
一种底厢焊接工装.pdf

fu****级甜


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种底厢焊接工装.pdf
本发明公开了一种底厢焊接工装,包括焊接固定装置,焊接固定装置包括由横撑和纵撑组成的限位框架,两侧的横撑上设置随行工装顶紧气缸形成对随行工装的上限位,并且横撑通过连接座与变位机连接,连接座底部设置下支座,下支座形成对随行工装的下限位;纵撑设置底厢顶紧气缸,底厢顶紧气缸的伸出端连接横梁,横梁沿长度方向均布顶紧支座形成对底板单体上限位。本发明公开的本发明公开的一种底厢焊接工装,与现有技术相比,在焊接过程中,将随行工装、底厢和焊接工装设计为“三明治”的焊接结构,控制底厢焊接中产生的变形,满足机器人焊接的精度要求。
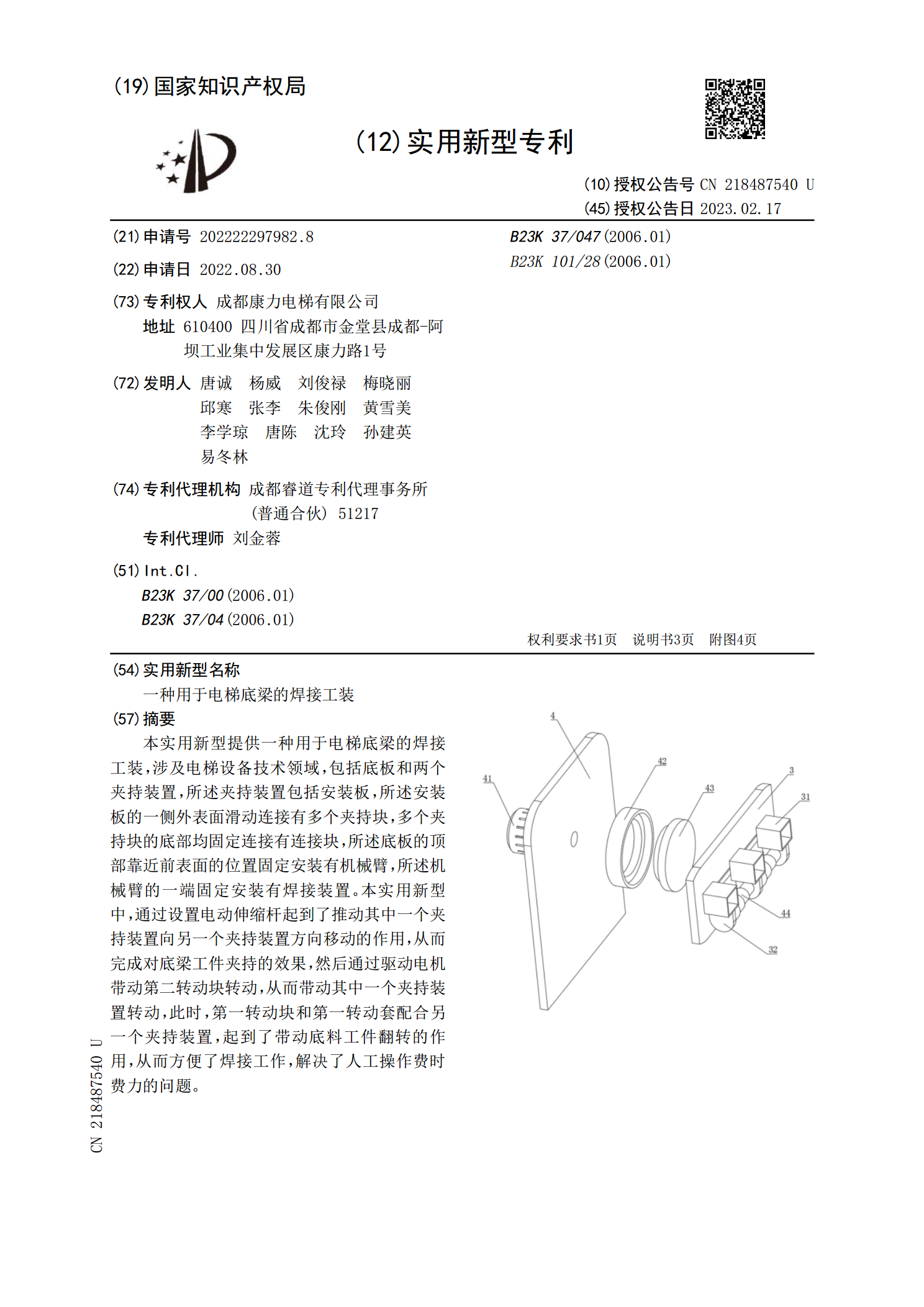
一种用于电梯底梁的焊接工装.pdf
本实用新型提供一种用于电梯底梁的焊接工装,涉及电梯设备技术领域,包括底板和两个夹持装置,所述夹持装置包括安装板,所述安装板的一侧外表面滑动连接有多个夹持块,多个夹持块的底部均固定连接有连接块,所述底板的顶部靠近前表面的位置固定安装有机械臂,所述机械臂的一端固定安装有焊接装置。本实用新型中,通过设置电动伸缩杆起到了推动其中一个夹持装置向另一个夹持装置方向移动的作用,从而完成对底梁工件夹持的效果,然后通过驱动电机带动第二转动块转动,从而带动其中一个夹持装置转动,此时,第一转动块和第一转动套配合另一个夹持装置,
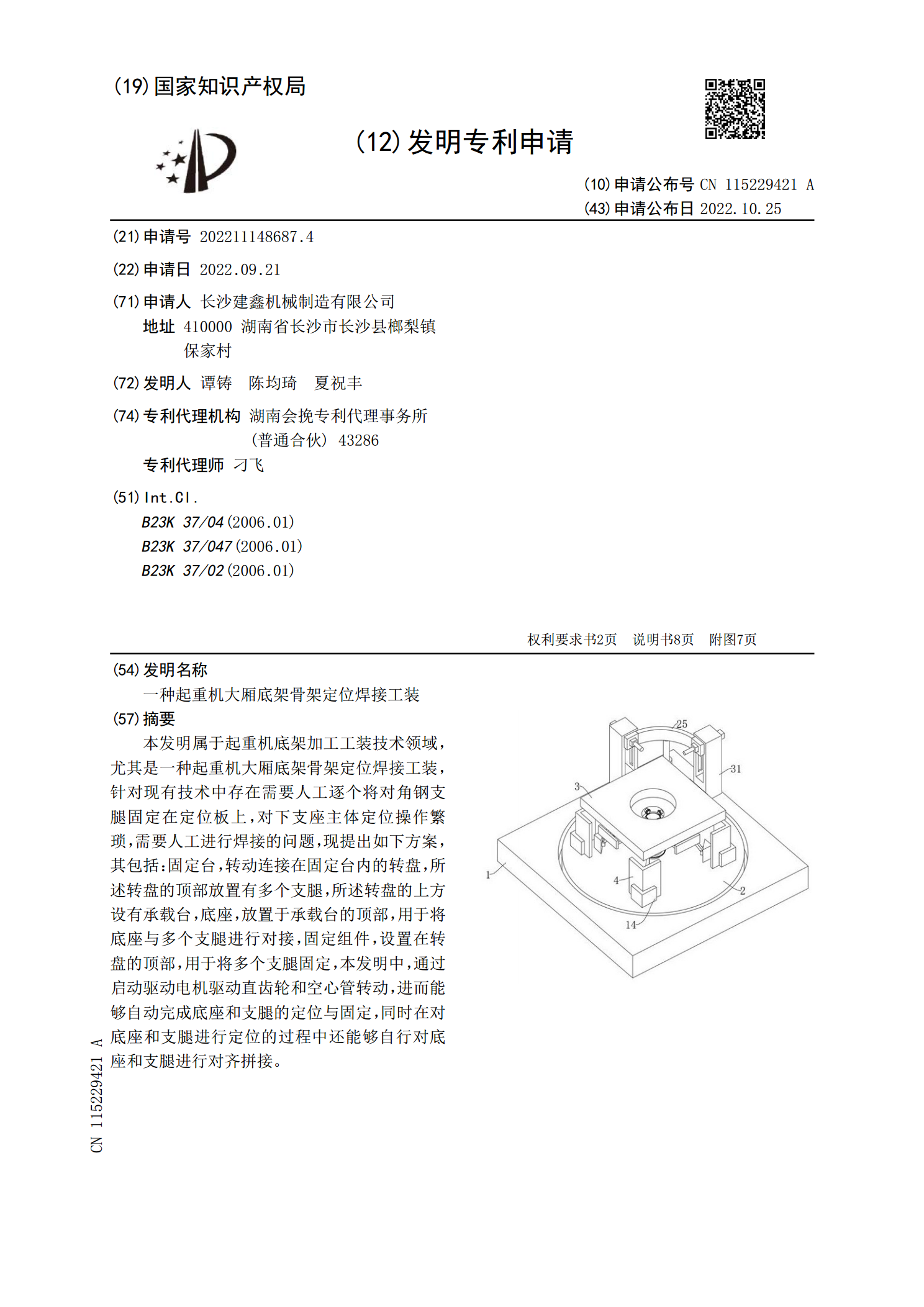
一种起重机大厢底架骨架定位焊接工装.pdf
本发明属于起重机底架加工工装技术领域,尤其是一种起重机大厢底架骨架定位焊接工装,针对现有技术中存在需要人工逐个将对角钢支腿固定在定位板上,对下支座主体定位操作繁琐,需要人工进行焊接的问题,现提出如下方案,其包括:固定台,转动连接在固定台内的转盘,所述转盘的顶部放置有多个支腿,所述转盘的上方设有承载台,底座,放置于承载台的顶部,用于将底座与多个支腿进行对接,固定组件,设置在转盘的顶部,用于将多个支腿固定,本发明中,通过启动驱动电机驱动直齿轮和空心管转动,进而能够自动完成底座和支腿的定位与固定,同时在对底座和

一种声测管加工用底盖焊接辅助工装.pdf
本发明涉及声测管加工技术领域,具体为一种声测管加工用底盖焊接辅助工装,包括底座,底座的顶端靠两侧的位置均安装有支撑柱,两组支撑柱的内部均设置有两组滚珠轴承,对应两组滚珠轴承的内壁分别与对应放置管的外表面相固定,两组放置管的内壁靠一侧的位置均安装有承托座,底座的顶端靠中间的位置安装有安装箱,底座的顶端靠安装箱两侧的位置均安装有支撑杆,两组放置管的一侧靠顶端的位置均安装有上弧形板,两组上弧形板的内部均活动螺接有螺杆。通过电机、主动齿轮、从动齿轮、转杆、第二皮带轮、第一皮带轮和传动带等零部件设置配合下可有效解决
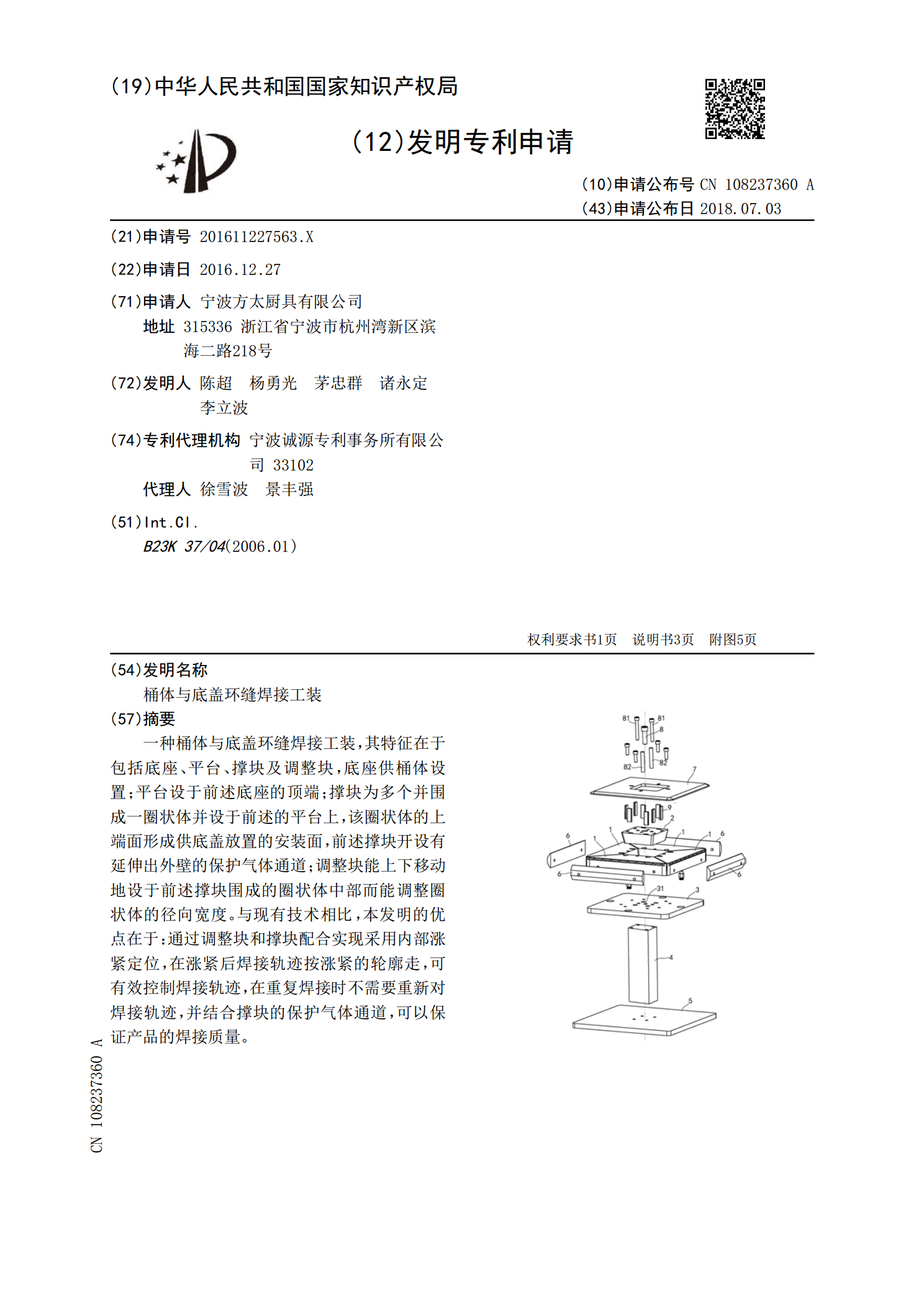
桶体与底盖环缝焊接工装.pdf
一种桶体与底盖环缝焊接工装,其特征在于包括底座、平台、撑块及调整块,底座供桶体设置;平台设于前述底座的顶端;撑块为多个并围成一圈状体并设于前述的平台上,该圈状体的上端面形成供底盖放置的安装面,前述撑块开设有延伸出外壁的保护气体通道;调整块能上下移动地设于前述撑块围成的圈状体中部而能调整圈状体的径向宽度。与现有技术相比,本发明的优点在于:通过调整块和撑块配合实现采用内部涨紧定位,在涨紧后焊接轨迹按涨紧的轮廓走,可有效控制焊接轨迹,在重复焊接时不需要重新对焊接轨迹,并结合撑块的保护气体通道,可以保证产品的焊接