
预制直埋保温管生产用抛丸装置及其使用方法.pdf

白凡****12

1/10

2/10

3/10

4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

预制直埋保温管生产用抛丸装置及其使用方法.pdf
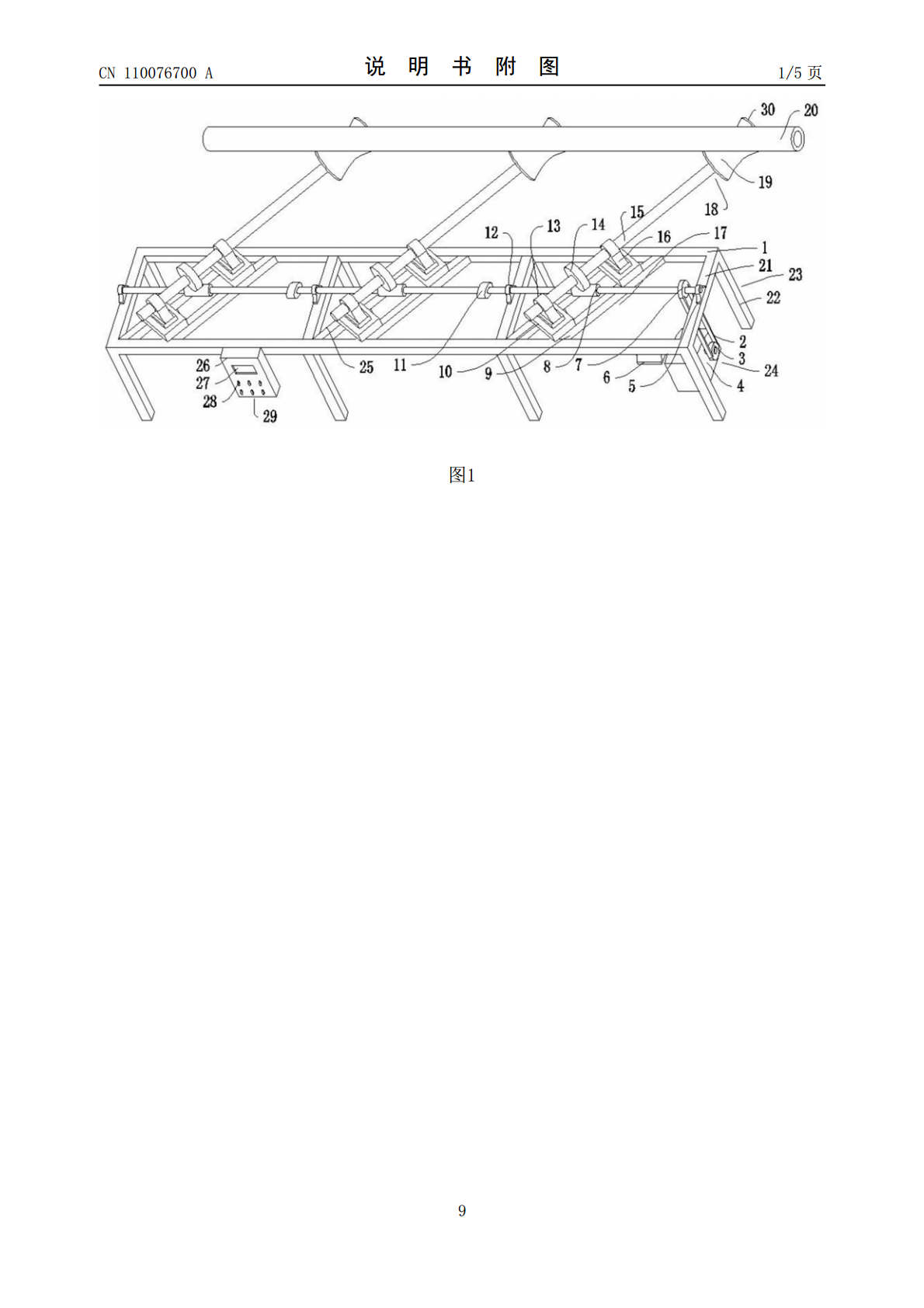
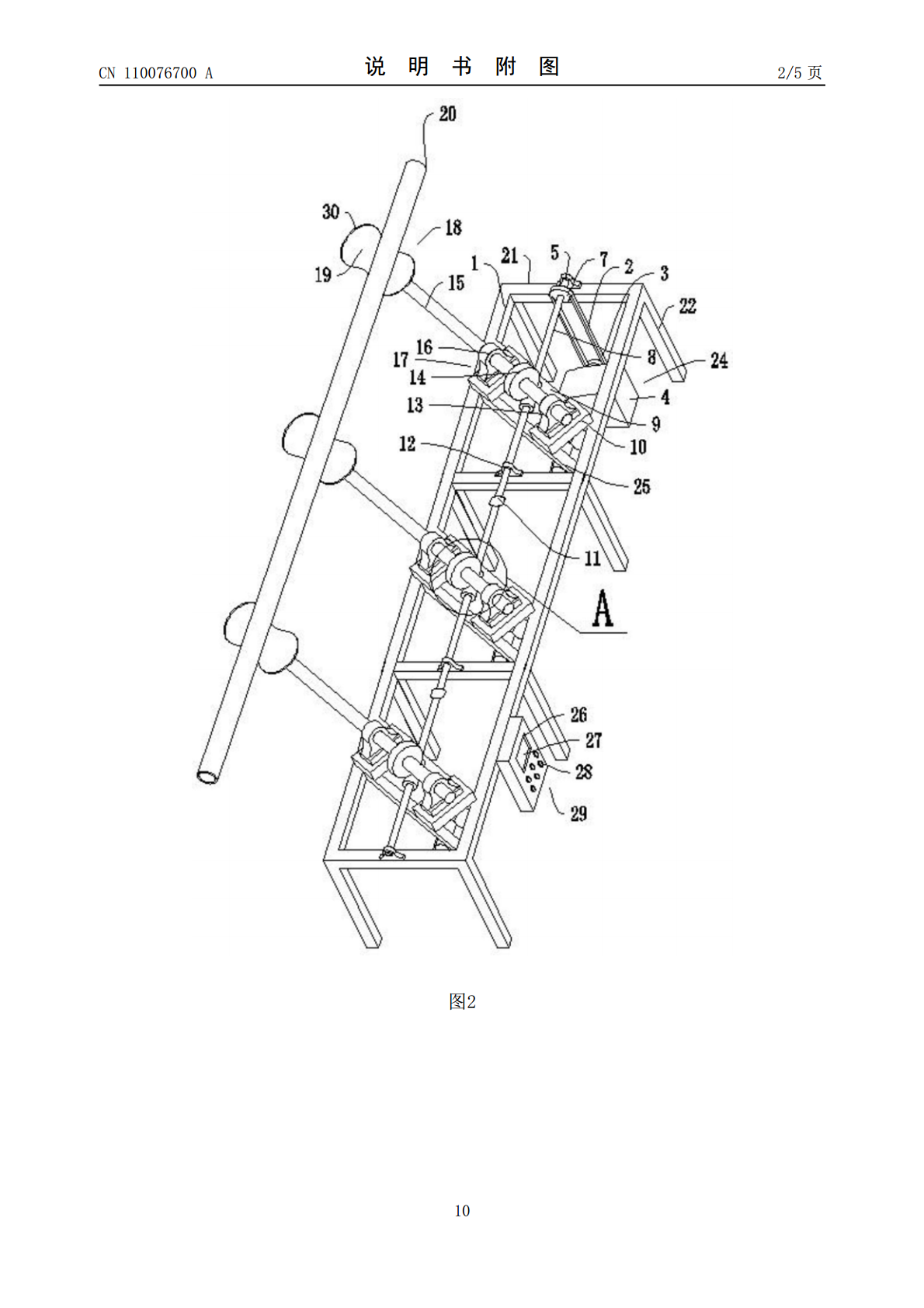
本发明公开了预制直埋保温管生产用抛丸装置及其使用方法,包括支撑机构、传输机构、还包括控制机构、承载机构,所述支撑机构包括横杆、连接杆,两个所述横杆之间设置有所述连接杆,所述横杆的下方设置有支腿,所述连接杆上设置有第一安装座,所述第一安装座上设置有所述承载机构,所述承载机构包括螺杆、斜齿轮,所述螺杆上设置有所述传输机构。本发明采用螺杆与斜齿轮相啮合的方式来传递运动,避免采用链条带动链轮传递,不但减少了零部件的使用,降低了成本开支,减少了能量的损耗,而且使装置自然形成了上下结构的垂直式分布,大大节省了空间,提

直埋式预制保温管.docx
直埋式预制保温管制作流程:钢管除锈T聚氨酯发泡T成形T成品检测-入库1、除锈2、穿管及支架捆扎:A、按芯管和保温层选定的HDPE外护管t穿管机V型槽。B、除锈处理后的钢管T输管机T穿管机托辊输送段T分段捆扎支架(1.5米/段)t将捆扎好支架芯管穿入V型槽上的HDPE外护管内直至芯管两端裸露部分均为15cm或20cm。C、将符合芯管直径和保温层厚度的卡头(内涨或外卡)封堵在管道两端并将其锁紧(拉紧)。注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。3、聚氨酯浇注:调整高压发泡机的
直埋式预制保温管.docx
直埋式预制保温管制作流程:钢管除锈T聚氨酯发泡T成形T成品检测-入库1、除锈2、穿管及支架捆扎:A、按芯管和保温层选定的HDPE外护管t穿管机V型槽。B、除锈处理后的钢管T输管机T穿管机托辊输送段T分段捆扎支架(1.5米/段)t将捆扎好支架芯管穿入V型槽上的HDPE外护管内直至芯管两端裸露部分均为15cm或20cm。C、将符合芯管直径和保温层厚度的卡头(内涨或外卡)封堵在管道两端并将其锁紧(拉紧)。注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。3、聚氨酯浇注:调整高压发泡机的

一种预制直埋保温管连接装置.pdf
本发明公开了一种预制直埋保温管连接装置,包括两个并排设置的定位车,定位车的内部下方开设有容纳孔,且容纳孔的内部下方以及容纳孔的两侧均安装有支承机构,且两个定位车的上方设有上安装箱,其中一个定位车固接在上安装箱的下表面一侧,上安装箱的内部另一侧安装有单向推力机构,单向推力机构的动力输出端下方固接有转轴,本发明设置了支承机构,支承机构能够弹性支撑住管道,便于推动定位车到达管道另一端进行连接,本发明其中一个定位车是采用转轴与上安装箱连接的,进而此定位车能够发生旋转,便于管道插入以及有角度连接,本发明设置了单向推

预制直埋保温管技术要求.pdf
预制直埋保温管技术要求保温管1管道工作钢管管径DN≤250mm,采用无缝钢管,材质为20钢,执行标准为GB8163-2008;2工作钢管公称直径DN>250mm,采用螺旋焊接钢管,材质为Q235-B,执行标准为GB/;螺旋焊接钢管必须采用卷板;钢管壁厚不允许负偏差;2聚乙烯外护管发泡前后外径增大率不大于2%;3预期寿命保温管应能在135℃下连续工作至少30年,并提供相应老化试验报告,聚氨酯保温层要能耐150℃的瞬时峰值而无碳化和变形,并提供国家认可的检测部门出具的预制型式检测报告;保温管道应具有抗蠕变性能