
轴承沟道油孔加工工装.pdf

论文****酱吖

1/10
2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

轴承沟道油孔加工工装.pdf
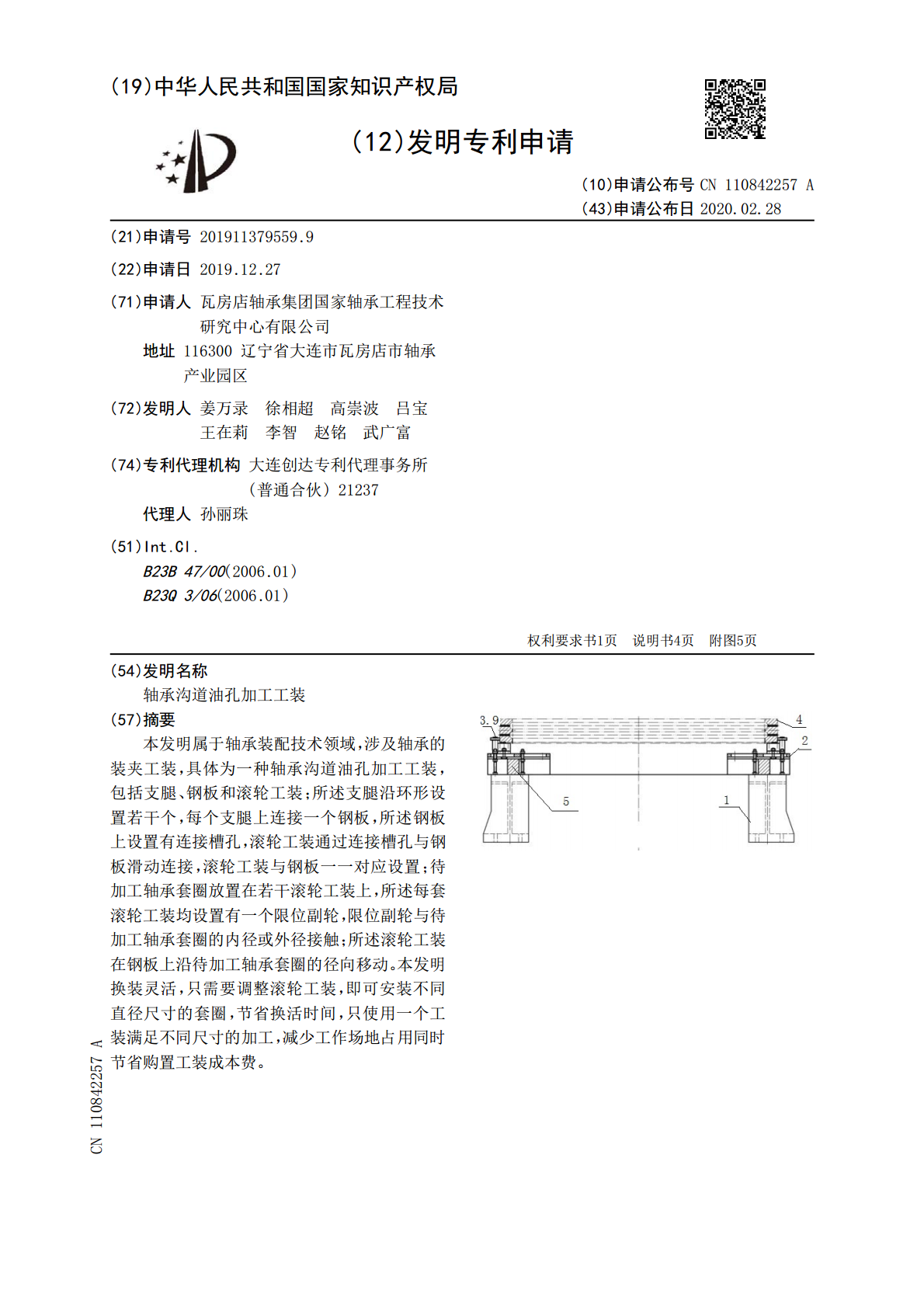
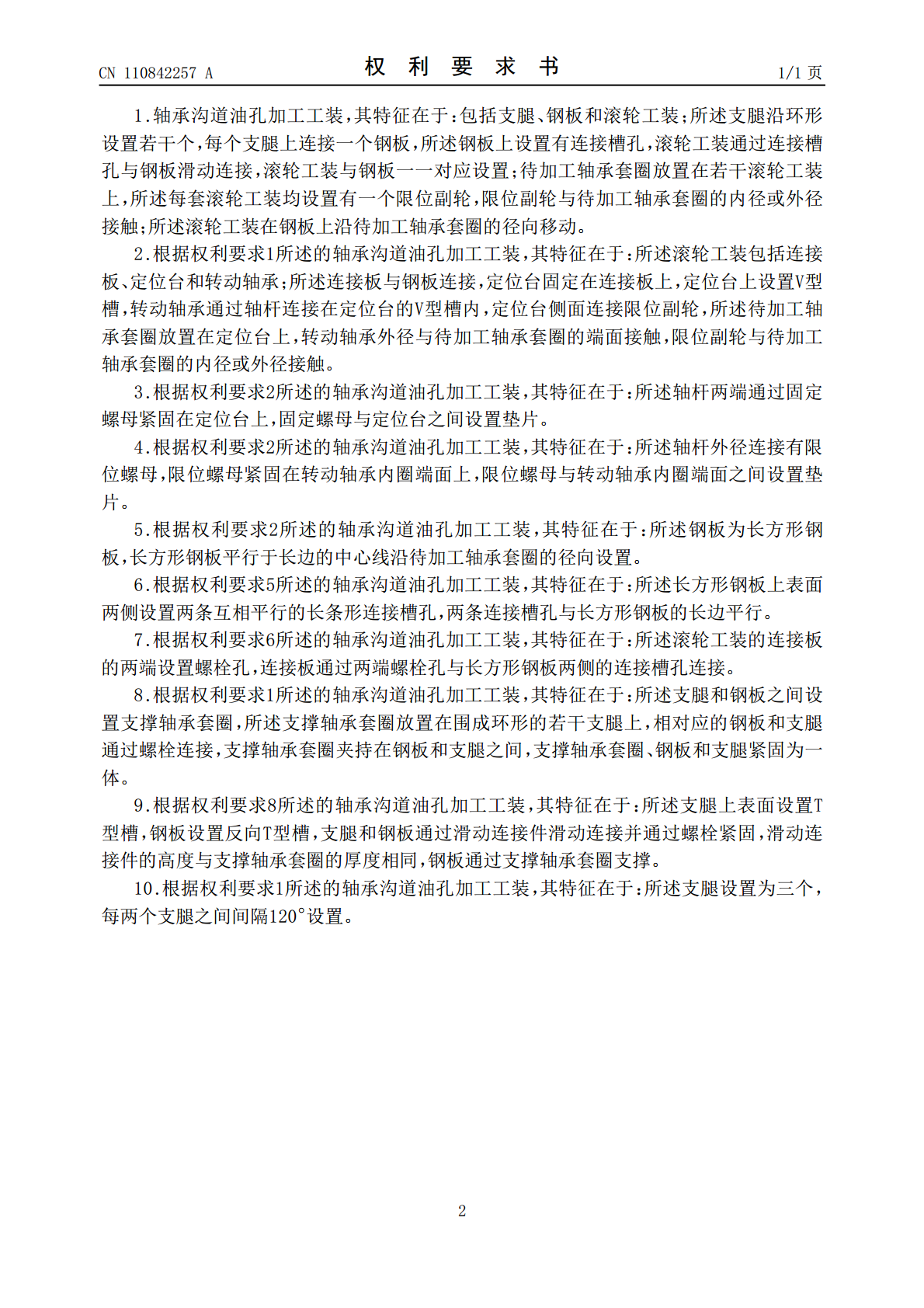
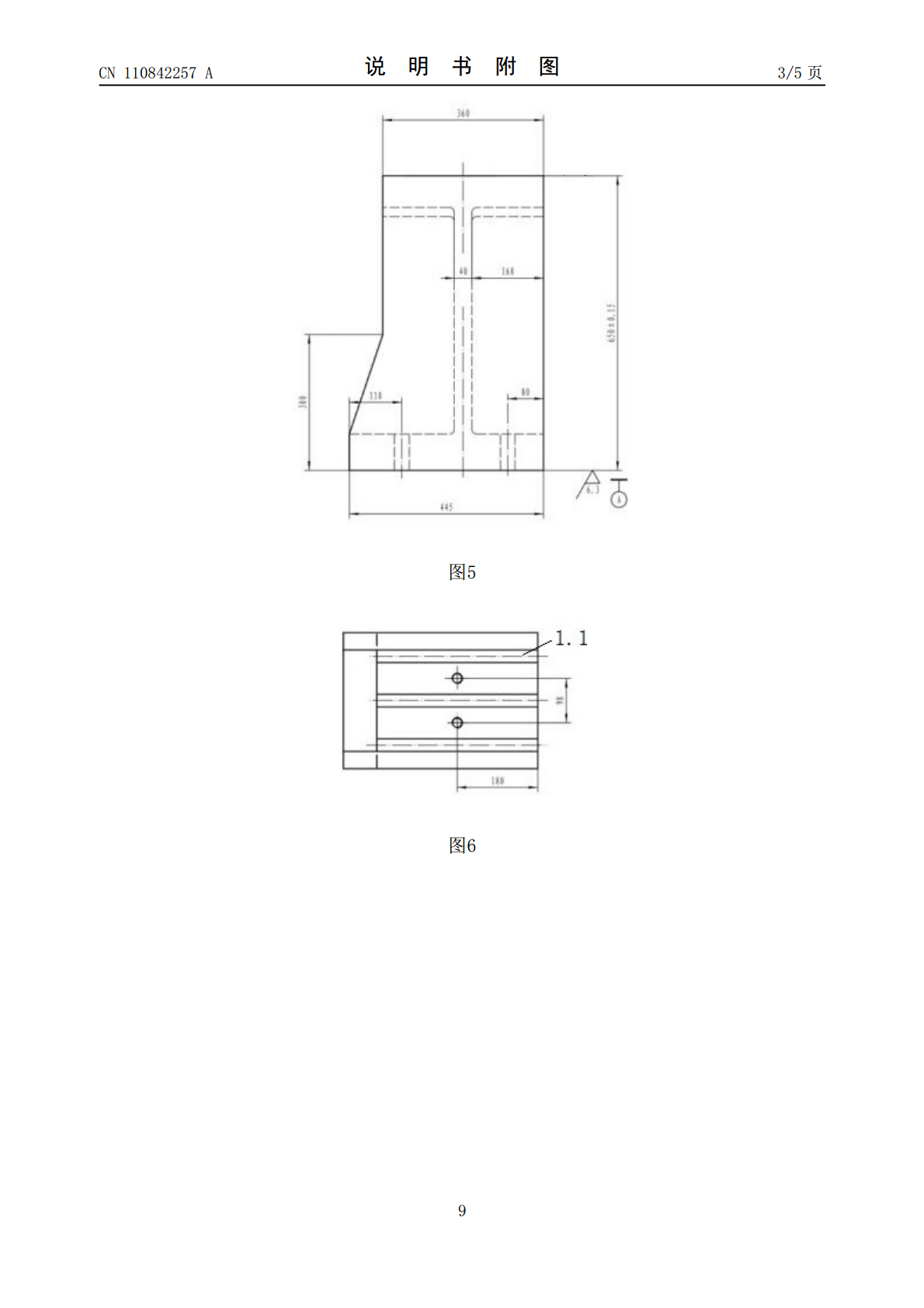
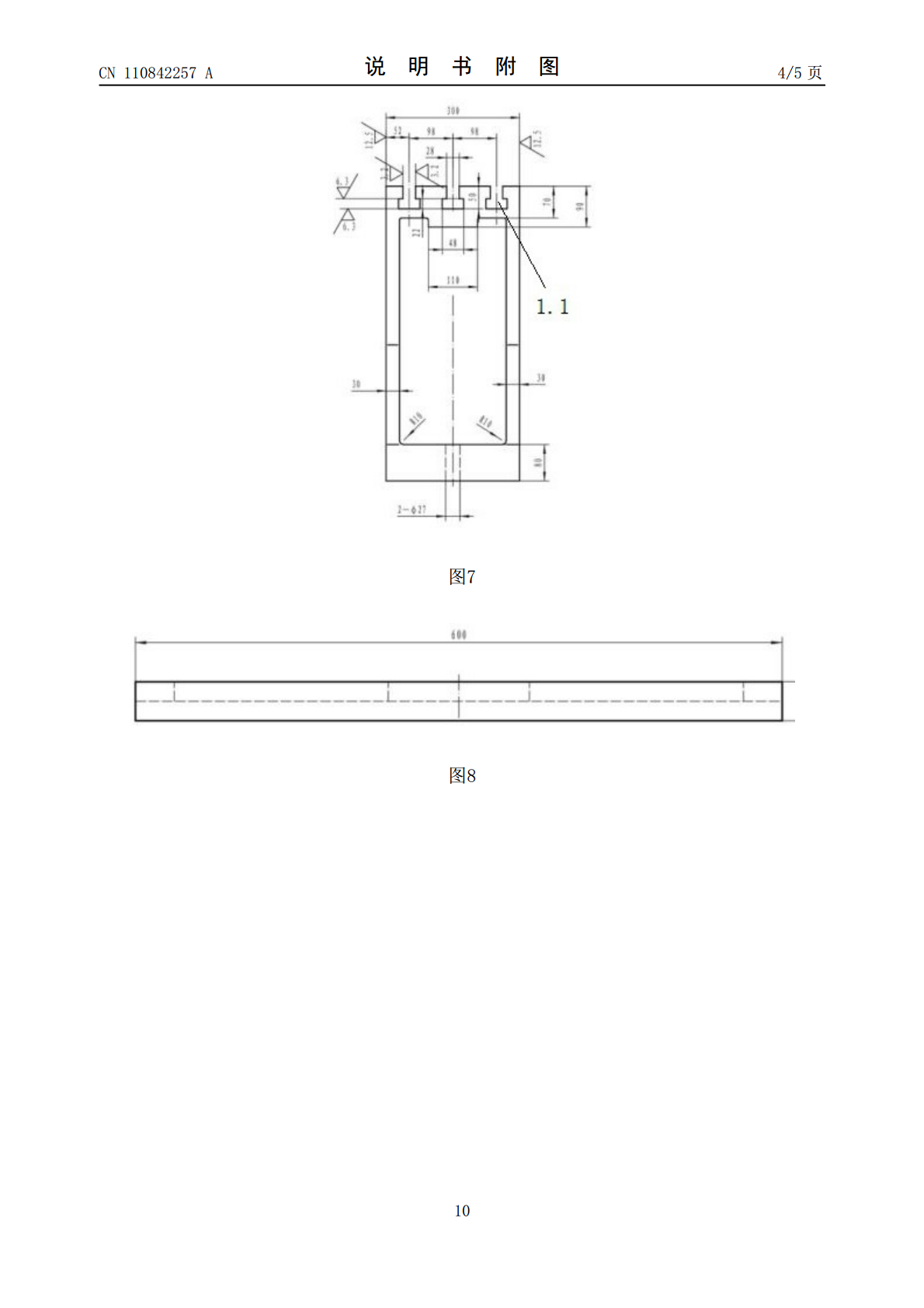
本发明属于轴承装配技术领域,涉及轴承的装夹工装,具体为一种轴承沟道油孔加工工装,包括支腿、钢板和滚轮工装;所述支腿沿环形设置若干个,每个支腿上连接一个钢板,所述钢板上设置有连接槽孔,滚轮工装通过连接槽孔与钢板滑动连接,滚轮工装与钢板一一对应设置;待加工轴承套圈放置在若干滚轮工装上,所述每套滚轮工装均设置有一个限位副轮,限位副轮与待加工轴承套圈的内径或外径接触;所述滚轮工装在钢板上沿待加工轴承套圈的径向移动。本发明换装灵活,只需要调整滚轮工装,即可安装不同直径尺寸的套圈,节省换活时间,只使用一个工装满足不同
一种轴承套圈油孔加工装置.pdf
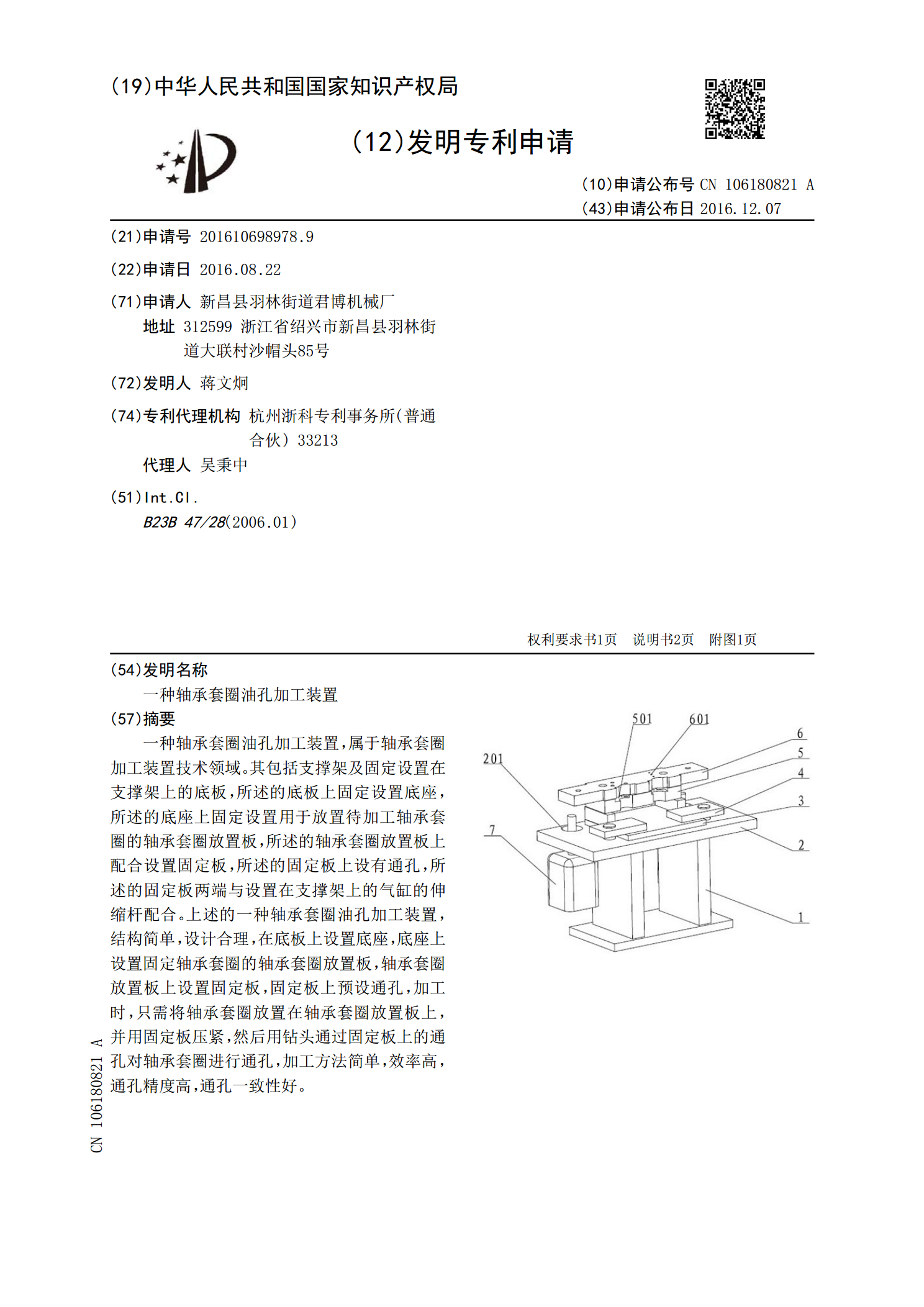
一种轴承套圈油孔加工装置,属于轴承套圈加工装置技术领域。其包括支撑架及固定设置在支撑架上的底板,所述的底板上固定设置底座,所述的底座上固定设置用于放置待加工轴承套圈的轴承套圈放置板,所述的轴承套圈放置板上配合设置固定板,所述的固定板上设有通孔,所述的固定板两端与设置在支撑架上的气缸的伸缩杆配合。上述的一种轴承套圈油孔加工装置,结构简单,设计合理,在底板上设置底座,底座上设置固定轴承套圈的轴承套圈放置板,轴承套圈放置板上设置固定板,固定板上预设通孔,加工时,只需将轴承套圈放置在轴承套圈放置板上,并用固定板压
一种轴承内圈沟道加工装置.pdf
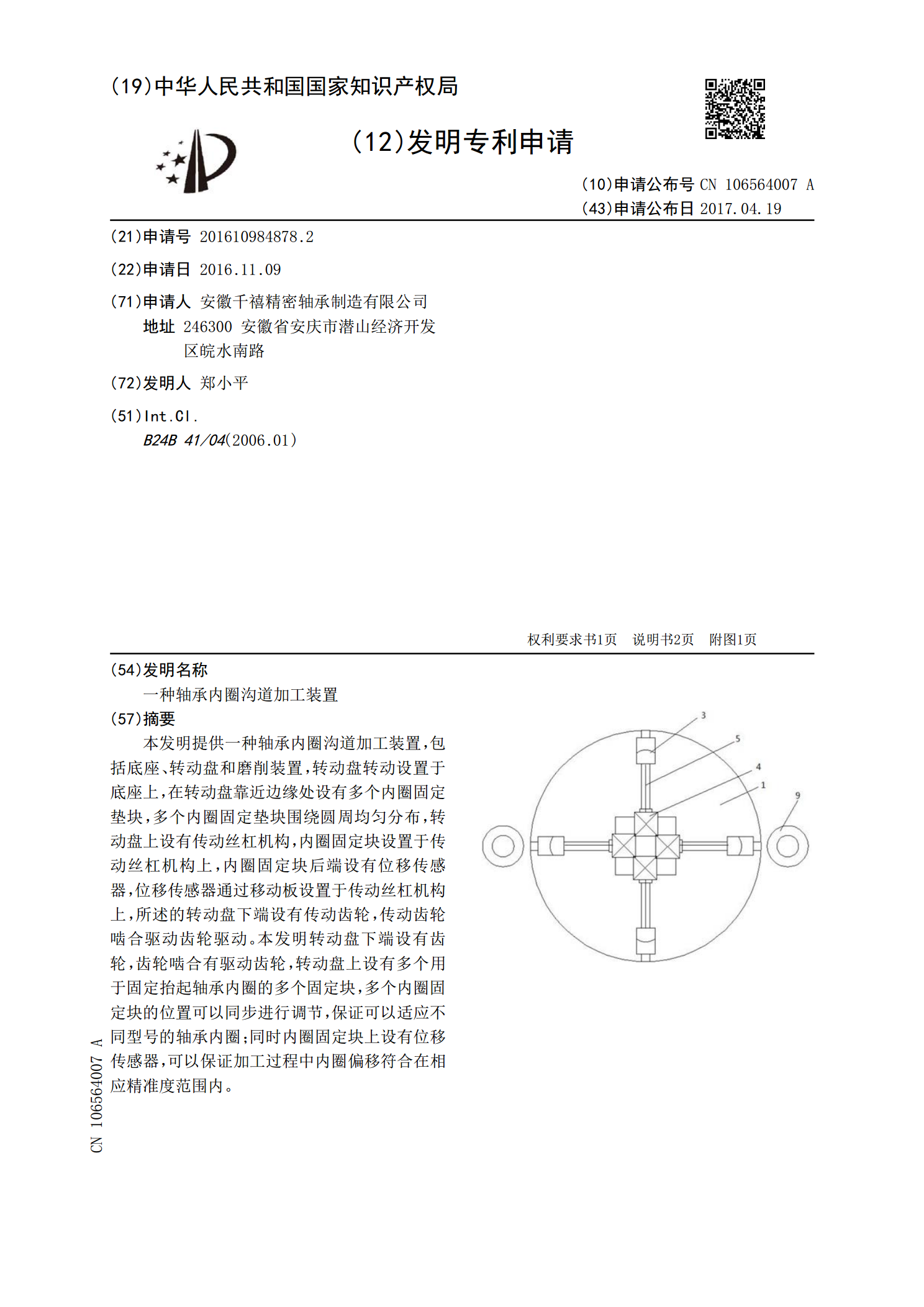
本发明提供一种轴承内圈沟道加工装置,包括底座、转动盘和磨削装置,转动盘转动设置于底座上,在转动盘靠近边缘处设有多个内圈固定垫块,多个内圈固定垫块围绕圆周均匀分布,转动盘上设有传动丝杠机构,内圈固定块设置于传动丝杠机构上,内圈固定块后端设有位移传感器,位移传感器通过移动板设置于传动丝杠机构上,所述的转动盘下端设有传动齿轮,传动齿轮啮合驱动齿轮驱动。本发明转动盘下端设有齿轮,齿轮啮合有驱动齿轮,转动盘上设有多个用于固定抬起轴承内圈的多个固定块,多个内圈固定块的位置可以同步进行调节,保证可以适应不同型号的轴承内
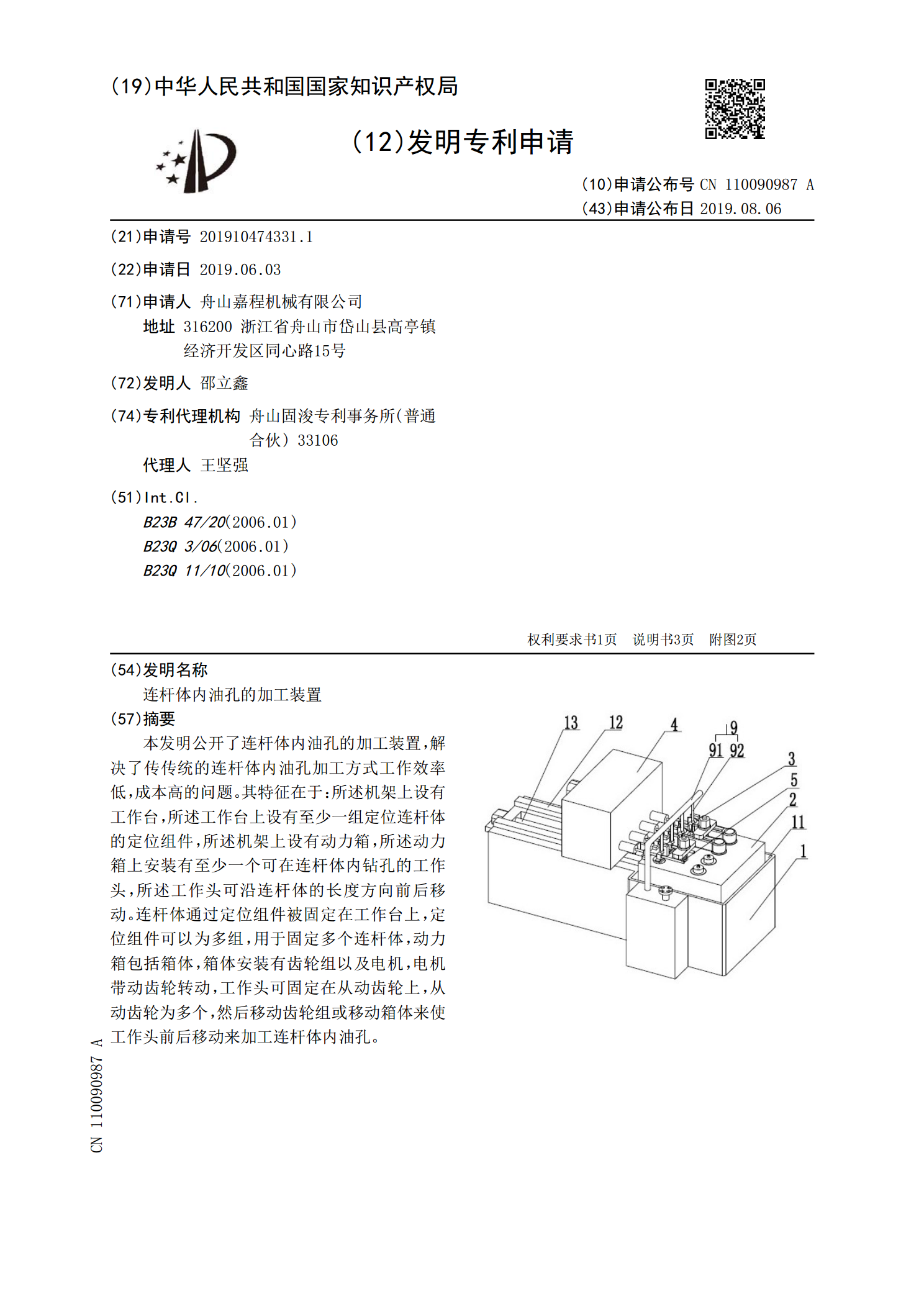
连杆体内油孔的加工装置.pdf
本发明公开了连杆体内油孔的加工装置,解决了传传统的连杆体内油孔加工方式工作效率低,成本高的问题。其特征在于:所述机架上设有工作台,所述工作台上设有至少一组定位连杆体的定位组件,所述机架上设有动力箱,所述动力箱上安装有至少一个可在连杆体内钻孔的工作头,所述工作头可沿连杆体的长度方向前后移动。连杆体通过定位组件被固定在工作台上,定位组件可以为多组,用于固定多个连杆体,动力箱包括箱体,箱体安装有齿轮组以及电机,电机带动齿轮转动,工作头可固定在从动齿轮上,从动齿轮为多个,然后移动齿轮组或移动箱体来使工作头前后移动
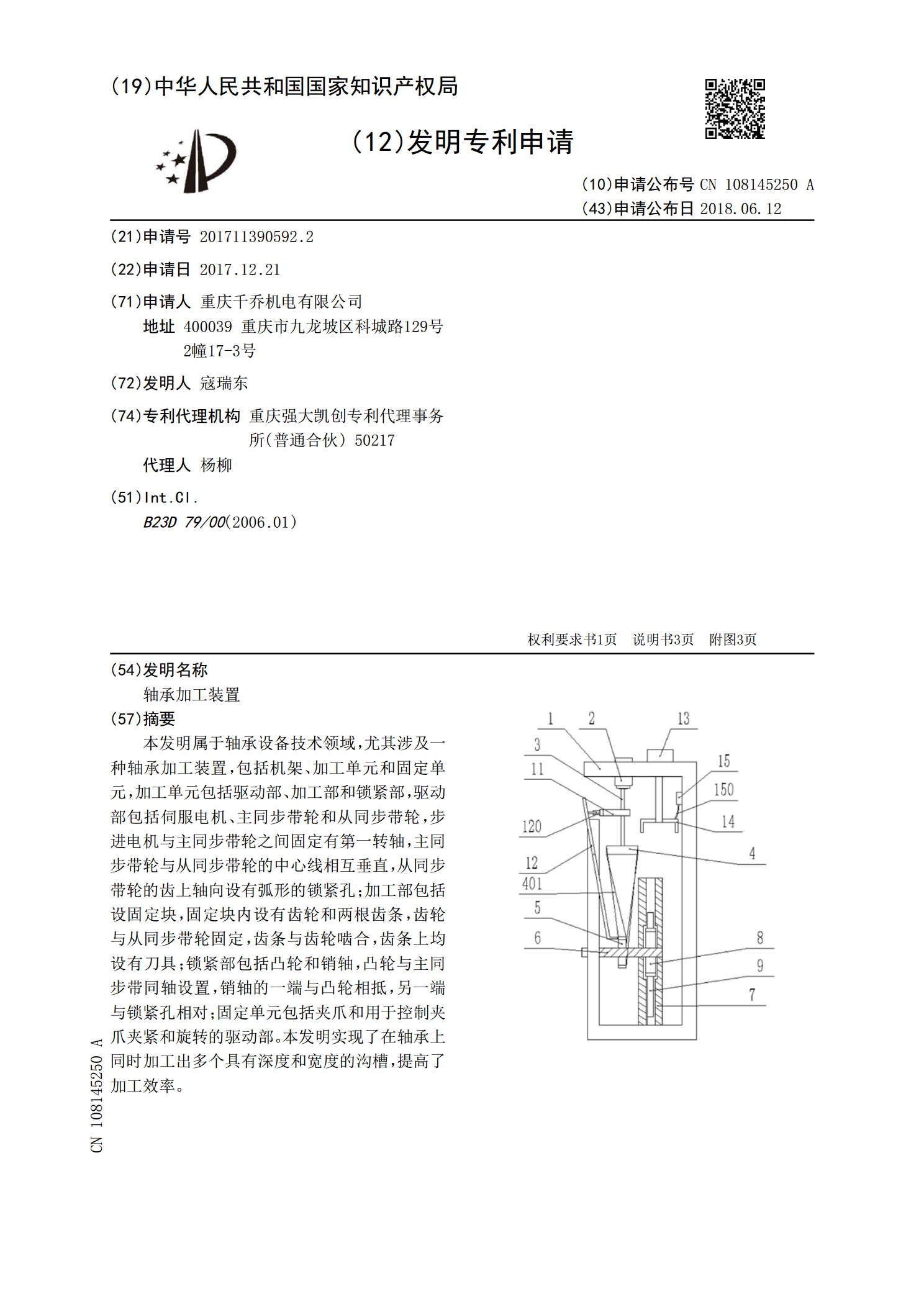
轴承加工装置.pdf
本发明属于轴承设备技术领域,尤其涉及一种轴承加工装置,包括机架、加工单元和固定单元,加工单元包括驱动部、加工部和锁紧部,驱动部包括伺服电机、主同步带轮和从同步带轮,步进电机与主同步带轮之间固定有第一转轴,主同步带轮与从同步带轮的中心线相互垂直,从同步带轮的齿上轴向设有弧形的锁紧孔;加工部包括设固定块,固定块内设有齿轮和两根齿条,齿轮与从同步带轮固定,齿条与齿轮啮合,齿条上均设有刀具;锁紧部包括凸轮和销轴,凸轮与主同步带同轴设置,销轴的一端与凸轮相抵,另一端与锁紧孔相对;固定单元包括夹爪和用于控制夹爪夹紧和