
一种含Er高强耐蚀6系铝合金制备方法.pdf

鸿朗****ka

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种含Er高强耐蚀6系铝合金制备方法.pdf
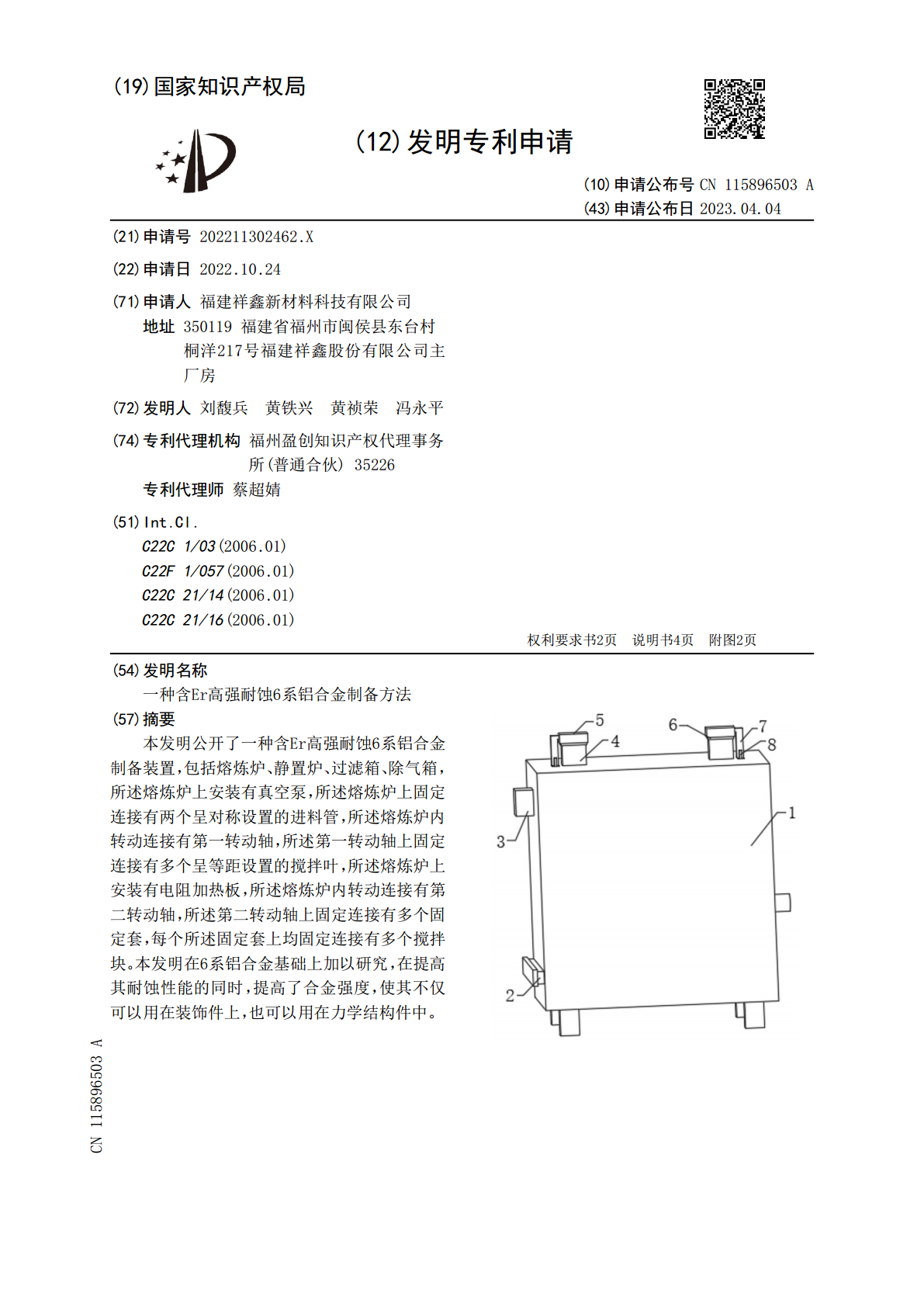
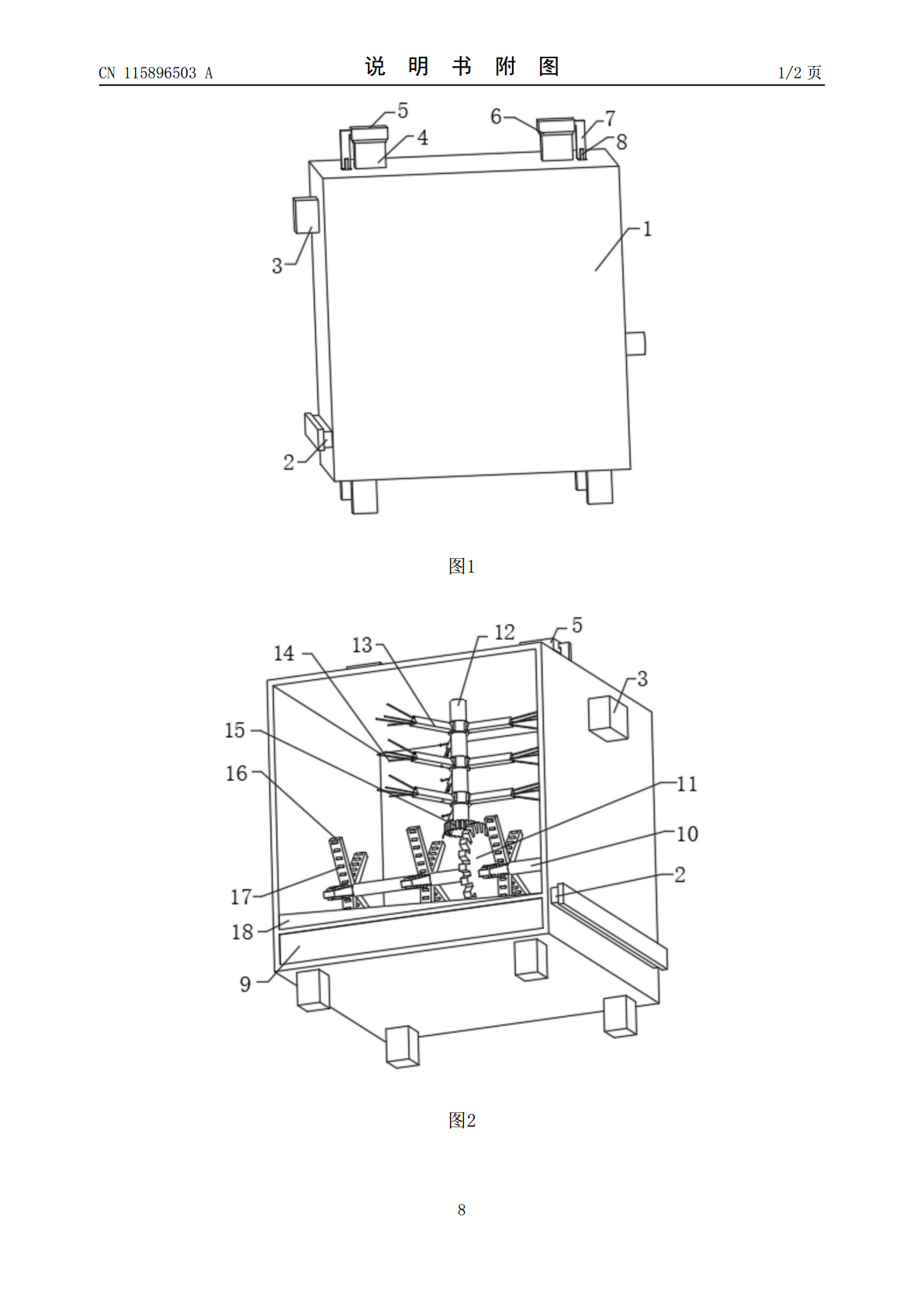
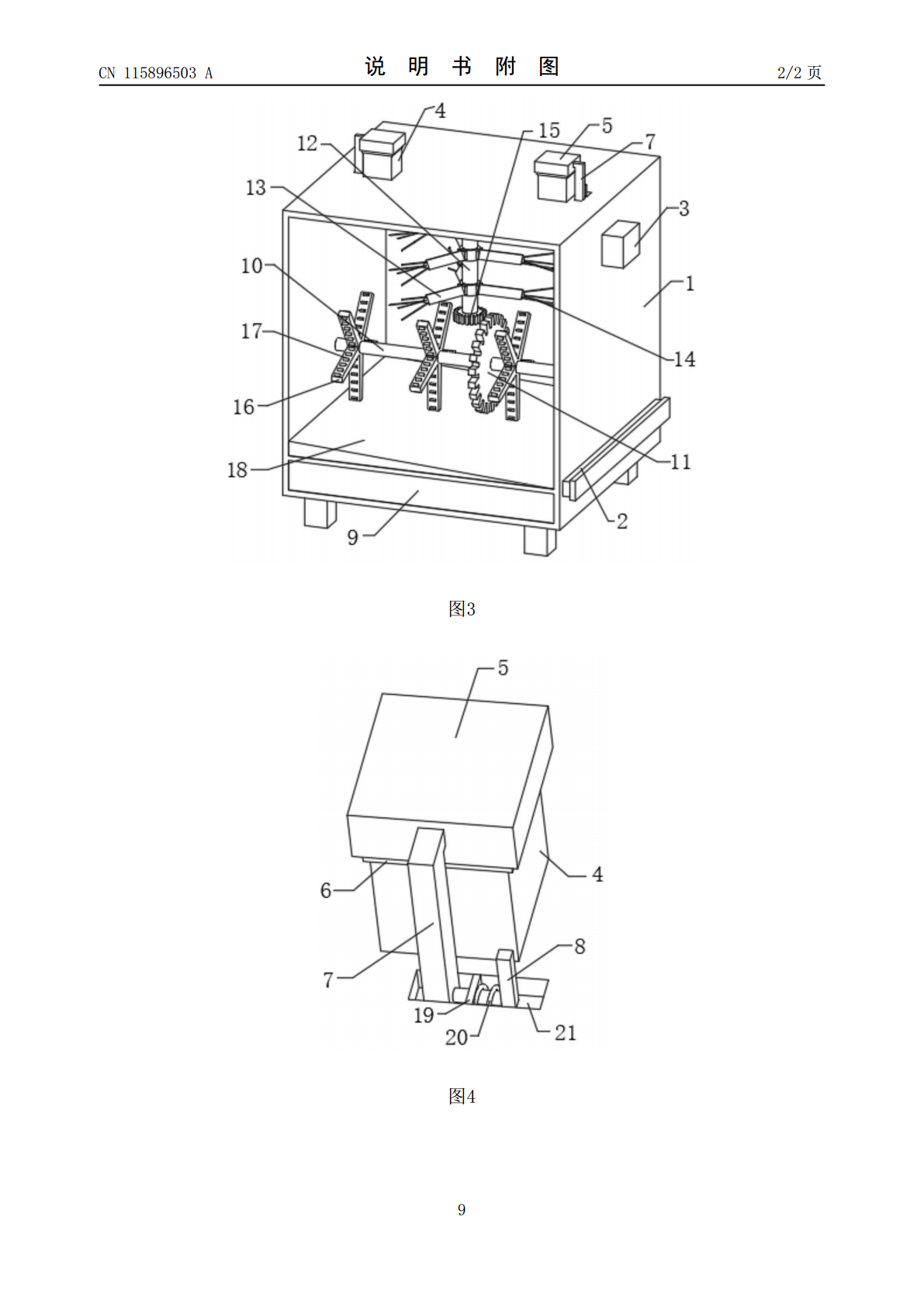
本发明公开了一种含Er高强耐蚀6系铝合金制备装置,包括熔炼炉、静置炉、过滤箱、除气箱,所述熔炼炉上安装有真空泵,所述熔炼炉上固定连接有两个呈对称设置的进料管,所述熔炼炉内转动连接有第一转动轴,所述第一转动轴上固定连接有多个呈等距设置的搅拌叶,所述熔炼炉上安装有电阻加热板,所述熔炼炉内转动连接有第二转动轴,所述第二转动轴上固定连接有多个固定套,每个所述固定套上均固定连接有多个搅拌块。本发明在6系铝合金基础上加以研究,在提高其耐蚀性能的同时,提高了合金强度,使其不仅可以用在装饰件上,也可以用在力学结构件中。
一种船舶用高强耐蚀铝合金板材及其制备方法.pdf
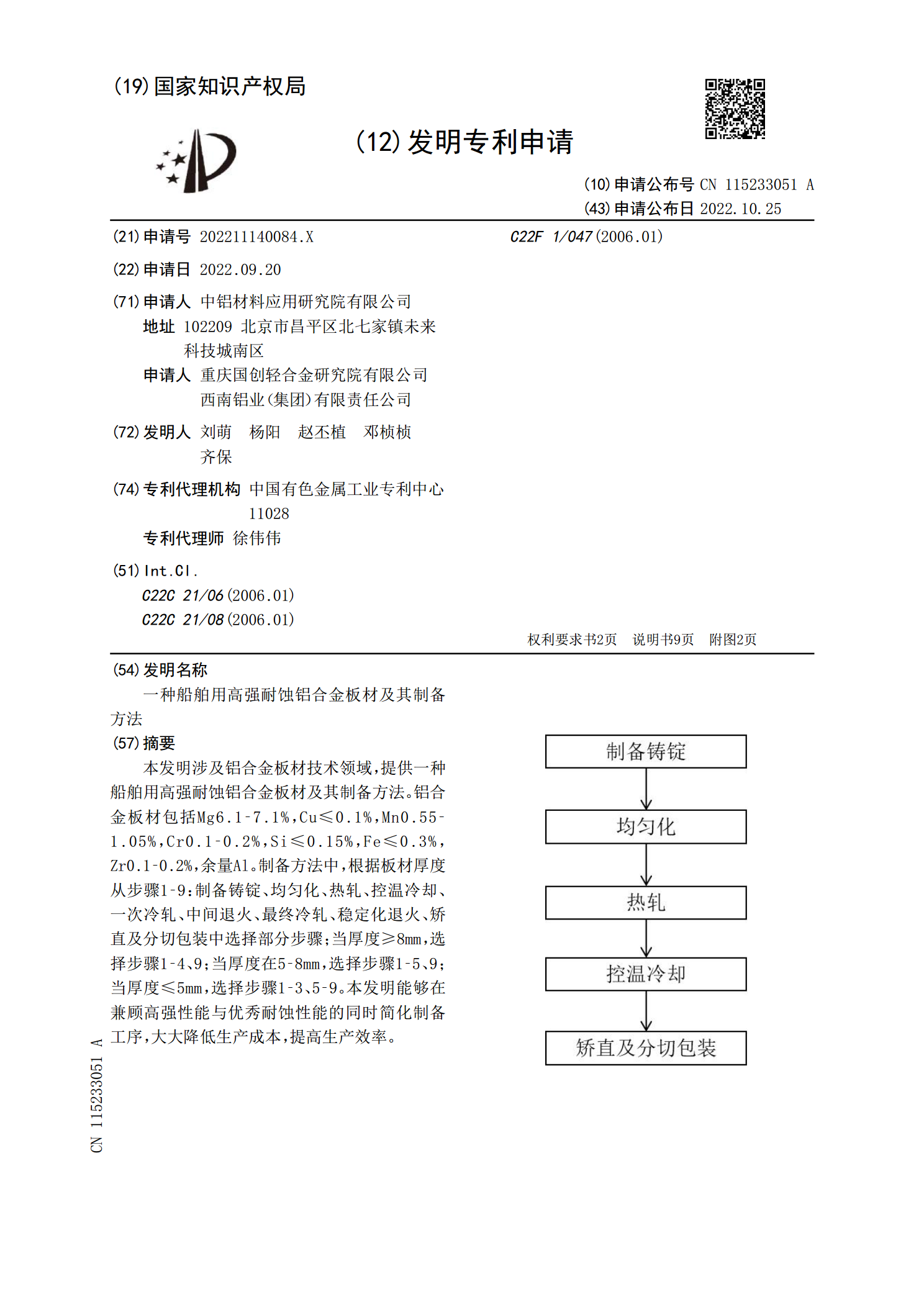
本发明涉及铝合金板材技术领域,提供一种船舶用高强耐蚀铝合金板材及其制备方法。铝合金板材包括Mg6.1?7.1%,Cu≤0.1%,Mn0.55?1.05%,Cr0.1?0.2%,Si≤0.15%,Fe≤0.3%,Zr0.1?0.2%,余量Al。制备方法中,根据板材厚度从步骤1?9:制备铸锭、均匀化、热轧、控温冷却、一次冷轧、中间退火、最终冷轧、稳定化退火、矫直及分切包装中选择部分步骤;当厚度≥8mm,选择步骤1?4、9;当厚度在5?8mm,选择步骤1?5、9;当厚度≤5mm,选择步骤1?3、5?9。本发明能
一种耐蚀性、高强度的铝合金及其制备方法.pdf
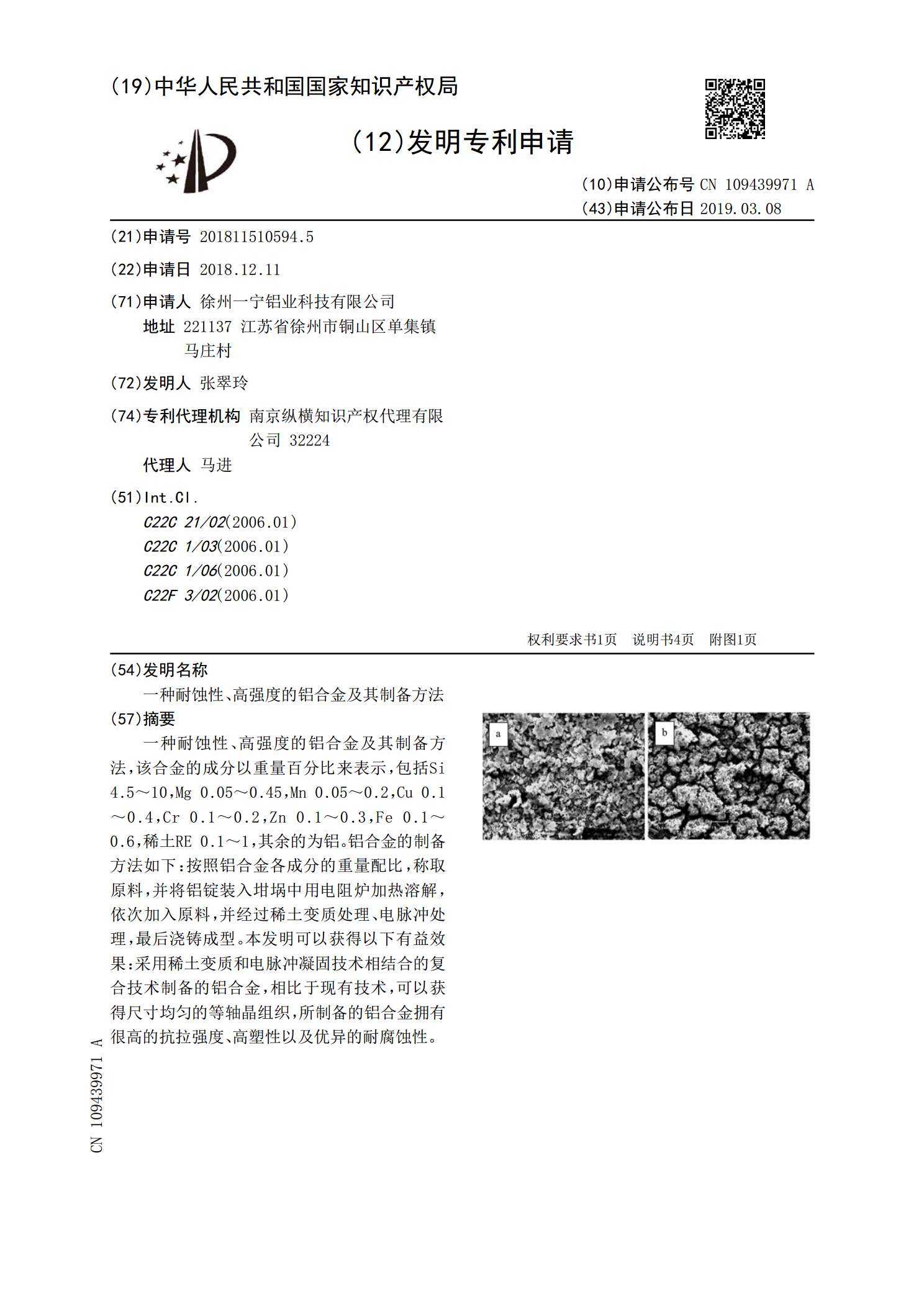
一种耐蚀性、高强度的铝合金及其制备方法,该合金的成分以重量百分比来表示,包括Si4.5~10,Mg0.05~0.45,Mn0.05~0.2,Cu0.1~0.4,Cr0.1~0.2,Zn0.1~0.3,Fe0.1~0.6,稀土RE0.1~1,其余的为铝。铝合金的制备方法如下:按照铝合金各成分的重量配比,称取原料,并将铝锭装入坩埚中用电阻炉加热溶解,依次加入原料,并经过稀土变质处理、电脉冲处理,最后浇铸成型。本发明可以获得以下有益效果:采用稀土变质和电脉冲凝固技术相结合的复合技术制备的铝合金,
一种高强铝合金的制备方法及高强铝合金.pdf
本发明公开了一种高强铝合金的制备方法及高强铝合金,将铝合金母合金锭在熔炉中熔化后,将Al10Sr及AlTi5CB中间合金锭加入熔体中,AlTi5CB中间合金添加量为母合金锭总重的1?2%;搅拌、通干燥氮气喷吹10分钟,温度保持在720?740℃;静置10?20分钟后在金属型模具中进行浇注得到铸件。本发明提供的高强铝合金,合金通过添加Sr、Ti、C、B元素,控制Fe、Cu、Zn含量在低水平,适当提高Mg含量,来提高铝合金的强度,并保证铝合金的塑性指标;本发明所添加的C、B元素,可在熔体中形成的弥散分布的Ti
一种高强铝合金的制备方法及高强铝合金.pdf
本发明公开了一种高强铝合金的制备方法及高强铝合金,将铝合金母合金锭在熔炉中熔化后,将Al10Sr及AlTi5CB中间合金锭加入熔体中,AlTi5CB中间合金添加量为母合金锭总重的1?2%;搅拌、通干燥氮气喷吹10分钟,温度保持在720?740℃;静置10?20分钟后在金属型模具中进行浇注得到铸件。本发明提供的高强铝合金,合金通过添加Sr、Ti、C、B元素,控制Fe、Cu、Zn含量在低水平,适当提高Mg含量,来提高铝合金的强度,并保证铝合金的塑性指标;本发明所添加的C、B元素,可在熔体中形成的弥散分布的Ti