
复合极柱的成型方法.pdf

是你****优呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

复合极柱的成型方法.pdf
本发明涉及极柱的技术领域,公开了复合极柱的成型方法,提供复合结构,复合结构包括呈上下布置的铝板材和铜板材,对复合结构的外周进行上下方向的墩压,铝板材的中部形成凸起状的铝中部柱,铜板材的中部形成铜中部板;铝板材的外周形成铝外周环,铜板材的外周形成铜外周环,铜外周环位于铝外周环的底部,铝外周环与铜外周环之间形成扩展环;扩展环包括固定部以及翻边部,将翻边部多次间断弯折,直至翻边部与固定部呈上下叠合布置后,翻边部与固定部形成抵压环;对抵压环进行压合整型,形成复合极柱;这样,即可形成连接稳定的复合极柱结构,其结构强

注塑成型的极柱结构.pdf
本发明所公开的注塑成型的极柱结构,金属环成型,将极柱和密封圈置入金属环的极柱固定腔内,且密封圈位于环底与极柱的极柱固定部之间,对环壁的外侧壁、以及极柱和环壁的内侧壁之间作注塑成型处理,以形成注塑件,冷却后通过注塑件使极柱固接至金属环的极柱固定腔内;其利用注塑极柱成型方法得到注塑极柱时,无需过多考虑顶盖片的材料性能(如延展性),简化电池顶盖设计及制造过程,以提升电池顶盖制造的效率,也相应的降低了制造成本。

锂电池顶盖极柱成型工艺.pdf
1.引言1.1研究背景目前,随着节能环保要求的不断提高,对于锂电池的性能和安全性要求也越来越高。对于锂电池顶盖极柱成型工艺的优化和改进迫在眉睫。只有通过深入研究锂电池顶盖极柱成型工艺,在生产过程中解决各种问题,并不断引入新技术和方法,才能提高锂电池的性能和安全性,推动锂电池产业的发展。本文旨在探讨锂电池顶盖极柱成型工艺的相关问题,为锂电池产业的发展做出贡献。1.2研究意义锂电池作为现代电子产品和电动汽车的主要动力来源,其性能直接受到锂电池组件质量的影响。而锂电池的顶盖极柱成型工艺是决定电池组件结构和性能的
极片成型方法及设备.pdf
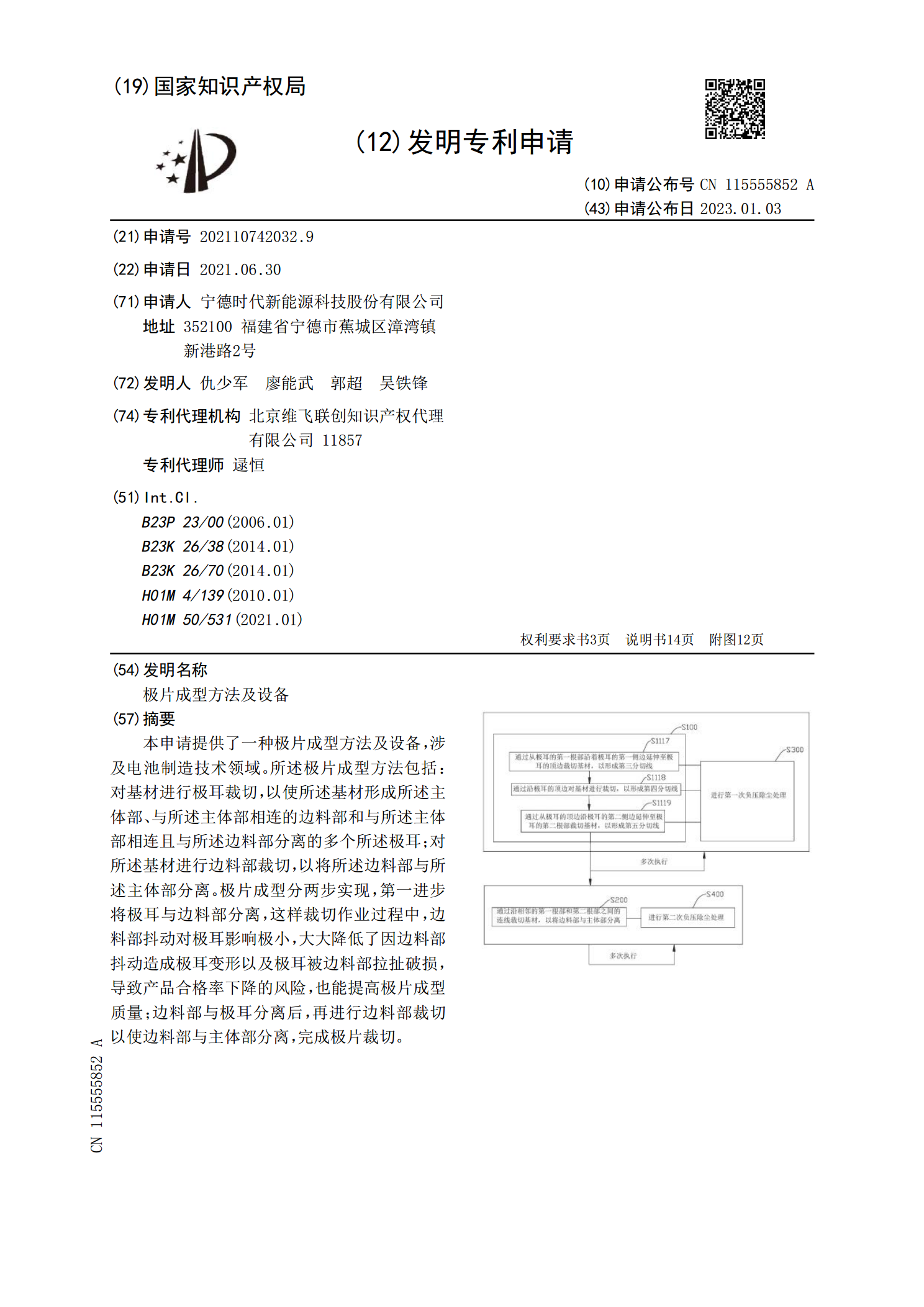
本申请提供了一种极片成型方法及设备,涉及电池制造技术领域。所述极片成型方法包括:对基材进行极耳裁切,以使所述基材形成所述主体部、与所述主体部相连的边料部和与所述主体部相连且与所述边料部分离的多个所述极耳;对所述基材进行边料部裁切,以将所述边料部与所述主体部分离。极片成型分两步实现,第一进步将极耳与边料部分离,这样裁切作业过程中,边料部抖动对极耳影响极小,大大降低了因边料部抖动造成极耳变形以及极耳被边料部拉扯破损,导致产品合格率下降的风险,也能提高极片成型质量;边料部与极耳分离后,再进行边料部裁切以使边料部

艾柱成型装置及方法.pdf
本发明涉及一种艾柱成型装置及方法,包括:第一加压组件、第一承压组件、第一驱动机构、第二驱动机构、桌板及加热机构。上述艾柱成型装置使用时,首先将待加工的艾绒填装在第一加工通孔内部;然后第一驱动机构带动第一加压组件从第一加工通孔的其中一端进入第一加工通孔,第一承压组件固定在第二驱动机构上,且第一承压组件的其中一端伸入第一加工通孔,使得艾绒能够滞留在第一加工通孔内部。艾绒在第一加工通孔内部受到第一加压组件施加的压力,同时,加热组件将热量经过加压端与承压端传递至艾绒。艾绒在加热、加压的条件下会相互粘结。从而使得艾