
注塑成型的极柱结构.pdf

书錦****by


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

注塑成型的极柱结构.pdf
本发明所公开的注塑成型的极柱结构,金属环成型,将极柱和密封圈置入金属环的极柱固定腔内,且密封圈位于环底与极柱的极柱固定部之间,对环壁的外侧壁、以及极柱和环壁的内侧壁之间作注塑成型处理,以形成注塑件,冷却后通过注塑件使极柱固接至金属环的极柱固定腔内;其利用注塑极柱成型方法得到注塑极柱时,无需过多考虑顶盖片的材料性能(如延展性),简化电池顶盖设计及制造过程,以提升电池顶盖制造的效率,也相应的降低了制造成本。

复合极柱的成型方法.pdf
本发明涉及极柱的技术领域,公开了复合极柱的成型方法,提供复合结构,复合结构包括呈上下布置的铝板材和铜板材,对复合结构的外周进行上下方向的墩压,铝板材的中部形成凸起状的铝中部柱,铜板材的中部形成铜中部板;铝板材的外周形成铝外周环,铜板材的外周形成铜外周环,铜外周环位于铝外周环的底部,铝外周环与铜外周环之间形成扩展环;扩展环包括固定部以及翻边部,将翻边部多次间断弯折,直至翻边部与固定部呈上下叠合布置后,翻边部与固定部形成抵压环;对抵压环进行压合整型,形成复合极柱;这样,即可形成连接稳定的复合极柱结构,其结构强
一种注塑型极柱.pdf
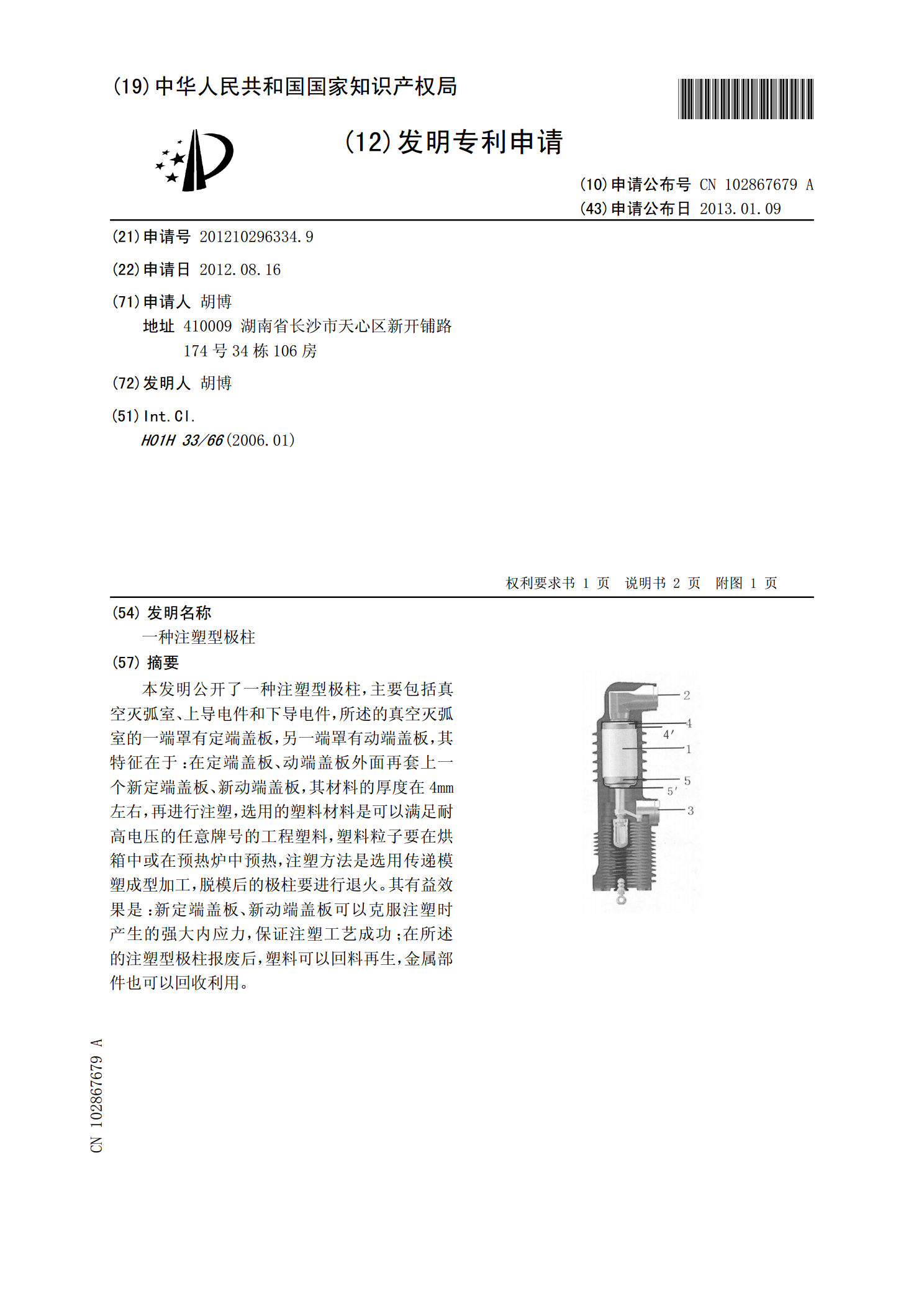
本发明公开了一种注塑型极柱,主要包括真空灭弧室、上导电件和下导电件,所述的真空灭弧室的一端罩有定端盖板,另一端罩有动端盖板,其特征在于:在定端盖板、动端盖板外面再套上一个新定端盖板、新动端盖板,其材料的厚度在4mm左右,再进行注塑,选用的塑料材料是可以满足耐高电压的任意牌号的工程塑料,塑料粒子要在烘箱中或在预热炉中预热,注塑方法是选用传递模塑成型加工,脱模后的极柱要进行退火。其有益效果是:新定端盖板、新动端盖板可以克服注塑时产生的强大内应力,保证注塑工艺成功;在所述的注塑型极柱报废后,塑料可以回料再生,金

锂电池顶盖极柱成型工艺.pdf
1.引言1.1研究背景目前,随着节能环保要求的不断提高,对于锂电池的性能和安全性要求也越来越高。对于锂电池顶盖极柱成型工艺的优化和改进迫在眉睫。只有通过深入研究锂电池顶盖极柱成型工艺,在生产过程中解决各种问题,并不断引入新技术和方法,才能提高锂电池的性能和安全性,推动锂电池产业的发展。本文旨在探讨锂电池顶盖极柱成型工艺的相关问题,为锂电池产业的发展做出贡献。1.2研究意义锂电池作为现代电子产品和电动汽车的主要动力来源,其性能直接受到锂电池组件质量的影响。而锂电池的顶盖极柱成型工艺是决定电池组件结构和性能的

极柱连接结构及电池.pdf
本申请实施例公开了一种极柱连接结构及电池,涉及锂电池技术领域,可以解决电池的重量较大,成本较大的问题。其中,该极柱连接结构包括:结构本体;其中,该结构本体包括:极柱连接区域和N个第一极耳连接区域,N为正整数;该N个第一极耳连接区域中的第i个第一极耳连接区域对应的结构本体的叠面积,小于第i+1个第一极耳连接区域对应的结构本体的叠面积;该第i个第一极耳连接区域为:沿极柱连接区域至N个第一极耳连接区域的方向上的第i个第一极耳连接区域;i为大于1的整数。