
机座筒埋弧焊预热装置.pdf

努力****爱敏

1/8
2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
机座筒埋弧焊预热装置.pdf
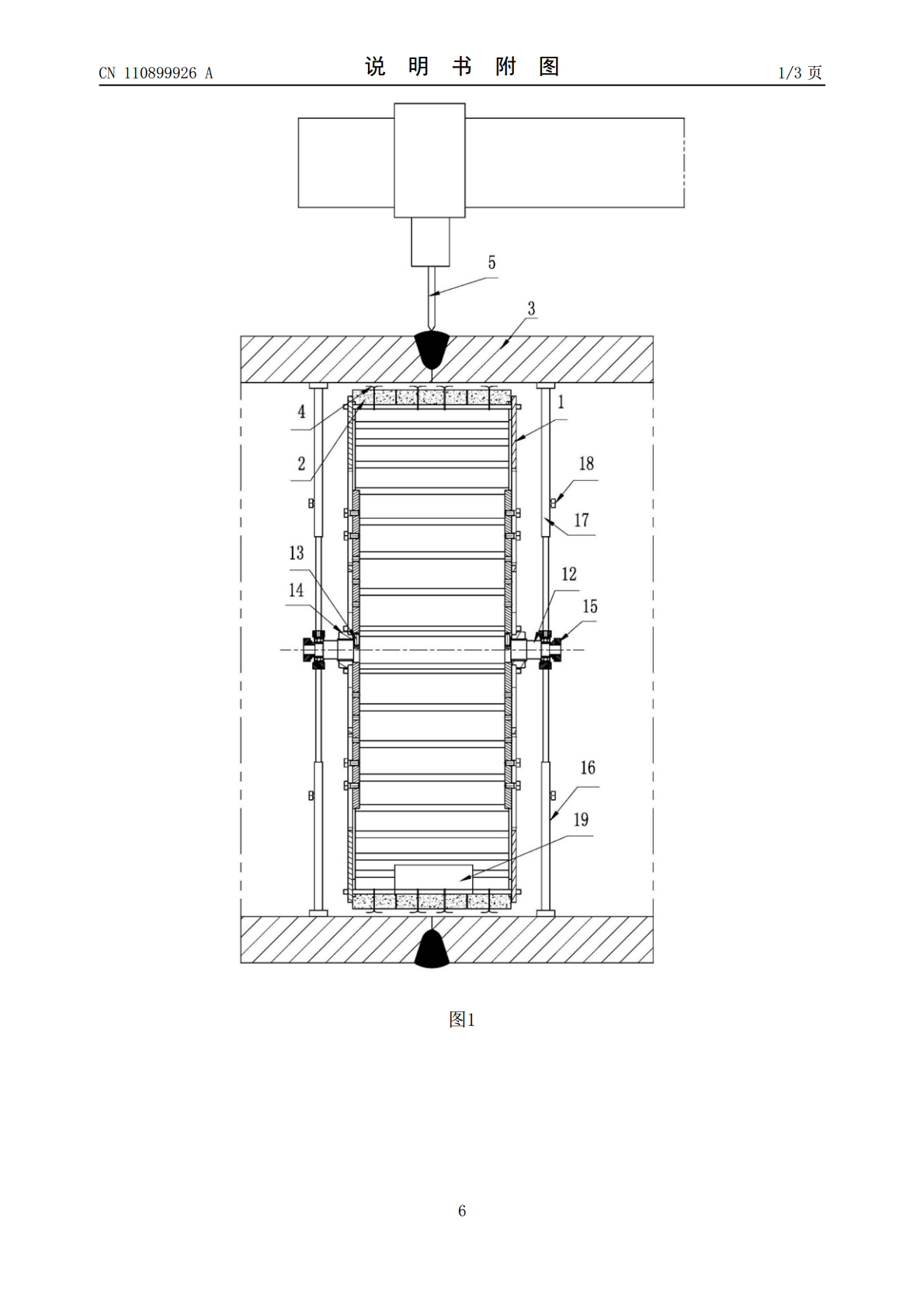
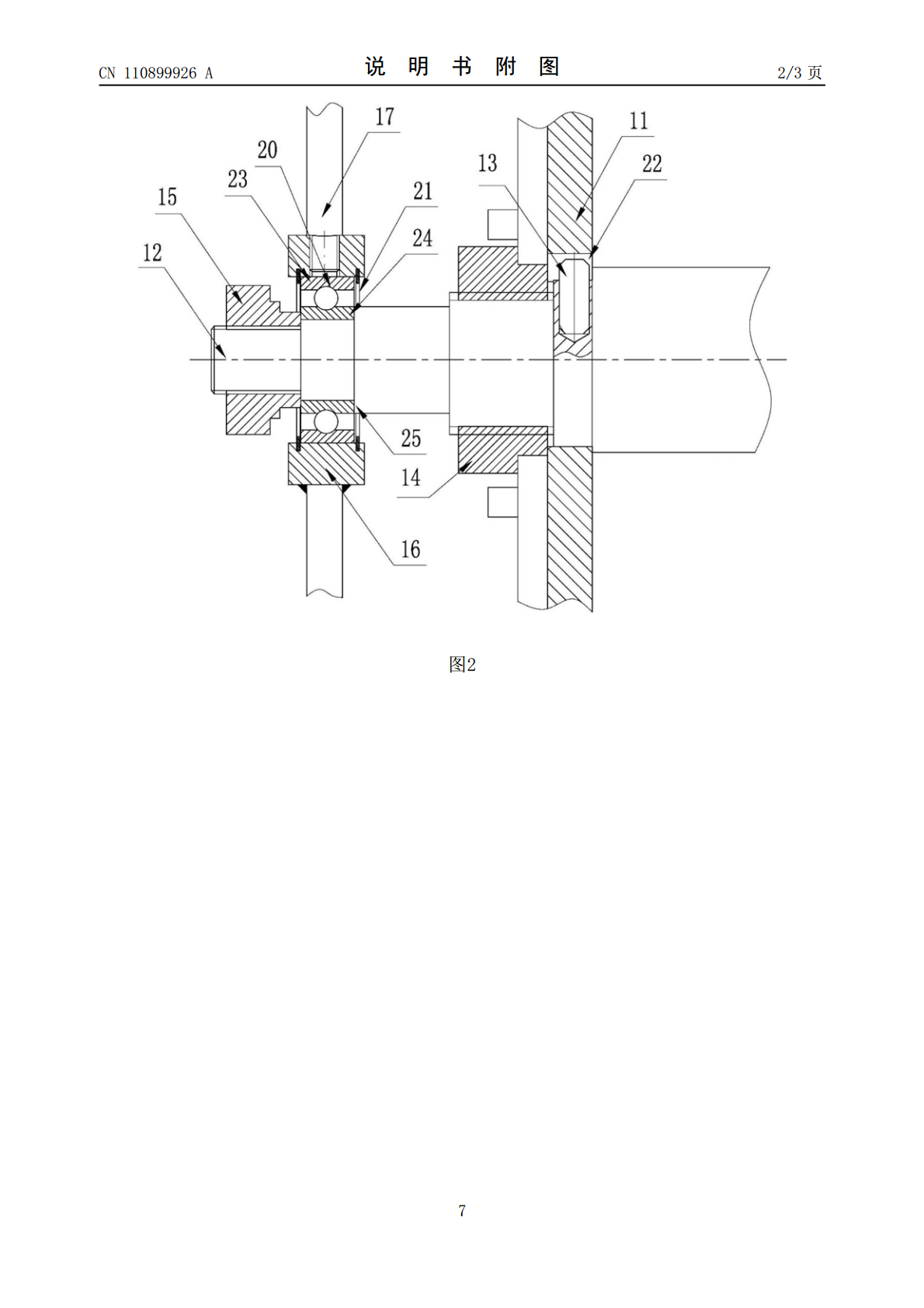
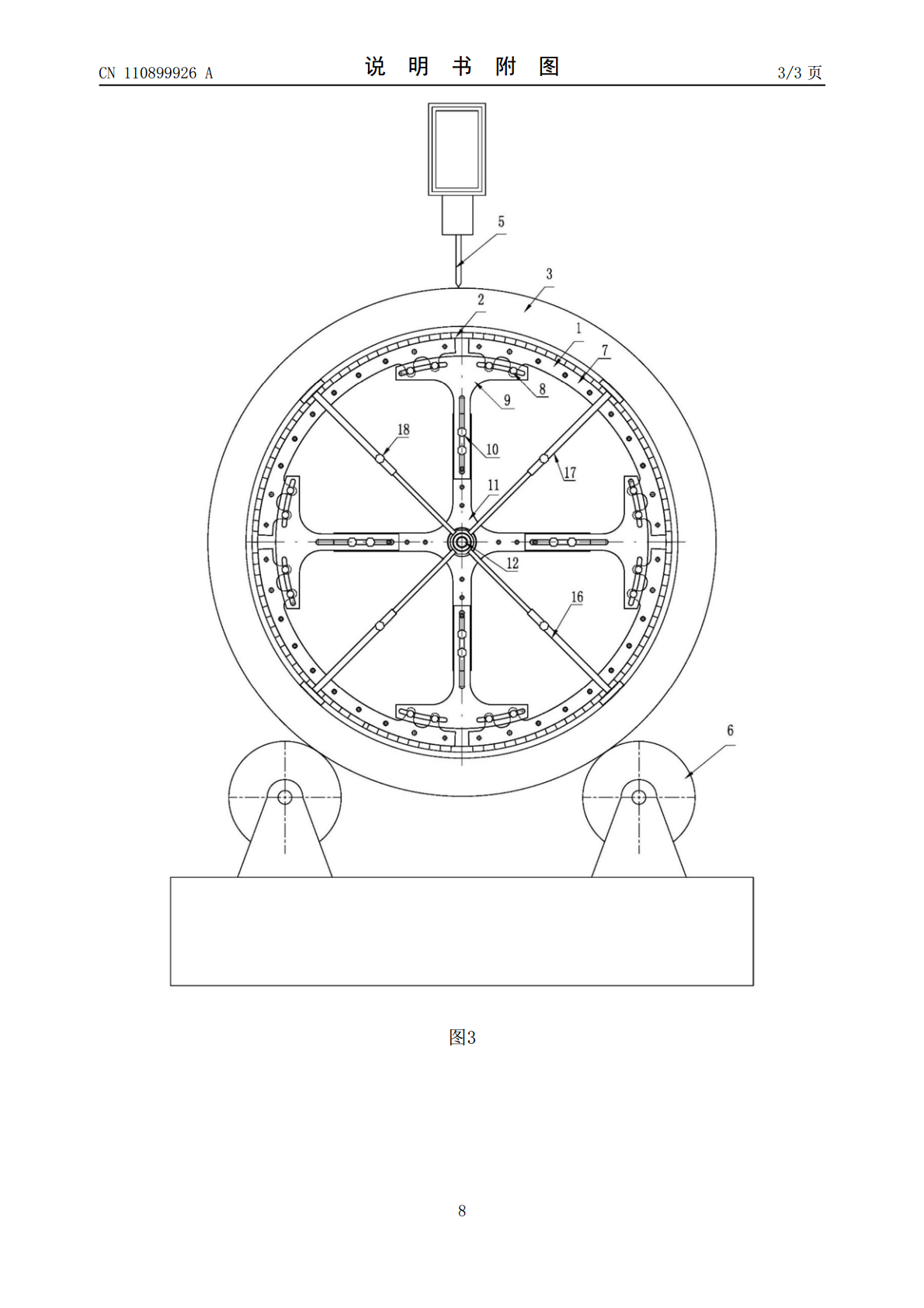
本发明涉及一种机座筒埋弧焊预热装置,LCD履带式加热器2与可拆装加热支架1采用细钢丝绳4绑扎固定,可调支腿16和可拆调节支腿17架设在机座筒3焊缝处,圆弧支架7与T形调节板9通过第一螺栓8固定,T形调节板9与十字支架11通过第二螺栓10连接。本发明采用可拆装加热支架与LCD履带式加热器配合使用,通过可拆装加热支架将LCD履带式加热器均匀布置在机座筒内腔焊缝位置,可拆装加热支架可在机座筒腔体内进行组装,不需要吊装操作,解决了由于机座筒内腔小空间无法进行LCD履带式加热器布置的问题。

筒罐专用埋弧自动焊装置.pdf
本发明公开了筒罐专用埋弧自动焊装置,包括焊接小车、焊接机头、控制箱和滚轮架,所述焊接小车和焊接机头设于筒罐内部,所述滚轮架设置于筒罐的底部,所述焊接小车前端固定有焊接机头,所述焊接小车顶端设有送丝盘,所述焊丝通过送丝盘与焊接机头相配合,所述焊接机头底部与焊接小车之间设有水平尺,所述焊接机头与控制箱之间通过焊接电缆连接。本发明的优点是:生产效率高;焊接金属的品质好、稳定;焊缝外观非常美观;焊接成本低;操作环境好。

埋弧焊导轮引出装置.pdf
埋弧焊导轮引出装置,它涉及焊接技术领域。它包含导出导轨(2)、定位装置(3)、固定装置(4)、顶紧装置(5),导出导轨(2)为90度,其一端的内侧面均设置有定位装置(3),且定位装置(3)有一半的长度在导出导轨(2)的内侧面上,导出导轨(2)的外侧面均设置有固定装置(4),固定装置(4)上设置有顶紧装置(5),且顶紧装置(5)设置在被焊接件(1)的外侧。它成本低廉,易于取材,并且可以重复使用,使用过程简单,容易安装,便于拆卸。
大型端面自动埋弧焊装置.pdf
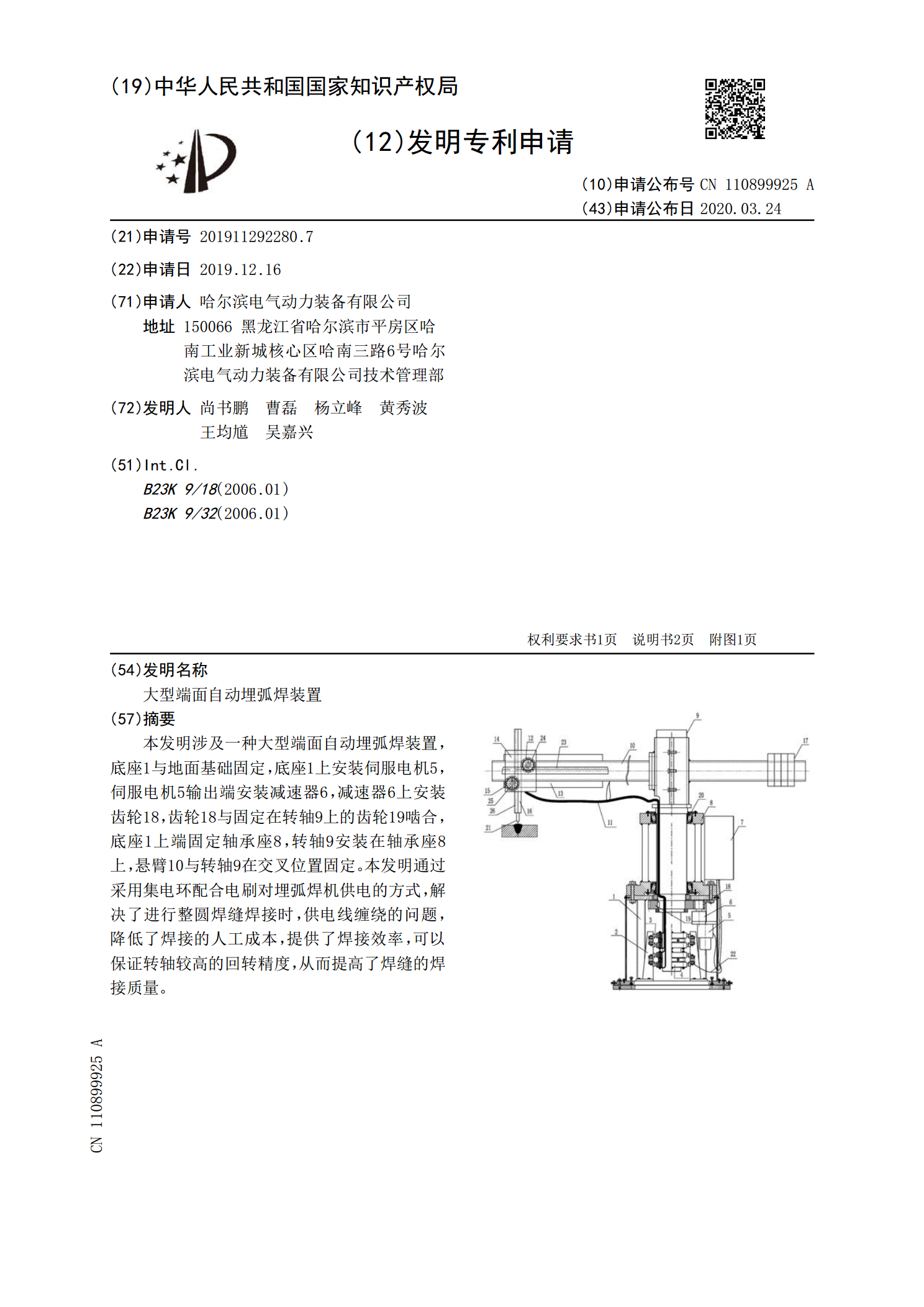
本发明涉及一种大型端面自动埋弧焊装置,底座1与地面基础固定,底座1上安装伺服电机5,伺服电机5输出端安装减速器6,减速器6上安装齿轮18,齿轮18与固定在转轴9上的齿轮19啮合,底座1上端固定轴承座8,转轴9安装在轴承座8上,悬臂10与转轴9在交叉位置固定。本发明通过采用集电环配合电刷对埋弧焊机供电的方式,解决了进行整圆焊缝焊接时,供电线缠绕的问题,降低了焊接的人工成本,提供了焊接效率,可以保证转轴较高的回转精度,从而提高了焊缝的焊接质量。

一种小型埋弧焊装置.pdf
本发明涉及一种小型埋弧焊装置。所述小型埋弧焊装置包括:第一电机、第一车体、第二车体、吸漏沙装置、轨道、连接杆、皮带轮组件、皮带轮固定座和焊枪;其中,吸漏沙装置包括出沙端、吸沙端和第二电机;第一电机安装在第一车体上,并驱动第一车体在轨道上行走,第一车体与第二车体连接并分别安装在轨道上,吸漏沙装置安装在第二车体上,连接杆一端安装在第一车体上,另一端安装在皮带轮固定座上,焊枪和吸沙端分别安装在连接杆上,第二电机控制吸沙端,出沙端入口端安装在吸漏沙装置上,出口端临近焊枪。本发明埋弧焊装置体积小,重量轻,结构紧凑,