
一种锥形薄壁锻件热压成型设备.pdf

Ro****44

1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种锥形薄壁锻件热压成型设备.pdf
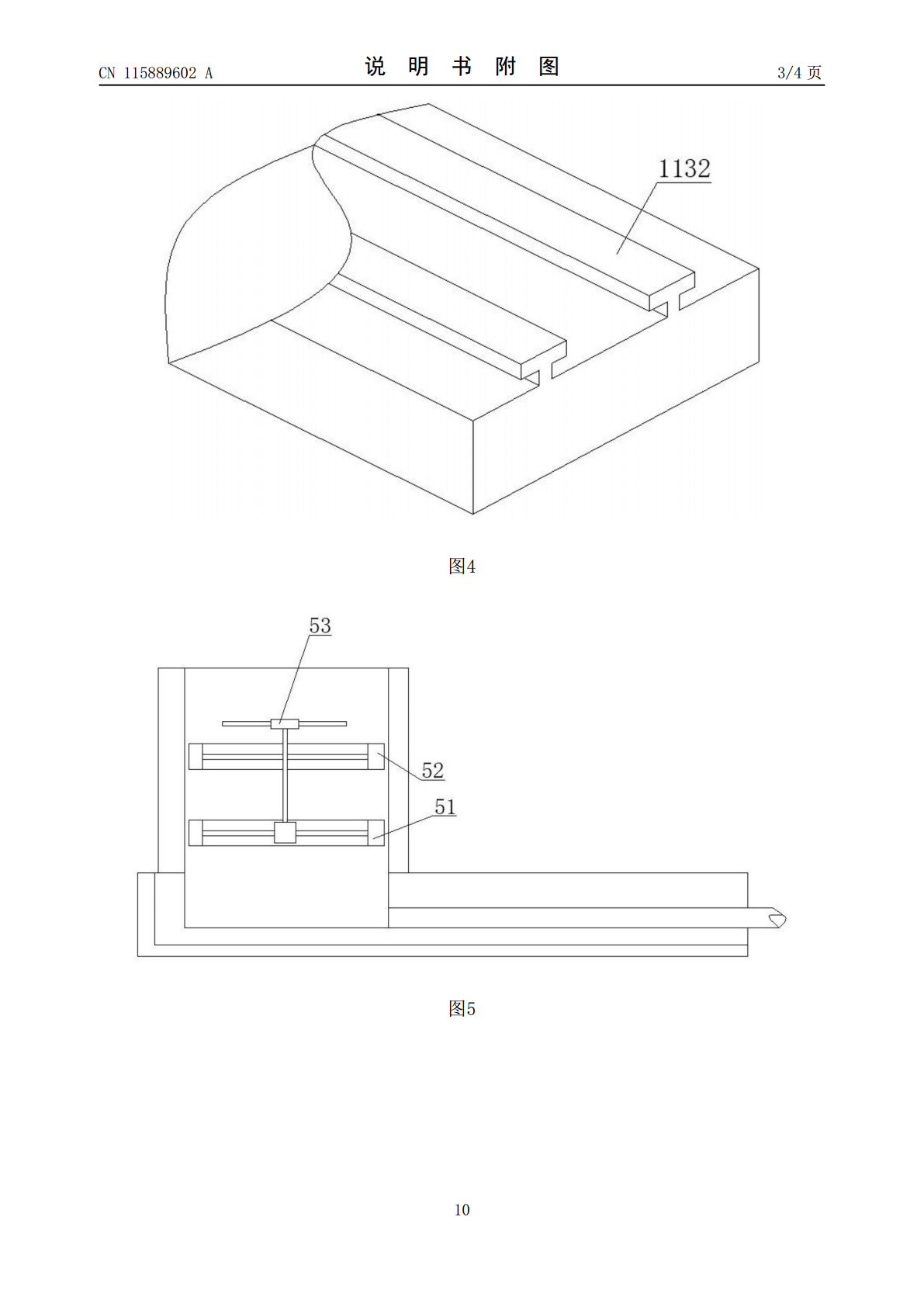
一种锥形薄壁锻件热压成型设备,属于热压设备技术领域,为了解决传统的锥形薄壁锻件热压成型设备不便于通过改动锥形成型腔室内部的结构,让其在未进行热压成型工作时,在其内部积蓄热量,以达到预热效果,且传统的锥形薄壁锻件热压成型设备不便于对需要热压的材料进行保温作用,一定程度上保持材料的原本高温,利于后续的热压工作,传统的锥形薄壁锻件热压成型设备不便于在即将泄漏大量热量的同时,驱动抽风结构来将外泄的热量抽走,以保持加工外部环境的问题;本申请通过通过油加热组件的加热,热量进入预热腔内部对锥形腔室进行预热和保温,且加工

薄壁深锥形件的冲压成型工艺.docx
薄壁深锥形件的冲压成型工艺薄壁深锥形件的冲压成型工艺摘要:薄壁深锥形件是一种常用的工程零件,具有在汽车、航空航天、家电等领域广泛应用的特点。其制造工艺对产品质量和成本具有重要影响。本文以薄壁深锥形件的冲压成型工艺为研究对象,探讨了其成型过程、工艺参数以及优化策略,旨在提高制造效率和产品质量。1.引言薄壁深锥形件在现代制造业中具有广泛应用。它具有结构紧凑、轻量化、高刚度等特点,适用于汽车车身、飞机机身、家电外壳等领域。薄壁深锥形件的制造工艺与产品性能密切相关,因此研究其冲压成型工艺具有重要意义。2.薄壁深锥
一种带直边锥形筒体锻件的成型模具及锻件锻造方法.pdf
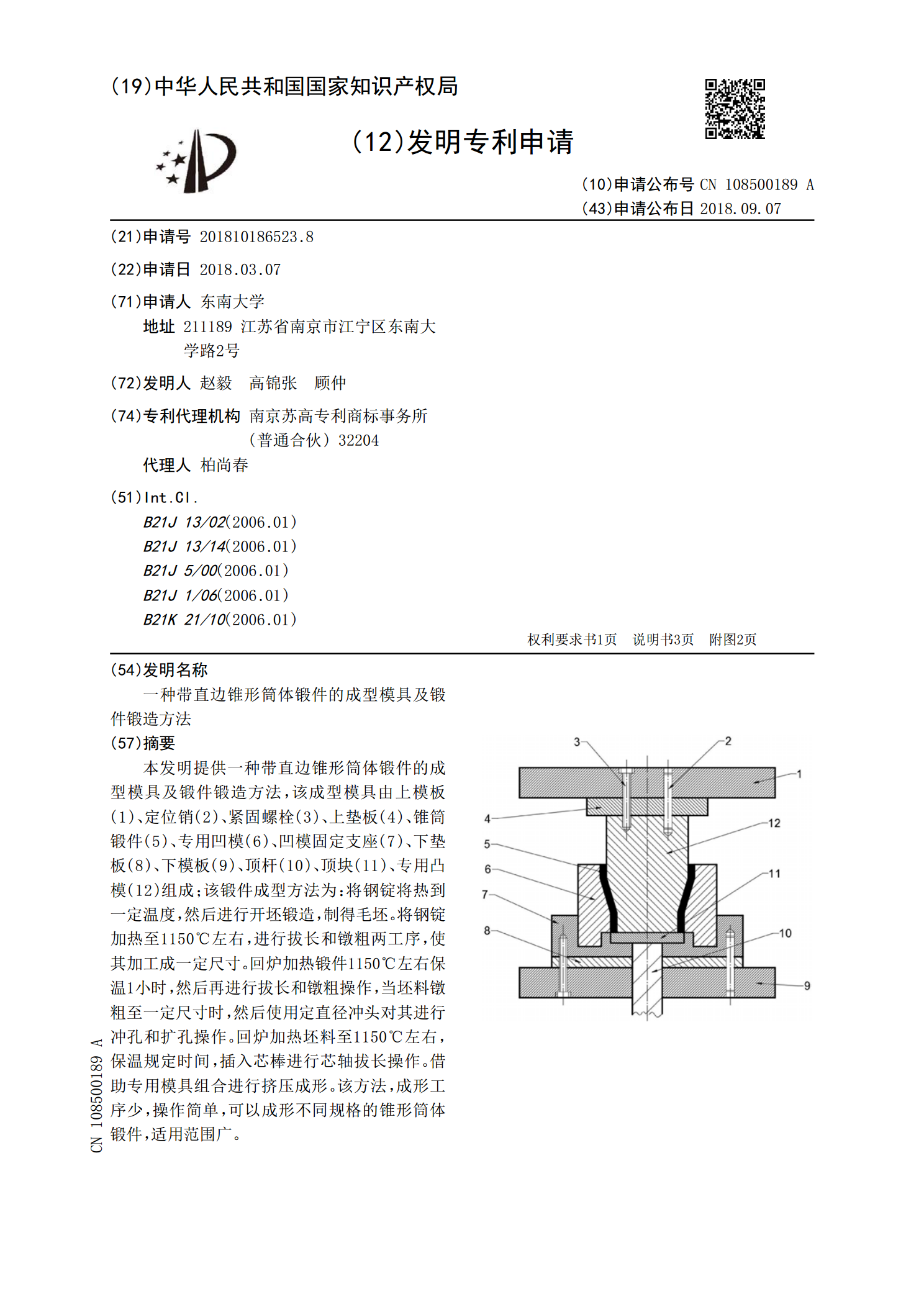
本发明提供一种带直边锥形筒体锻件的成型模具及锻件锻造方法,该成型模具由上模板(1)、定位销(2)、紧固螺栓(3)、上垫板(4)、锥筒锻件(5)、专用凹模(6)、凹模固定支座(7)、下垫板(8)、下模板(9)、顶杆(10)、顶块(11)、专用凸模(12)组成;该锻件成型方法为:将钢锭将热到一定温度,然后进行开坯锻造,制得毛坯。将钢锭加热至1150℃左右,进行拔长和镦粗两工序,使其加工成一定尺寸。回炉加热锻件1150℃左右保温1小时,然后再进行拔长和镦粗操作,当坯料镦粗至一定尺寸时,然后使用定直径冲头对其进行
一种塑料热压成型设备.pdf
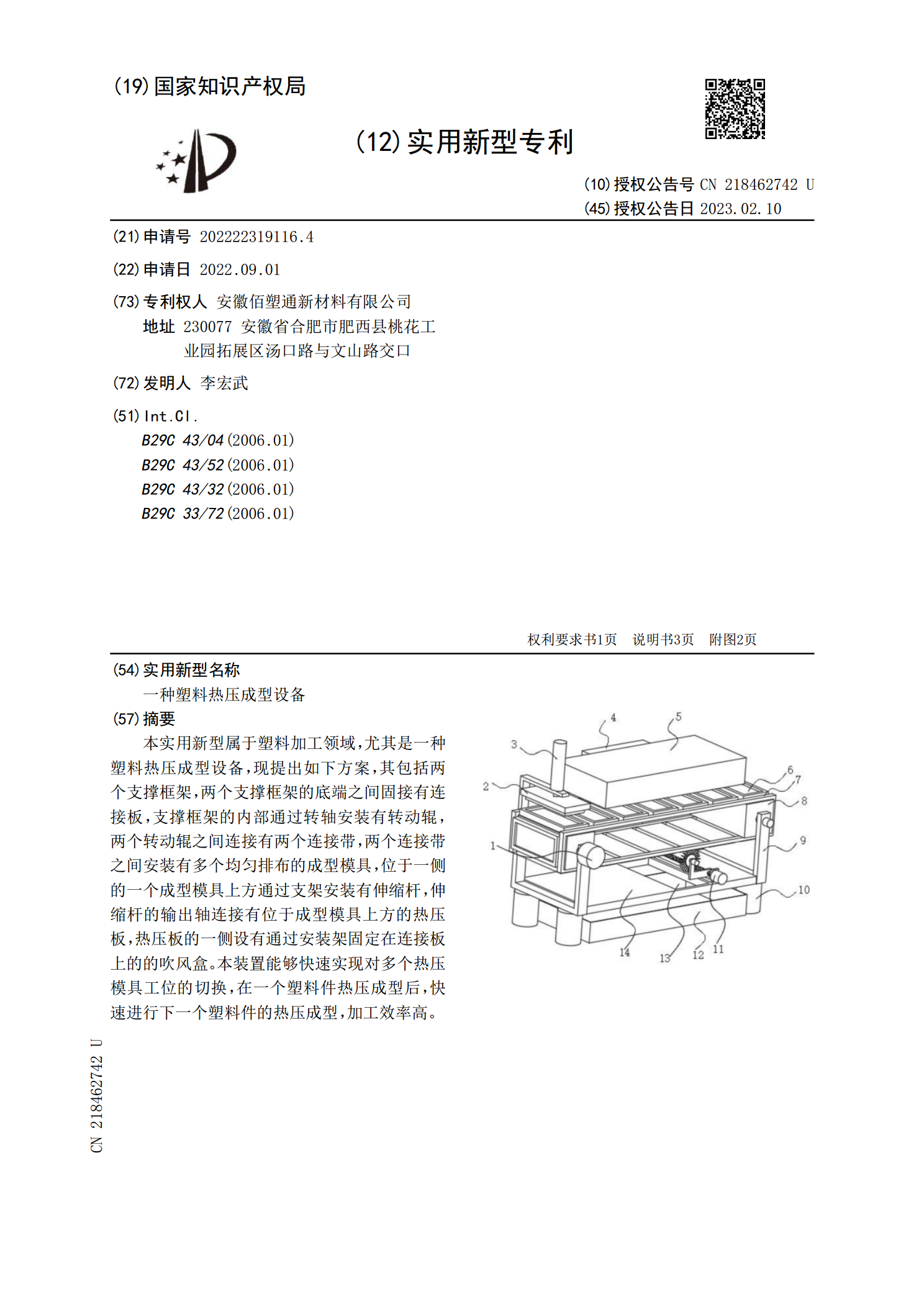
本实用新型属于塑料加工领域,尤其是一种塑料热压成型设备,现提出如下方案,其包括两个支撑框架,两个支撑框架的底端之间固接有连接板,支撑框架的内部通过转轴安装有转动辊,两个转动辊之间连接有两个连接带,两个连接带之间安装有多个均匀排布的成型模具,位于一侧的一个成型模具上方通过支架安装有伸缩杆,伸缩杆的输出轴连接有位于成型模具上方的热压板,热压板的一侧设有通过安装架固定在连接板上的的吹风盒。本装置能够快速实现对多个热压模具工位的切换,在一个塑料件热压成型后,快速进行下一个塑料件的热压成型,加工效率高。

一种空心轴热压成型设备.pdf
本发明涉及汽车零件加工技术领域,针对传统旋锻工艺制造空心轴生产效率和材料利用率低,且设备吨位大从而导致制造成本高的问题,具体是涉及一种空心轴热压成型设备,包括有液压机,液压机的输出端设置有芯模,液压机上还设置有轮转式载料机构,轮转式载料机构上分为用以上下料的料口部、用以固定棒料的固定部、以及避免棒料与轮转式载料机构粘粘的脱模部,轮转式载料机构工作状态中棒料将依次在料口部、固定部和脱模部之间进行工位交替,本申请通过轮转式载料机构配合液压机的作用下进行热压成型工序,利用轮盘的凹口带动棒料在料口部、固定部和脱模