
一种陶瓷加热器及其制造方法.pdf

努力****骞北

1/10
2/10

3/10

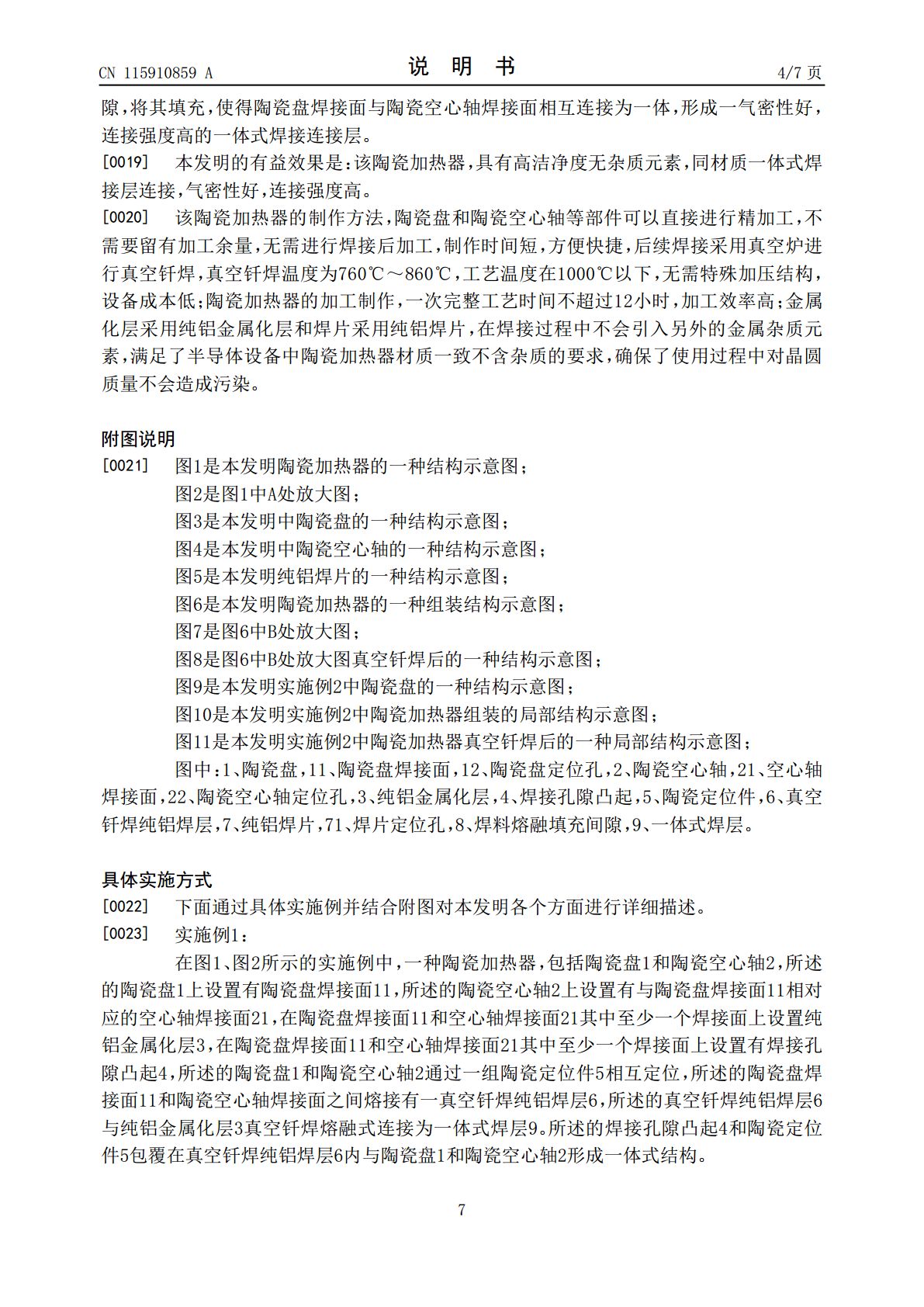
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种陶瓷加热器及其制造方法.pdf
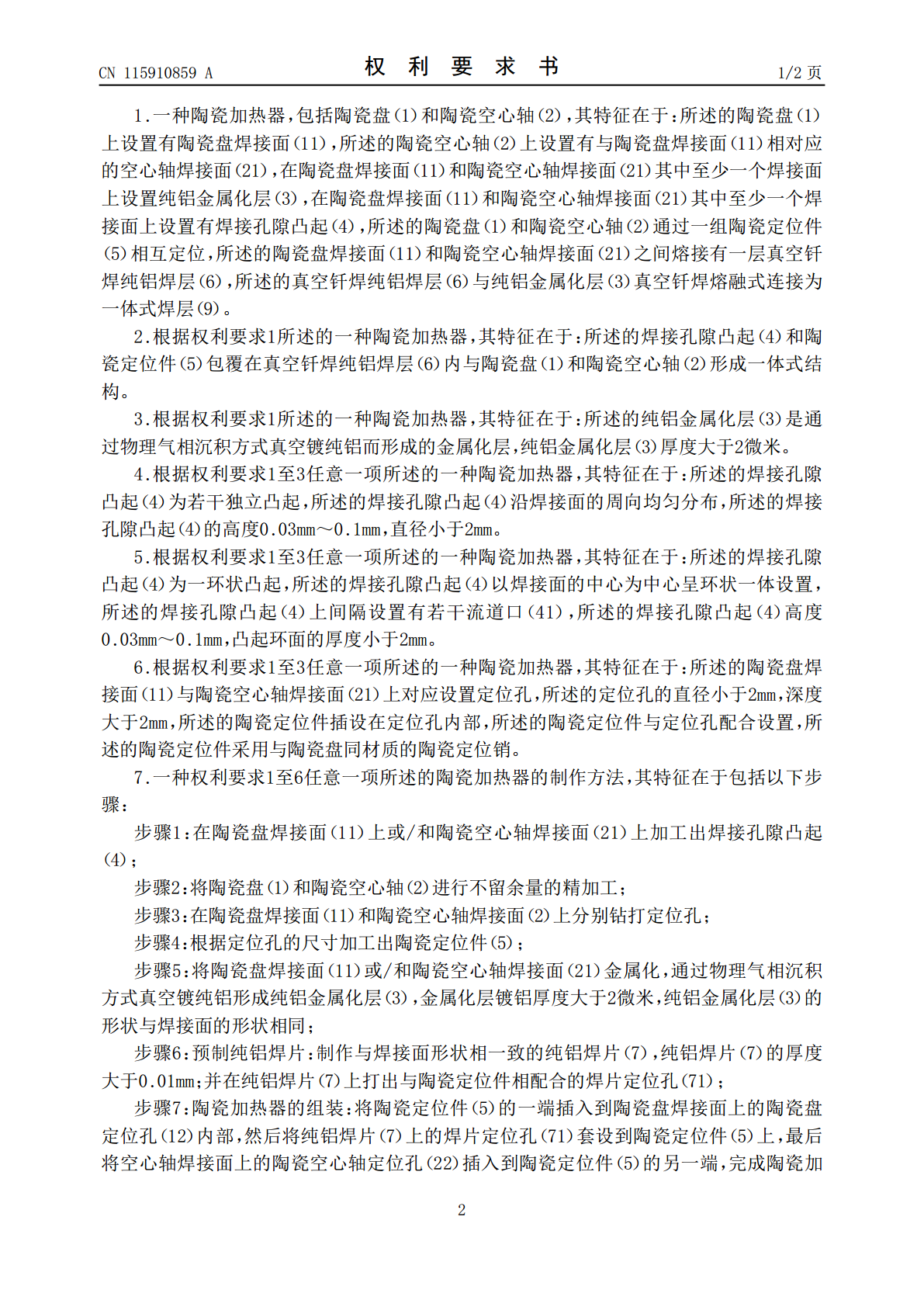
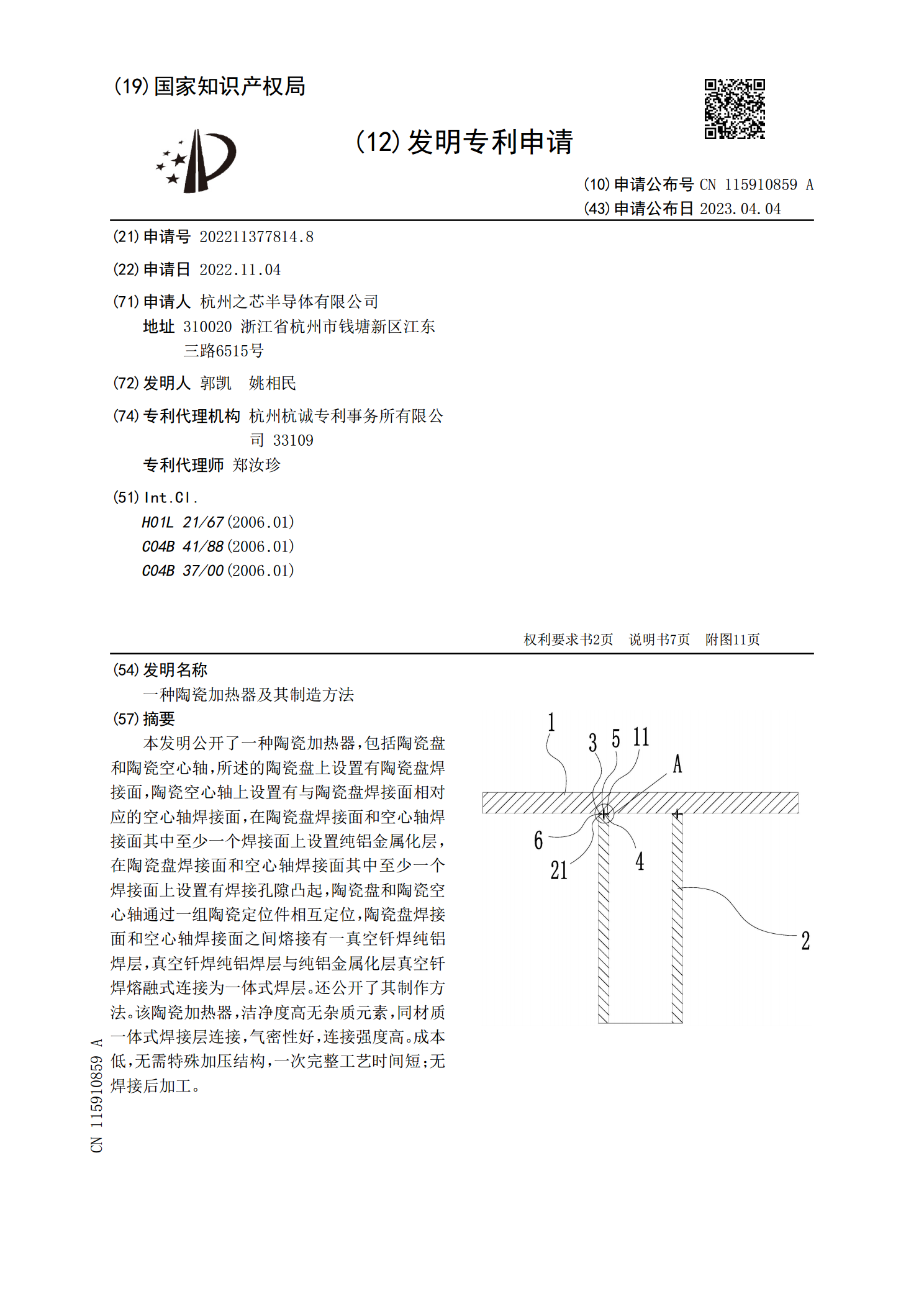
本发明公开了一种陶瓷加热器,包括陶瓷盘和陶瓷空心轴,所述的陶瓷盘上设置有陶瓷盘焊接面,陶瓷空心轴上设置有与陶瓷盘焊接面相对应的空心轴焊接面,在陶瓷盘焊接面和空心轴焊接面其中至少一个焊接面上设置纯铝金属化层,在陶瓷盘焊接面和空心轴焊接面其中至少一个焊接面上设置有焊接孔隙凸起,陶瓷盘和陶瓷空心轴通过一组陶瓷定位件相互定位,陶瓷盘焊接面和空心轴焊接面之间熔接有一真空钎焊纯铝焊层,真空钎焊纯铝焊层与纯铝金属化层真空钎焊熔融式连接为一体式焊层。还公开了其制作方法。该陶瓷加热器,洁净度高无杂质元素,同材质一体式焊接层
一种陶瓷及其制造方法.pdf
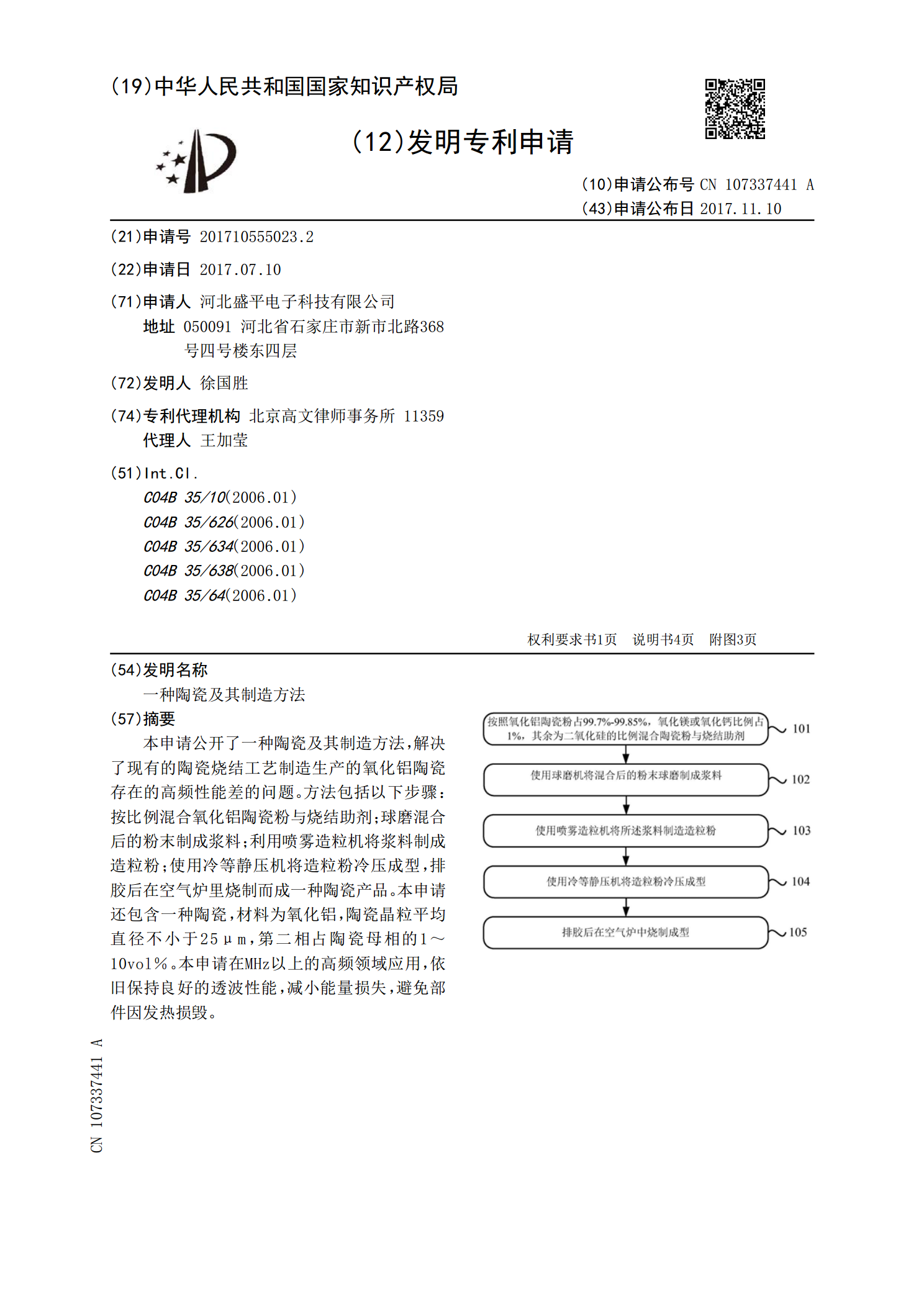
本申请公开了一种陶瓷及其制造方法,解决了现有的陶瓷烧结工艺制造生产的氧化铝陶瓷存在的高频性能差的问题。方法包括以下步骤:按比例混合氧化铝陶瓷粉与烧结助剂;球磨混合后的粉末制成浆料;利用喷雾造粒机将浆料制成造粒粉;使用冷等静压机将造粒粉冷压成型,排胶后在空气炉里烧制而成一种陶瓷产品。本申请还包含一种陶瓷,材料为氧化铝,陶瓷晶粒平均直径不小于25μm,第二相占陶瓷母相的1~10vol%。本申请在MHz以上的高频领域应用,依旧保持良好的透波性能,减小能量损失,避免部件因发热损毁。
一种抗菌陶瓷及其制造方法.pdf
一种抗菌陶瓷是在现有技术制造的陶瓷坯体表面通过丝网印刷或喷墨打印有由陶瓷印油和抗菌粉体材料的抗菌油墨,该油墨由如下重量份配比的原料组成:陶瓷印油95‑98份,抗菌粉体材料2‑5份。所述抗菌陶瓷的制造方法,包括如下步骤:备料、搅拌、喷涂、干燥、烘烤:在电烘烤炉内先后用330‑700℃和00‑1280℃,烘烤1‑2小时,最后是成品出炉。本发明所用抗菌油墨,经干燥、高温烘烤而成,抗菌消毒作用好,粘贴牢固并渗透到陶瓷坯体内,因此这种陶瓷本身就有很好的抗菌消毒作用,使用过程中不需要另外消毒,使用人可以放心使用,既可
一种热流道加热器及其制造方法.pdf
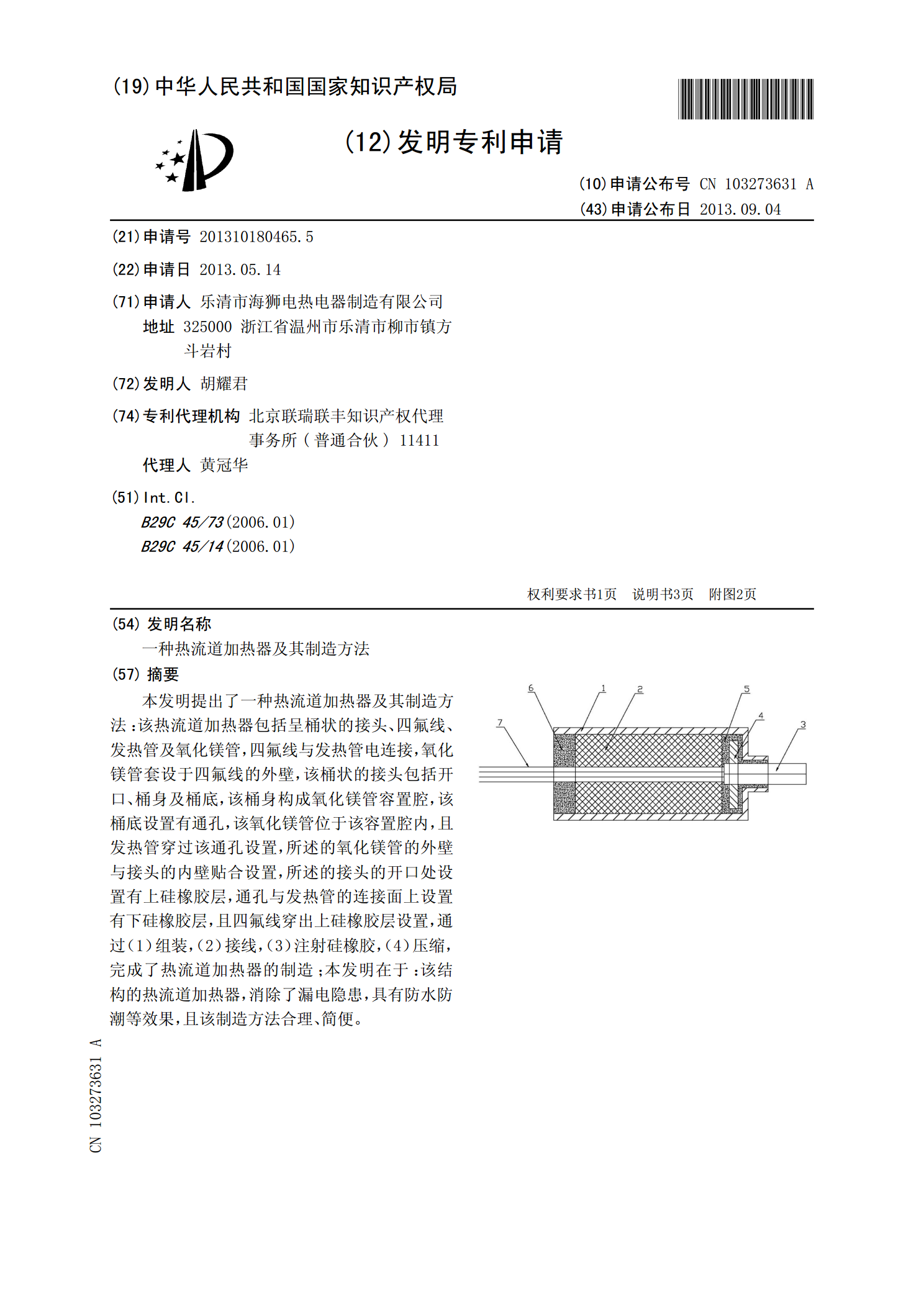
本发明提出了一种热流道加热器及其制造方法:该热流道加热器包括呈桶状的接头、四氟线、发热管及氧化镁管,四氟线与发热管电连接,氧化镁管套设于四氟线的外壁,该桶状的接头包括开口、桶身及桶底,该桶身构成氧化镁管容置腔,该桶底设置有通孔,该氧化镁管位于该容置腔内,且发热管穿过该通孔设置,所述的氧化镁管的外壁与接头的内壁贴合设置,所述的接头的开口处设置有上硅橡胶层,通孔与发热管的连接面上设置有下硅橡胶层,且四氟线穿出上硅橡胶层设置,通过(1)组装,(2)接线,(3)注射硅橡胶,(4)压缩,完成了热流道加热器的制造;本
一种多功能陶瓷板及其制造方法.pdf
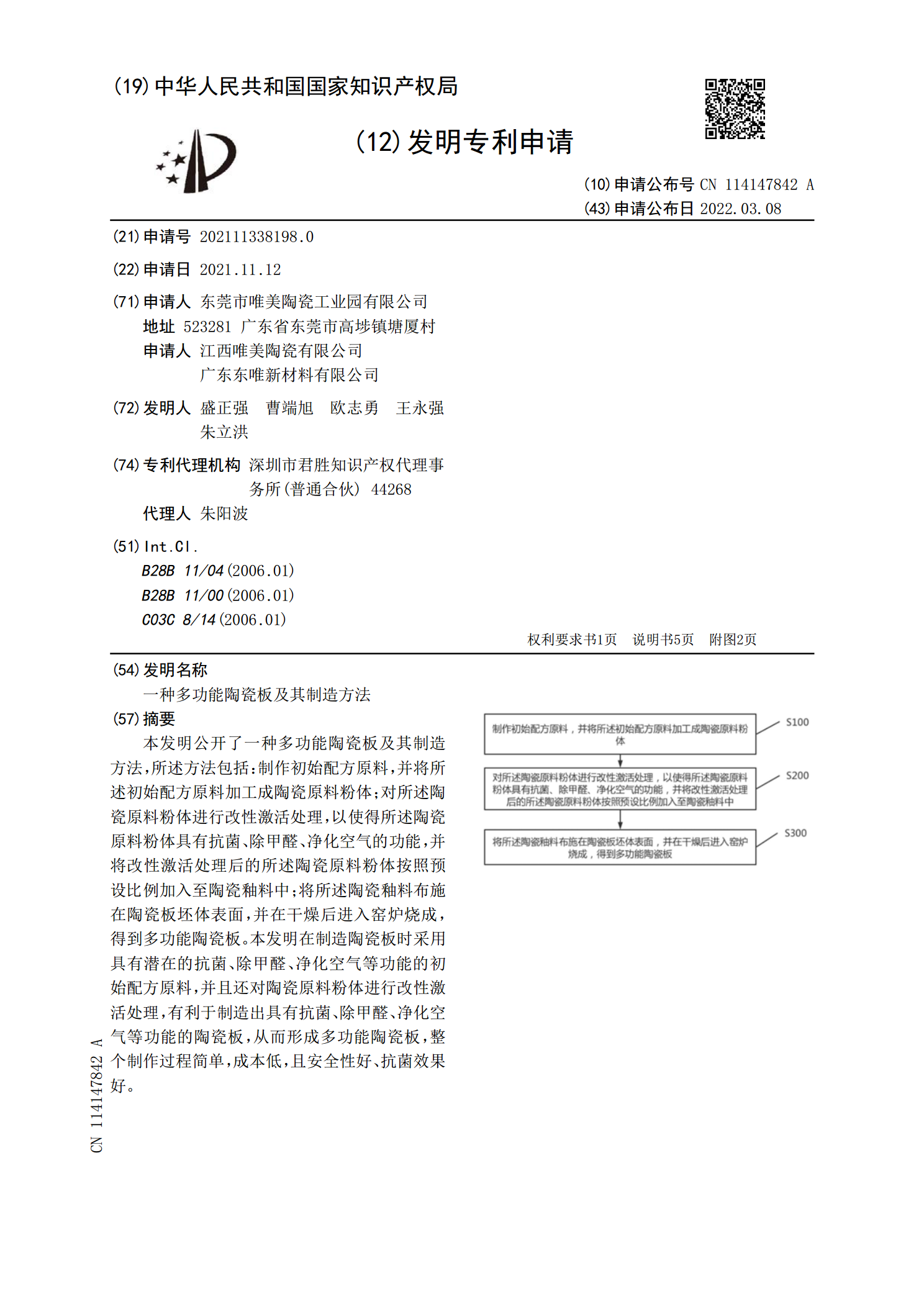
本发明公开了一种多功能陶瓷板及其制造方法,所述方法包括:制作初始配方原料,并将所述初始配方原料加工成陶瓷原料粉体;对所述陶瓷原料粉体进行改性激活处理,以使得所述陶瓷原料粉体具有抗菌、除甲醛、净化空气的功能,并将改性激活处理后的所述陶瓷原料粉体按照预设比例加入至陶瓷釉料中;将所述陶瓷釉料布施在陶瓷板坯体表面,并在干燥后进入窑炉烧成,得到多功能陶瓷板。本发明在制造陶瓷板时采用具有潜在的抗菌、除甲醛、净化空气等功能的初始配方原料,并且还对陶瓷原料粉体进行改性激活处理,有利于制造出具有抗菌、除甲醛、净化空气等功能