
一种超疏水涂层喷涂装置及方法.pdf

Ja****20

1/10

2/10

3/10

4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种超疏水涂层喷涂装置及方法.pdf
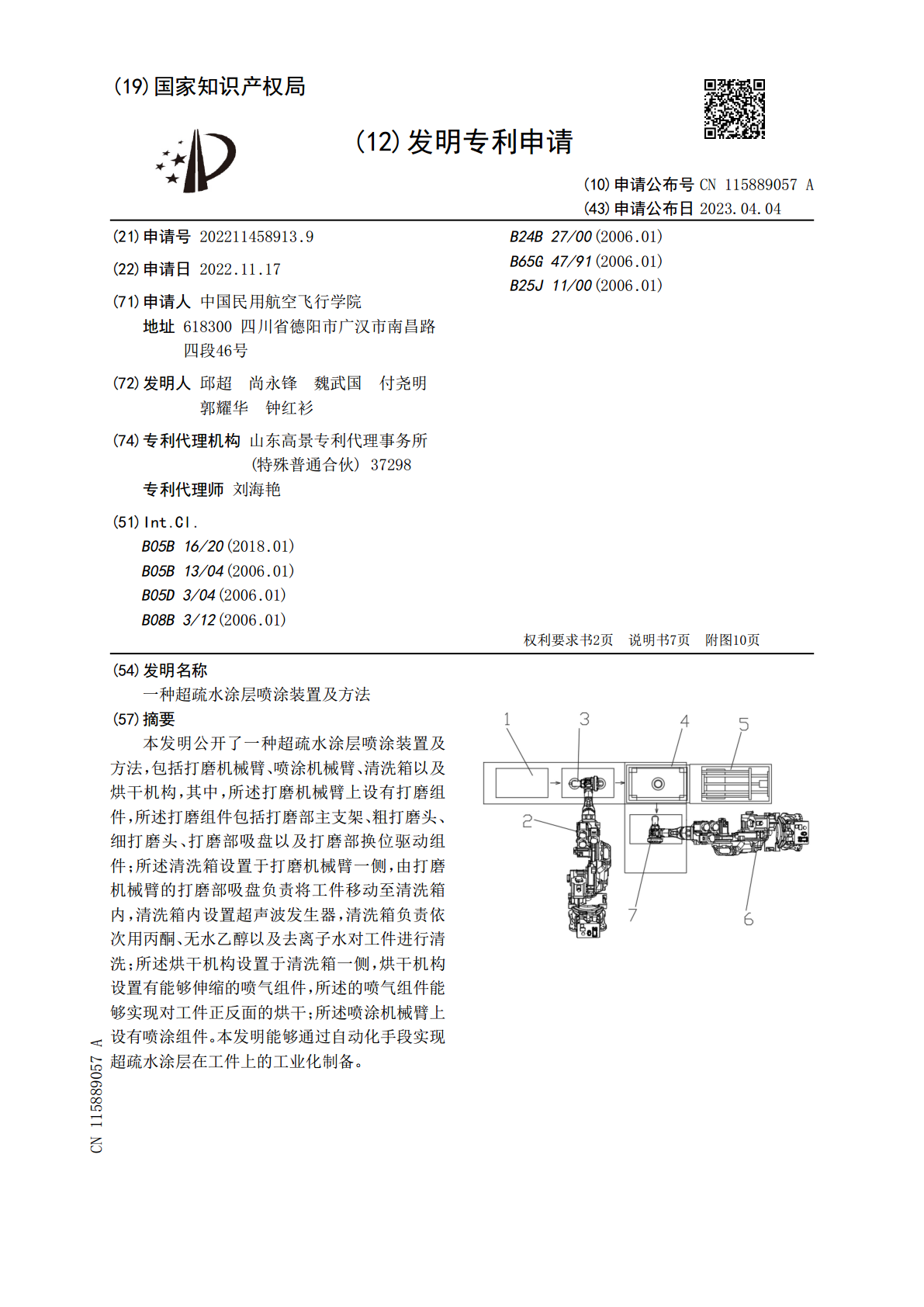
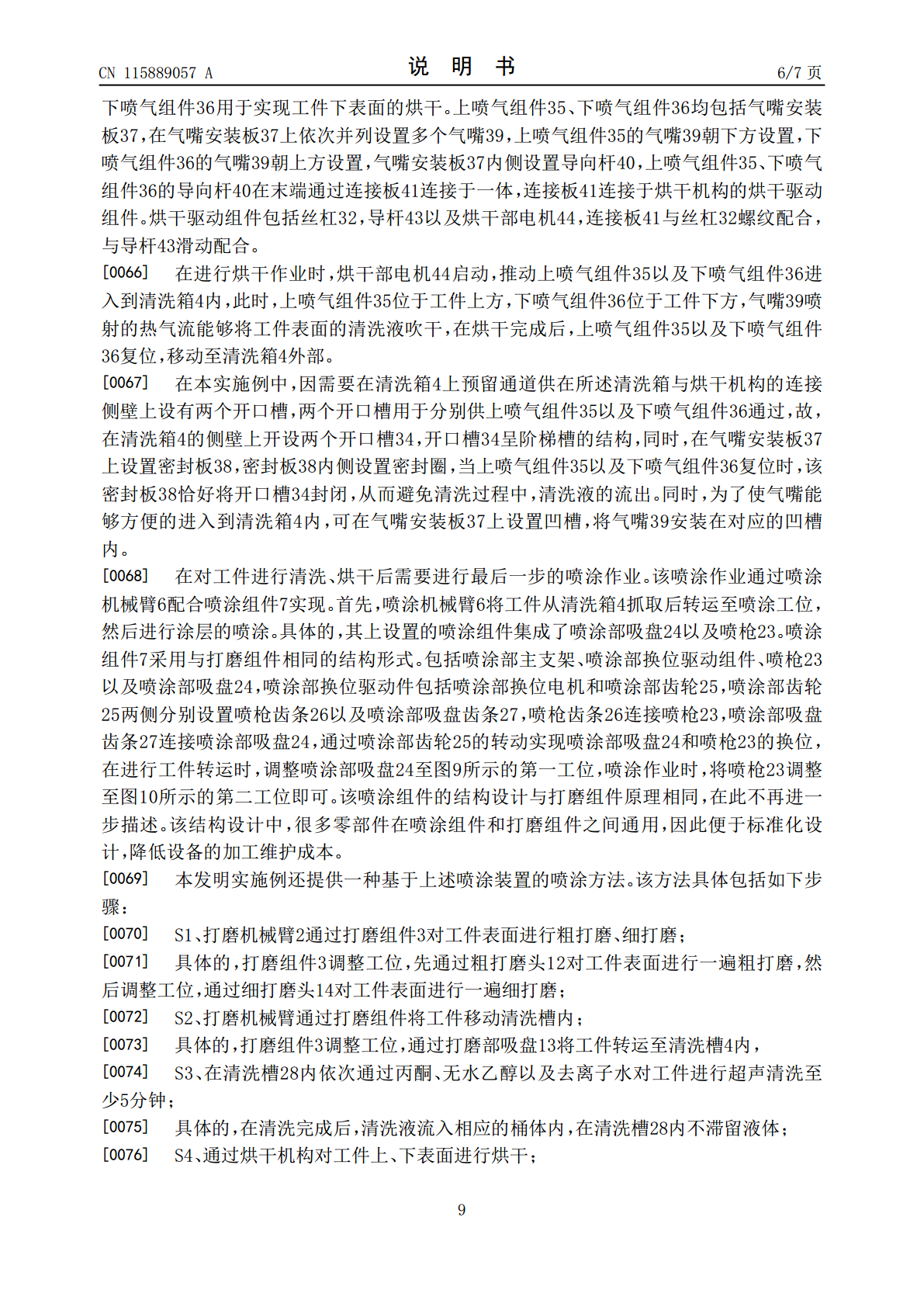
本发明公开了一种超疏水涂层喷涂装置及方法,包括打磨机械臂、喷涂机械臂、清洗箱以及烘干机构,其中,所述打磨机械臂上设有打磨组件,所述打磨组件包括打磨部主支架、粗打磨头、细打磨头、打磨部吸盘以及打磨部换位驱动组件;所述清洗箱设置于打磨机械臂一侧,由打磨机械臂的打磨部吸盘负责将工件移动至清洗箱内,清洗箱内设置超声波发生器,清洗箱负责依次用丙酮、无水乙醇以及去离子水对工件进行清洗;所述烘干机构设置于清洗箱一侧,烘干机构设置有能够伸缩的喷气组件,所述的喷气组件能够实现对工件正反面的烘干;所述喷涂机械臂上设有喷涂组件
一种超疏水涂料及其制备方法、超疏水涂层.pdf
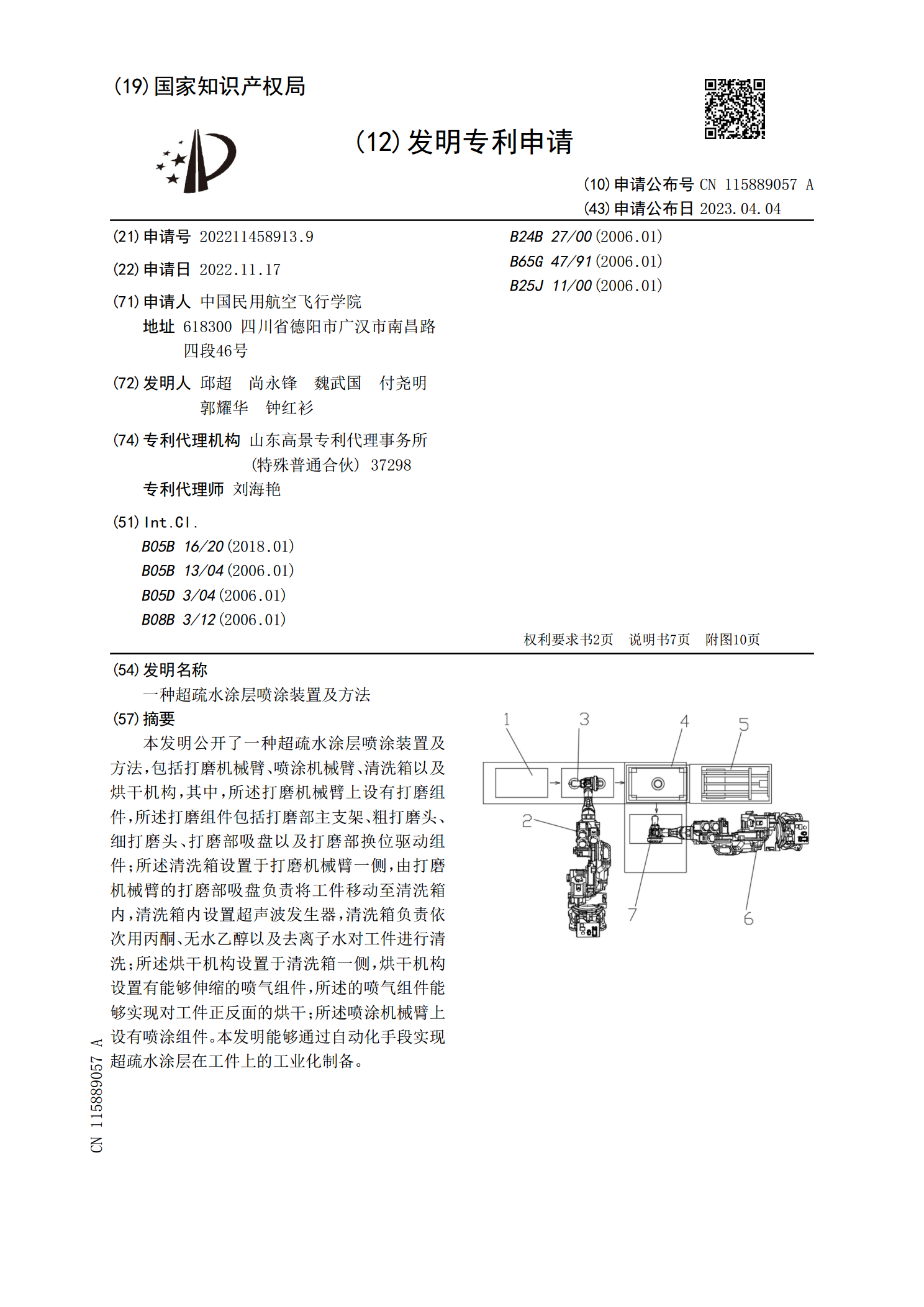
本发明涉及一种超疏水涂料的制备方法,其包括以下步骤:1)将醇酸清漆、稀释剂、二氯甲烷混合,得到分散液A;2)将疏水性硅粉分散于四氯化碳和二氯甲烷的第一混合溶剂中,得到分散液B;3)将聚苯乙烯泡沫分散于苯乙烯和四氢呋喃的第二混合溶剂中,得到分散液C;4)将氟化石墨烯分散于二氯甲烷中,得到悬浮液D;以及5)将所述分散液A、分散液B、分散液C和悬浮液D按照(5~10)∶(10~20)∶(1~5)∶(0.5~5)的体积比混合,得到超疏水涂料。本发明还提供一种超疏水涂料以及超疏水涂层。

一种制备复合超疏水微粒的方法和制备超疏水涂层的方法.pdf
本发明请求保护一种制备复合超疏水微粒的方法和制备超疏水涂层的方法,其技术方案要点是,制备复合超疏水微粒的方法,将提纯后的酶解木质素溶解在四氢呋喃中,配置成EHL/THF溶液,用蠕动泵滴入去离子水至去离子水占溶液体积的80%。紧接着滴入纳米Fe
一种超疏水纳米涂层涂覆装置.pdf
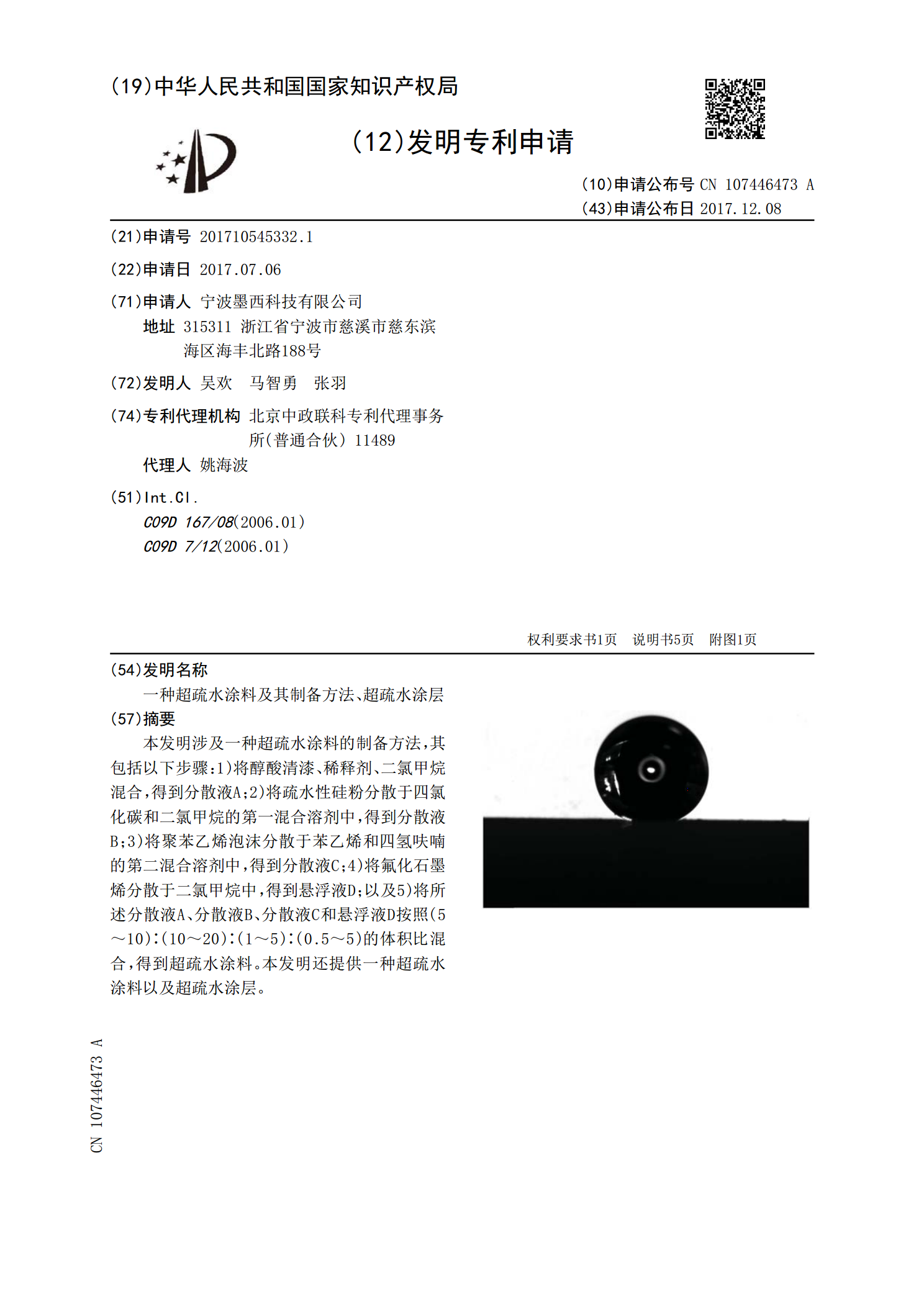
本发明创造提供了一种超疏水纳米涂层涂覆装置,包括涂覆室,涂覆室内腔设有支撑座、支撑座升降装置、纳米溶液盛放盘及涂覆辊;支撑座升降装置安装在涂覆室的底板上,支撑座升降装置的升降端与支撑座的底部连接,支撑座上设置有纳米溶液盛放盘;纳米溶液盛放盘的上端面设有储液槽;涂覆辊通过转轴沿前后方向水平安装于储液槽的正上方,涂覆辊的底面伸入储液槽内,涂覆辊通过驱动马达带动旋转;涂覆室内位于涂覆辊的两侧设有导向轮,涂覆室的侧壁与导向轮相对应的位置处设有待涂覆底衬进口及出口。本发明创造所述的超疏水纳米涂层涂覆装置结构简单、制

一种超疏水涂层及其制备方法.pdf
本发明公开了一种超疏水涂层,所述超疏水涂层由交替涂覆在基底上的无机层和有机层组成,所述无机层为无机纳米粒子层,有机层为有机硅改性聚氨酯层,且最底层和最顶层均为有机层。本发明还公开了所述超疏水涂层的制备方法,所述的制备方法不需要昂贵的材料和器材,成本低,施涂方便,可进行大面积的施涂工作;制备得到的超疏水涂层具有超高疏水性、高透明性、高耐久性且不受腐蚀性液体的损伤的优点,并对基底材料没有特殊要求,所使用的溶剂无毒、沸点低、易挥发,涂层形成后无残留。