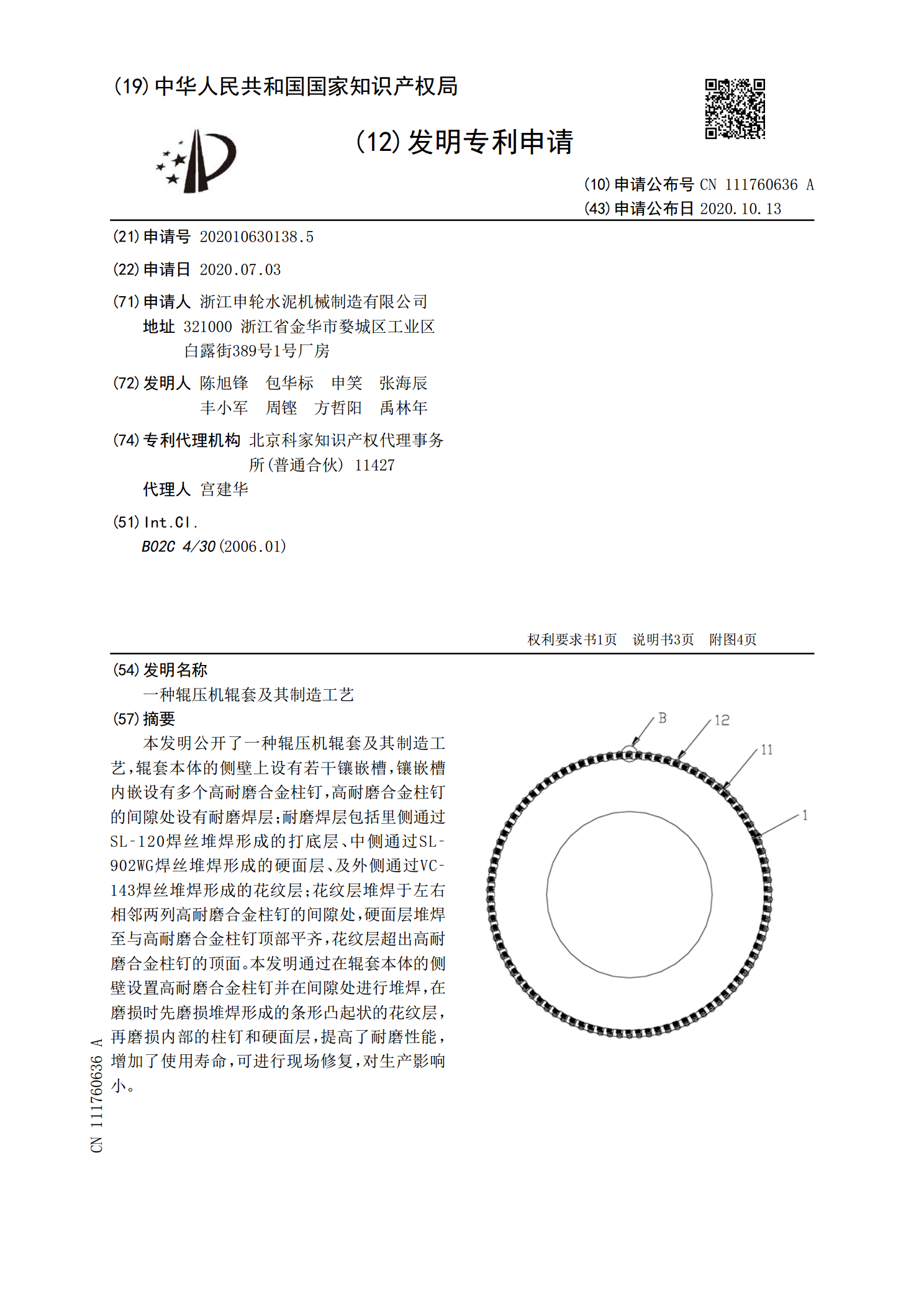
本发明公开了一种辊压机辊套及其制造工艺,辊套本体的侧壁上设有若干镶嵌槽,镶嵌槽内嵌设有多个高耐磨合金柱钉,高耐磨合金柱钉的间隙处设有耐磨焊层;耐磨焊层包括里侧通过SL‑120焊丝堆焊形成的打底层、中侧通过SL‑902WG焊丝堆焊形成的硬面层、及外侧通过VC‑143焊丝堆焊形成的花纹层;花纹层堆焊于左右相邻两列高耐磨合金柱钉的间隙处,硬面层堆焊至与高耐磨合金柱钉顶部平齐,花纹层超出高耐磨合金柱钉的顶面。本发明通过在辊套本体的侧壁设置高耐磨合金柱钉并在间隙处进行堆焊,在磨损时先磨损堆焊形成的条形凸起状的花纹层
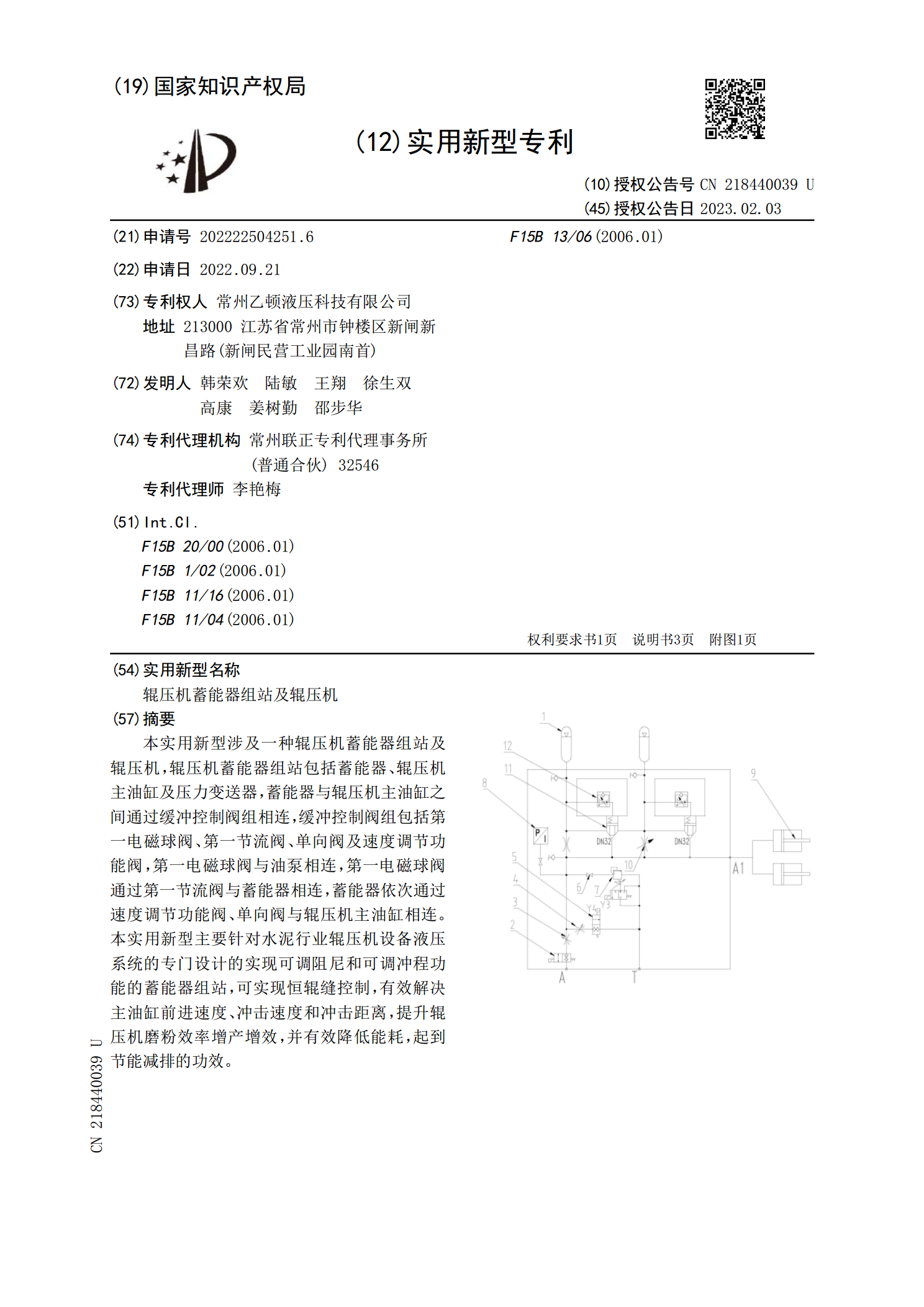
辊压机蓄能器组站及辊压机.pdf
本实用新型涉及一种辊压机蓄能器组站及辊压机,辊压机蓄能器组站包括蓄能器、辊压机主油缸及压力变送器,蓄能器与辊压机主油缸之间通过缓冲控制阀组相连,缓冲控制阀组包括第一电磁球阀、第一节流阀、单向阀及速度调节功能阀,第一电磁球阀与油泵相连,第一电磁球阀通过第一节流阀与蓄能器相连,蓄能器依次通过速度调节功能阀、单向阀与辊压机主油缸相连。本实用新型主要针对水泥行业辊压机设备液压系统的专门设计的实现可调阻尼和可调冲程功能的蓄能器组站,可实现恒辊缝控制,有效解决主油缸前进速度、冲击速度和冲击距离,提升辊压机磨粉效率增产