
风电塔筒制造用门框孔切割专机及切割方法.pdf

葫芦****io

1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
风电塔筒制造用门框孔切割专机及切割方法.pdf
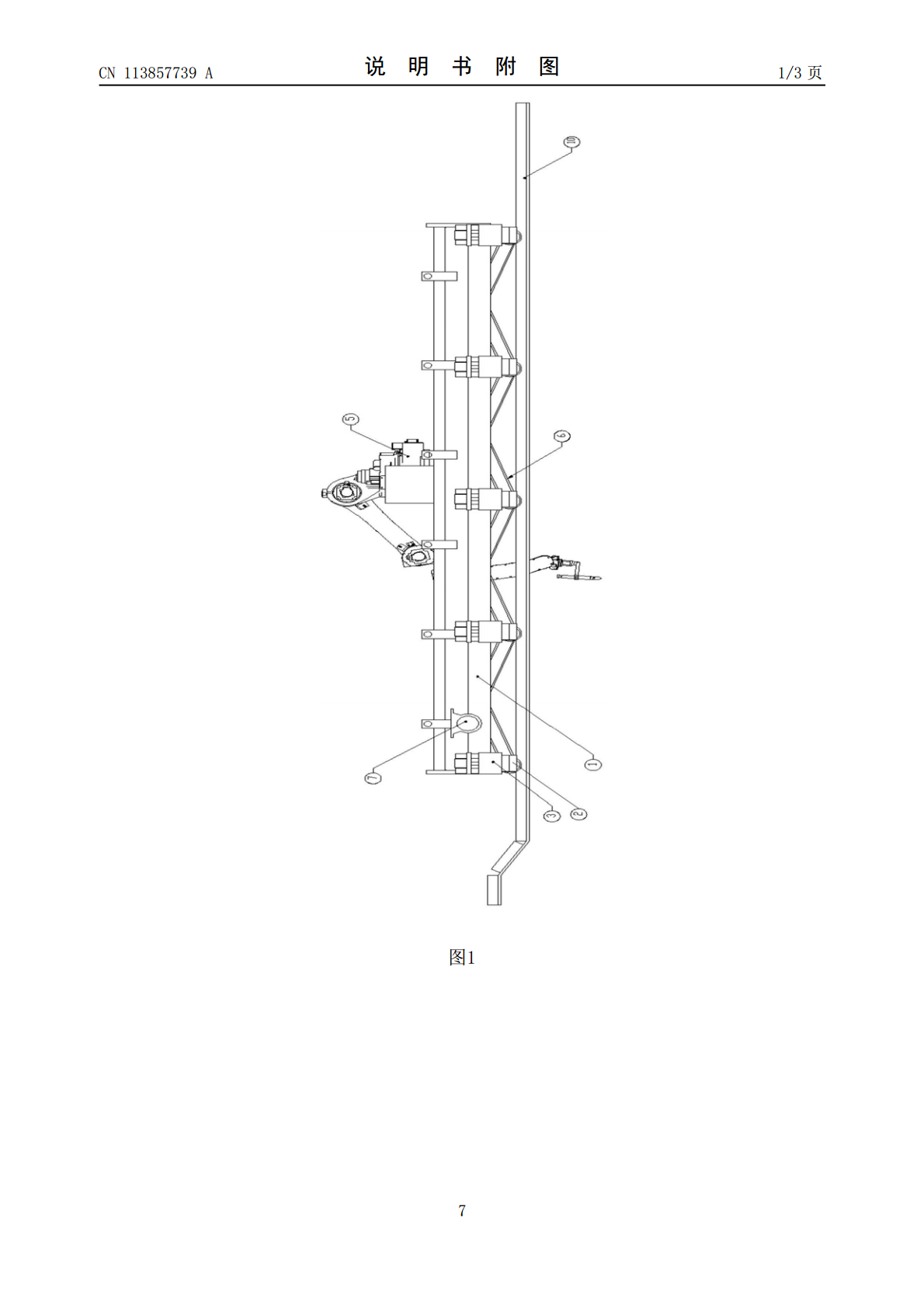
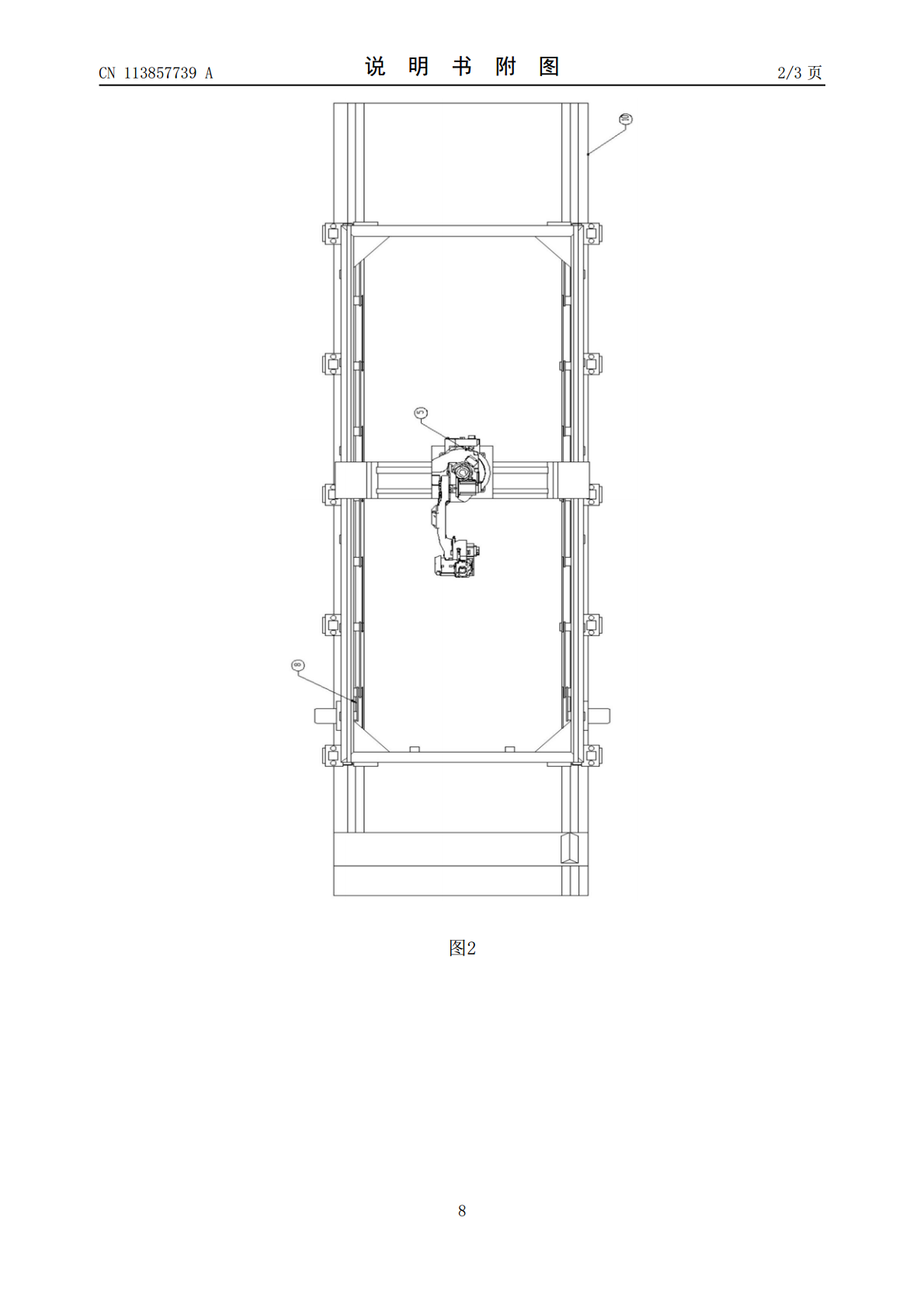
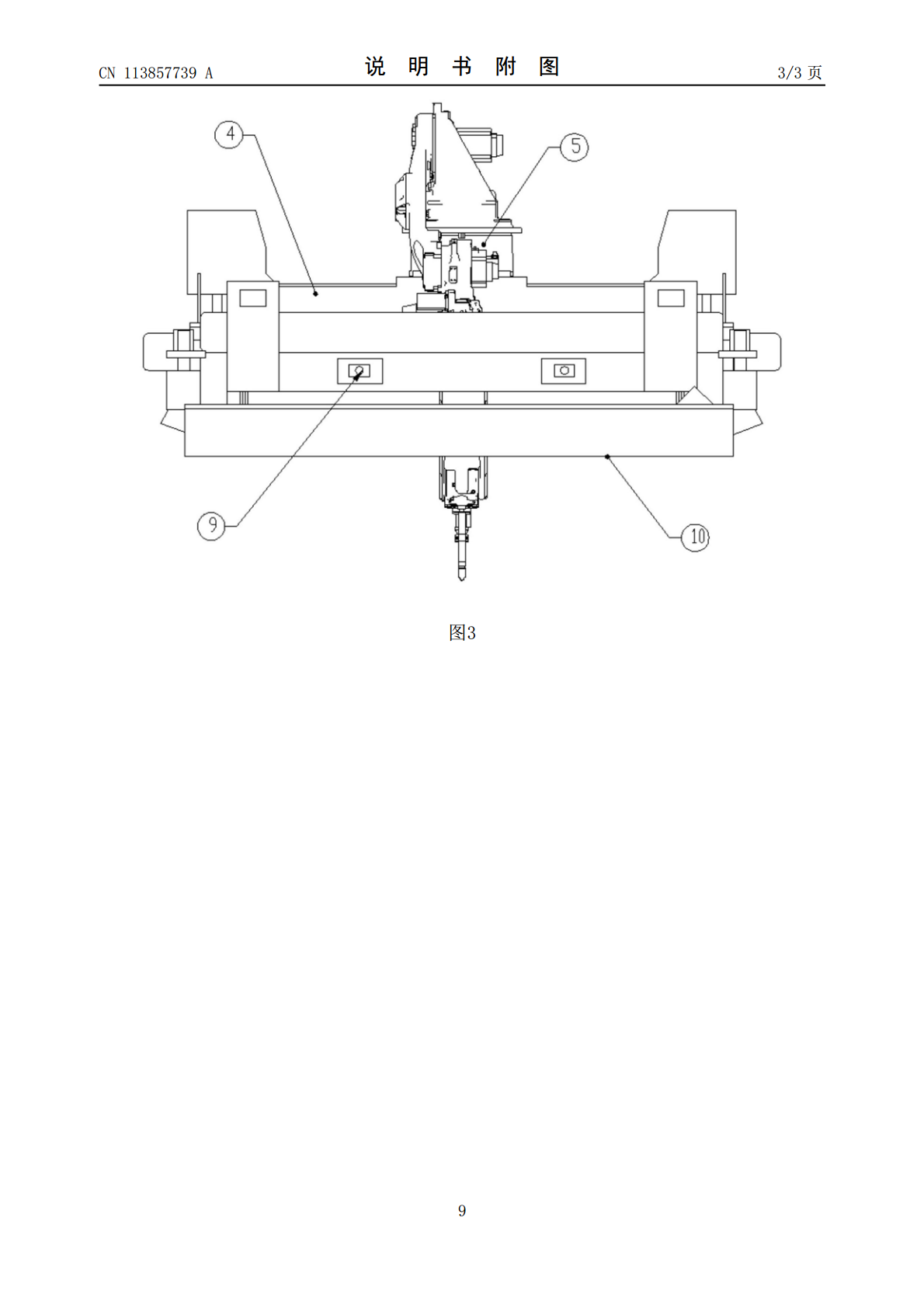
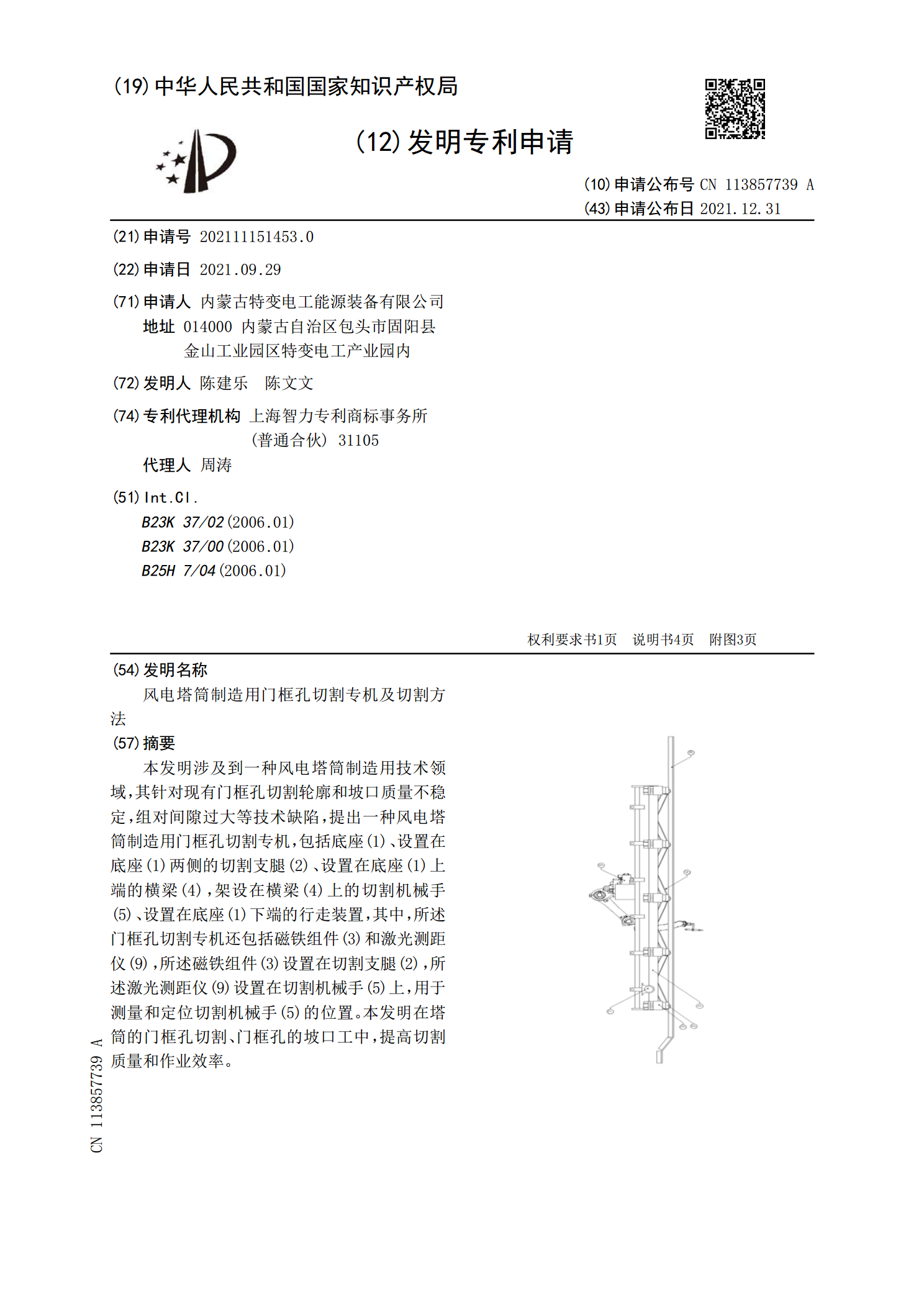
本发明涉及到一种风电塔筒制造用技术领域,其针对现有门框孔切割轮廓和坡口质量不稳定,组对间隙过大等技术缺陷,提出一种风电塔筒制造用门框孔切割专机,包括底座(1)、设置在底座(1)两侧的切割支腿(2)、设置在底座(1)上端的横梁(4),架设在横梁(4)上的切割机械手(5)、设置在底座(1)下端的行走装置,其中,所述门框孔切割专机还包括磁铁组件(3)和激光测距仪(9),所述磁铁组件(3)设置在切割支腿(2),所述激光测距仪(9)设置在切割机械手(5)上,用于测量和定位切割机械手(5)的位置。本发明在塔筒的门框孔
风电塔筒制造用门框孔切割专机.pdf
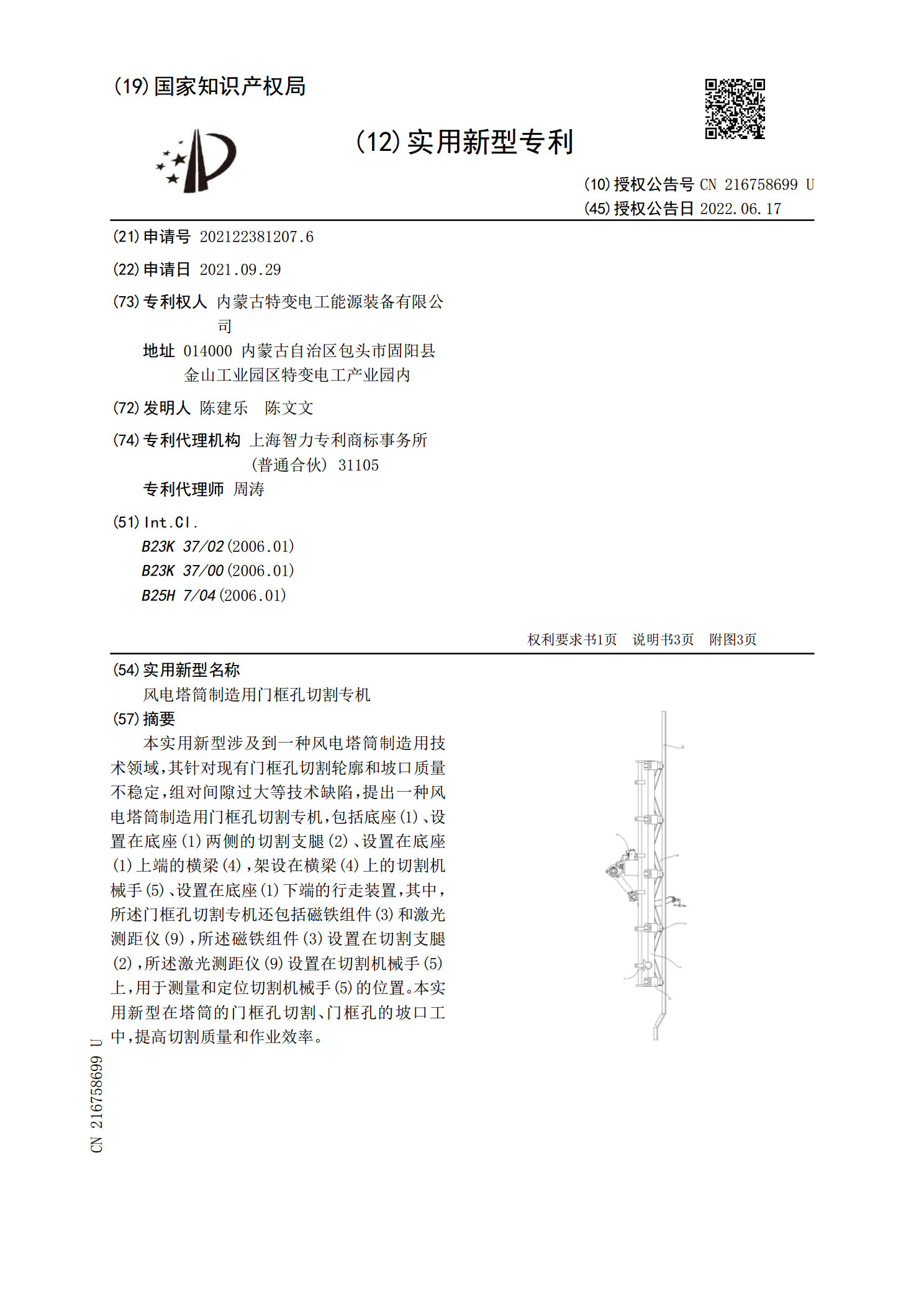
本实用新型涉及到一种风电塔筒制造用技术领域,其针对现有门框孔切割轮廓和坡口质量不稳定,组对间隙过大等技术缺陷,提出一种风电塔筒制造用门框孔切割专机,包括底座(1)、设置在底座(1)两侧的切割支腿(2)、设置在底座(1)上端的横梁(4),架设在横梁(4)上的切割机械手(5)、设置在底座(1)下端的行走装置,其中,所述门框孔切割专机还包括磁铁组件(3)和激光测距仪(9),所述磁铁组件(3)设置在切割支腿(2),所述激光测距仪(9)设置在切割机械手(5)上,用于测量和定位切割机械手(5)的位置。本实用新型在塔筒
风电塔筒制造用门框孔切割专机.pdf
本实用新型涉及到一种风电塔筒制造用技术领域,其针对现有门框孔切割轮廓和坡口质量不稳定,组对间隙过大等技术缺陷,提出一种风电塔筒制造用门框孔切割专机,包括底座(1)、设置在底座(1)两侧的切割支腿(2)、设置在底座(1)上端的横梁(4),架设在横梁(4)上的切割机械手(5)、设置在底座(1)下端的行走装置,其中,所述门框孔切割专机还包括磁铁组件(3)和激光测距仪(9),所述磁铁组件(3)设置在切割支腿(2),所述激光测距仪(9)设置在切割机械手(5)上,用于测量和定位切割机械手(5)的位置。本实用新型在塔筒

风电塔筒再制造方法.pdf
本发明涉及一种风电塔筒再制造方法,该方法首先,塔筒部件拆解,保留能用的部件,然后,检验合格组件,接着对塔筒筒体进行修复与加固,最后,再次对塔筒筒体进行100%超声波检测,检测合格后,将修复后的部件和替换的新部件进行装配,本方法修复周期短,成本低,可以有效延长风电塔筒综合使用寿命,提高设备利用率,降低风电塔筒寿命周期成本,减少对环境的危害。

风电塔筒门框焊接应力变形分析.pptx
添加副标题目录PART01焊接应力的产生焊接变形的产生焊接应力变形对风电塔筒的影响PART02焊接应力产生原因焊接应力分布规律焊接应力对结构性能的影响PART03焊接变形类型及特点焊接变形产生原因焊接变形对结构性能的影响PART04工艺优化措施焊接顺序和方向优化反变形法应用刚性固定法应用PART05检测方法及选用原则焊接应力检测技术焊接变形检测技术检测结果评估及处理措施PART06焊接应力变形机理研究进展新型焊接方法在风电塔筒门框中的应用前景提高风电塔筒门框结构性能的措施研究感谢您的观看