
一种降低硅棒切割跳线率的装置及切割方法.pdf

文库****坚白

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种降低硅棒切割跳线率的装置及切割方法.pdf
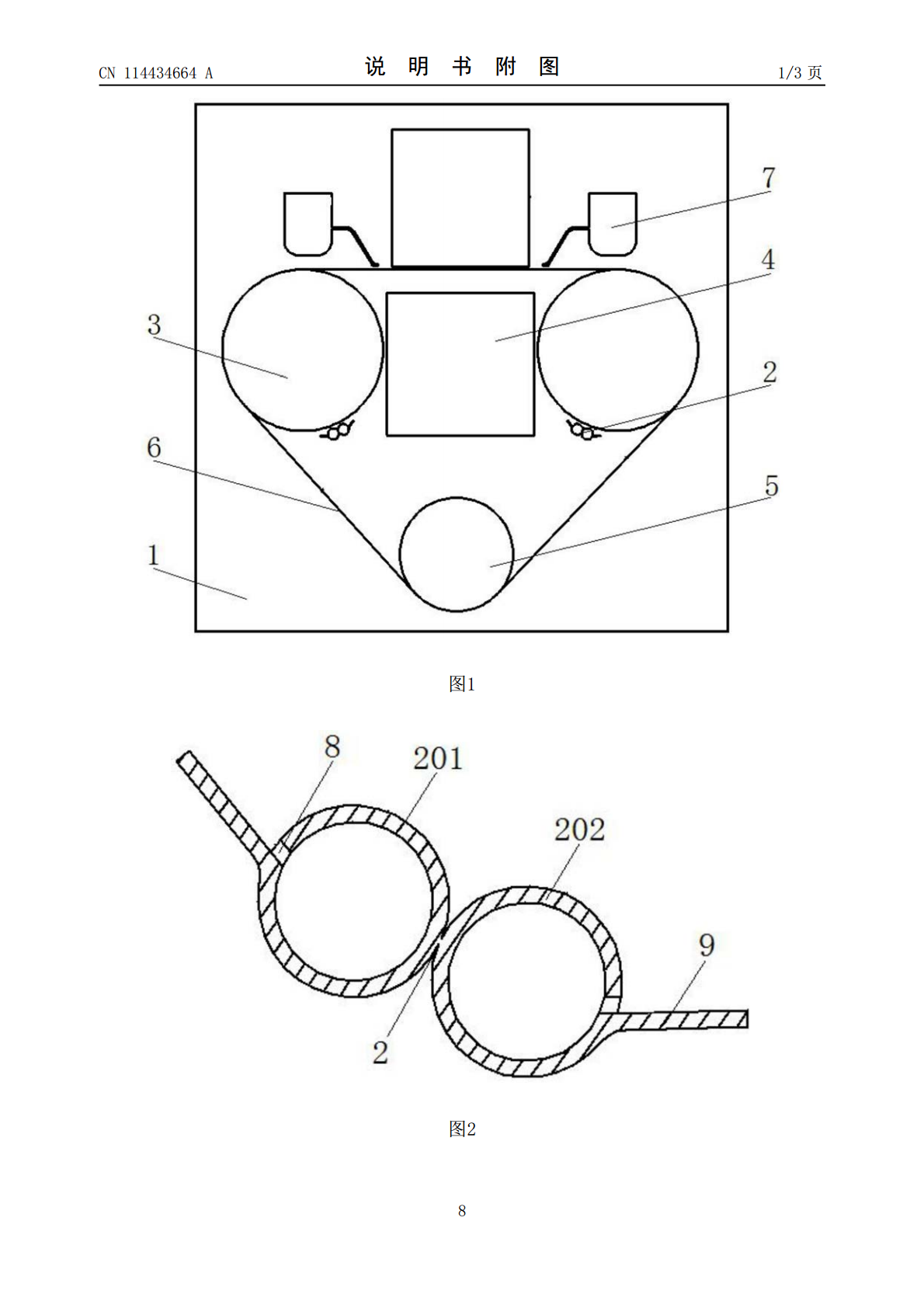
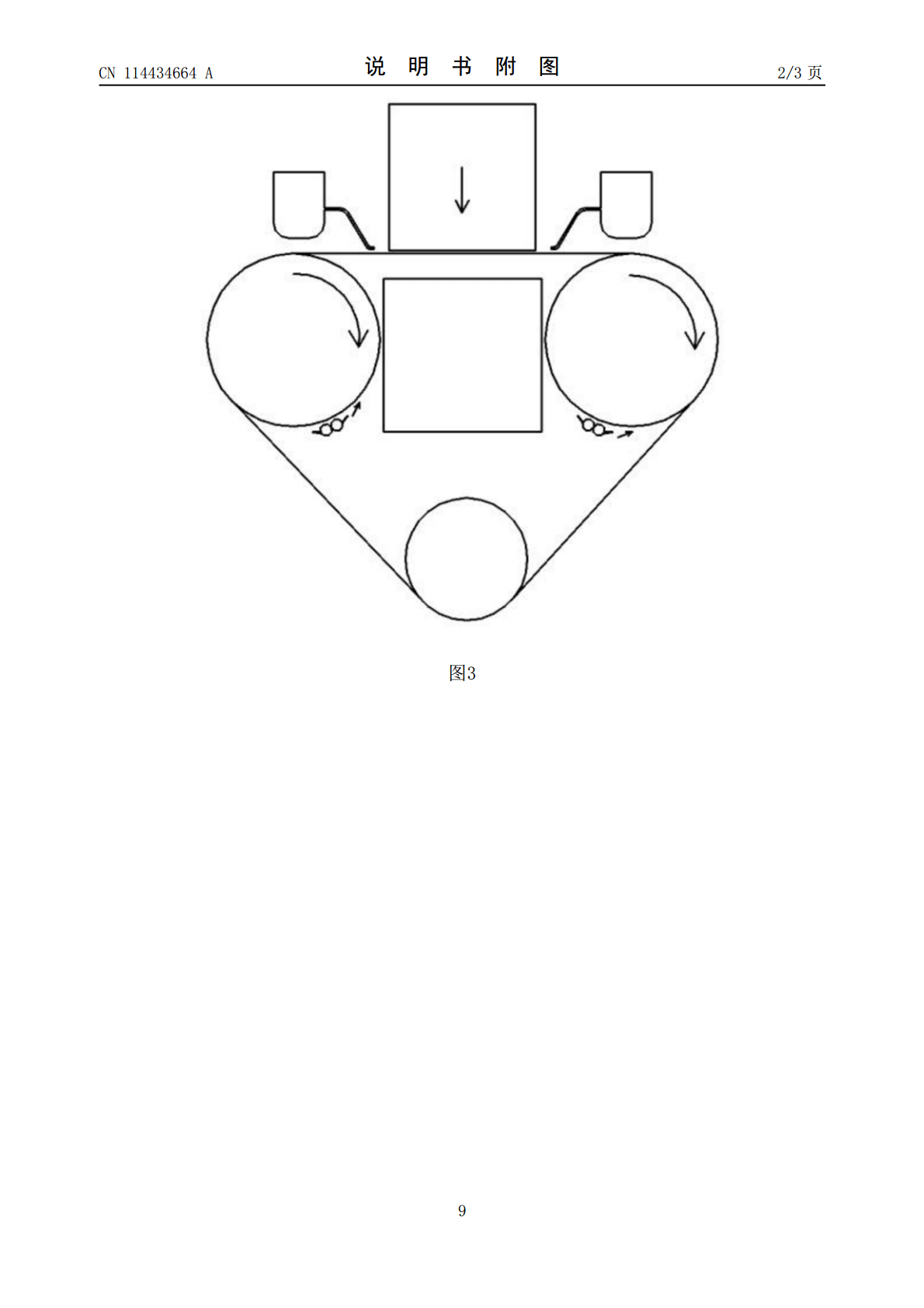
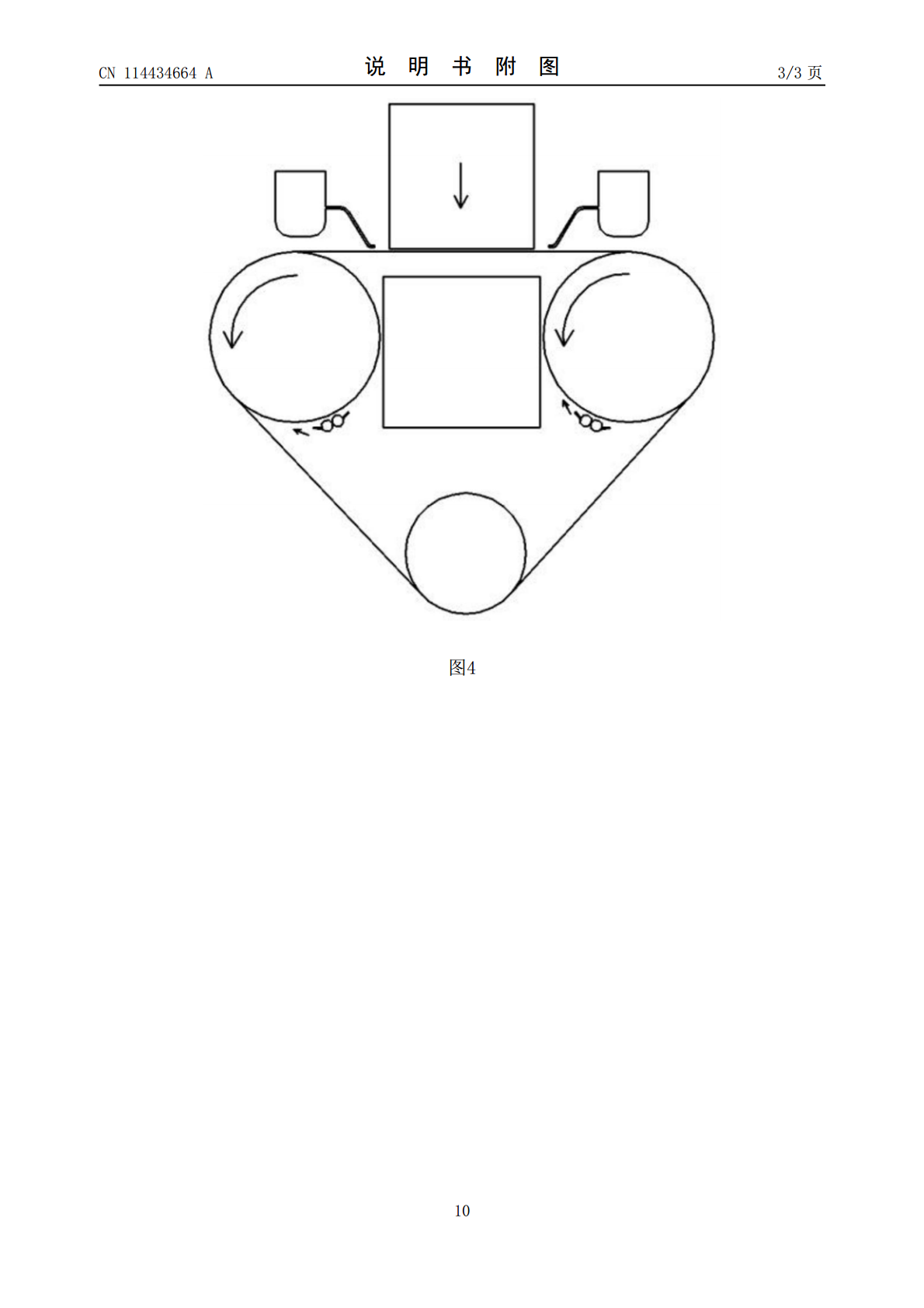
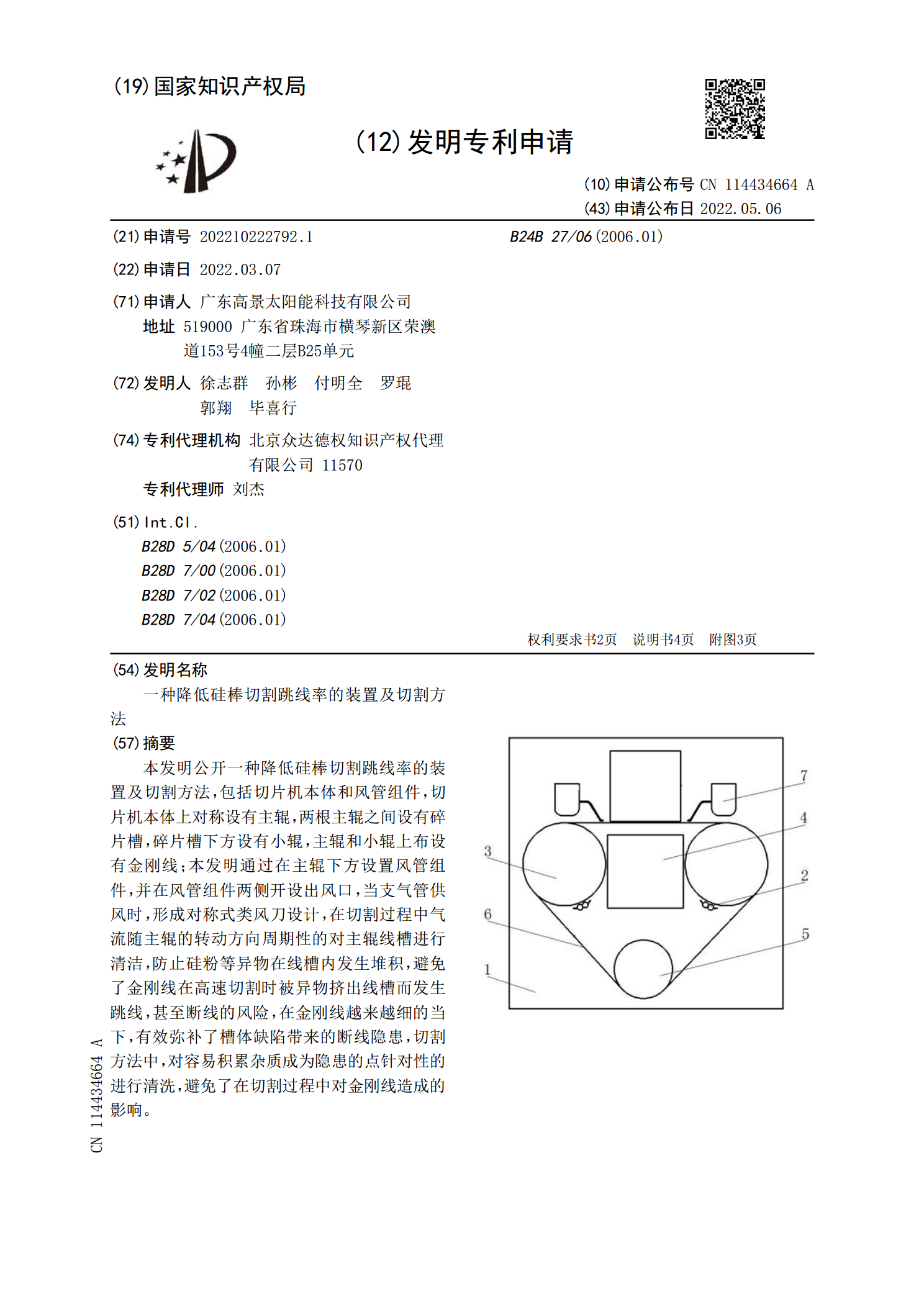
本发明公开一种降低硅棒切割跳线率的装置及切割方法,包括切片机本体和风管组件,切片机本体上对称设有主辊,两根主辊之间设有碎片槽,碎片槽下方设有小辊,主辊和小辊上布设有金刚线;本发明通过在主辊下方设置风管组件,并在风管组件两侧开设出风口,当支气管供风时,形成对称式类风刀设计,在切割过程中气流随主辊的转动方向周期性的对主辊线槽进行清洁,防止硅粉等异物在线槽内发生堆积,避免了金刚线在高速切割时被异物挤出线槽而发生跳线,甚至断线的风险,在金刚线越来越细的当下,有效弥补了槽体缺陷带来的断线隐患,切割方法中,对容易积累
区熔硅棒切割方法和切割装置.pdf
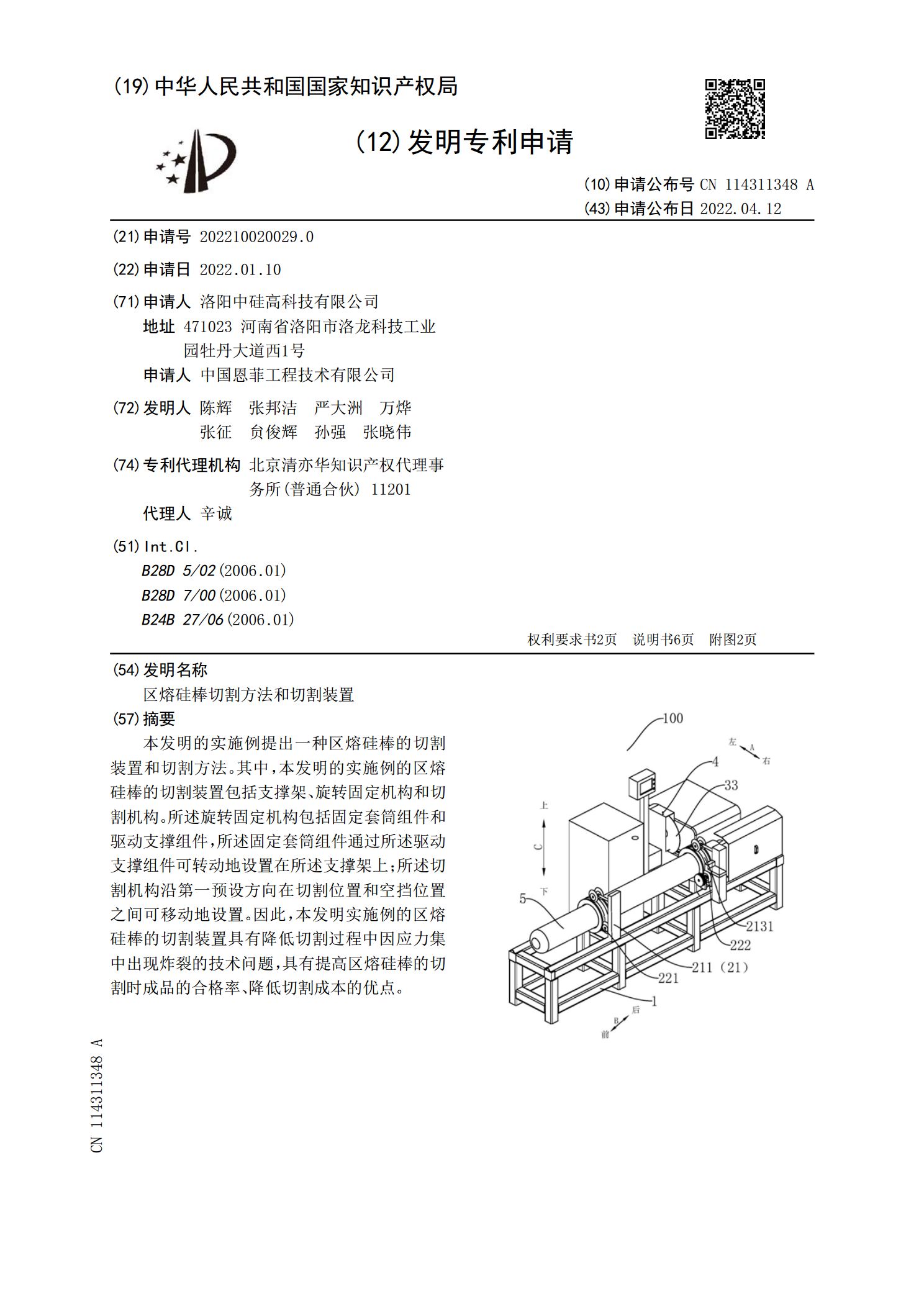
本发明的实施例提出一种区熔硅棒的切割装置和切割方法。其中,本发明的实施例的区熔硅棒的切割装置包括支撑架、旋转固定机构和切割机构。所述旋转固定机构包括固定套筒组件和驱动支撑组件,所述固定套筒组件通过所述驱动支撑组件可转动地设置在所述支撑架上;所述切割机构沿第一预设方向在切割位置和空挡位置之间可移动地设置。因此,本发明实施例的区熔硅棒的切割装置具有降低切割过程中因应力集中出现炸裂的技术问题,具有提高区熔硅棒的切割时成品的合格率、降低切割成本的优点。
一种硅棒切割装置.pdf
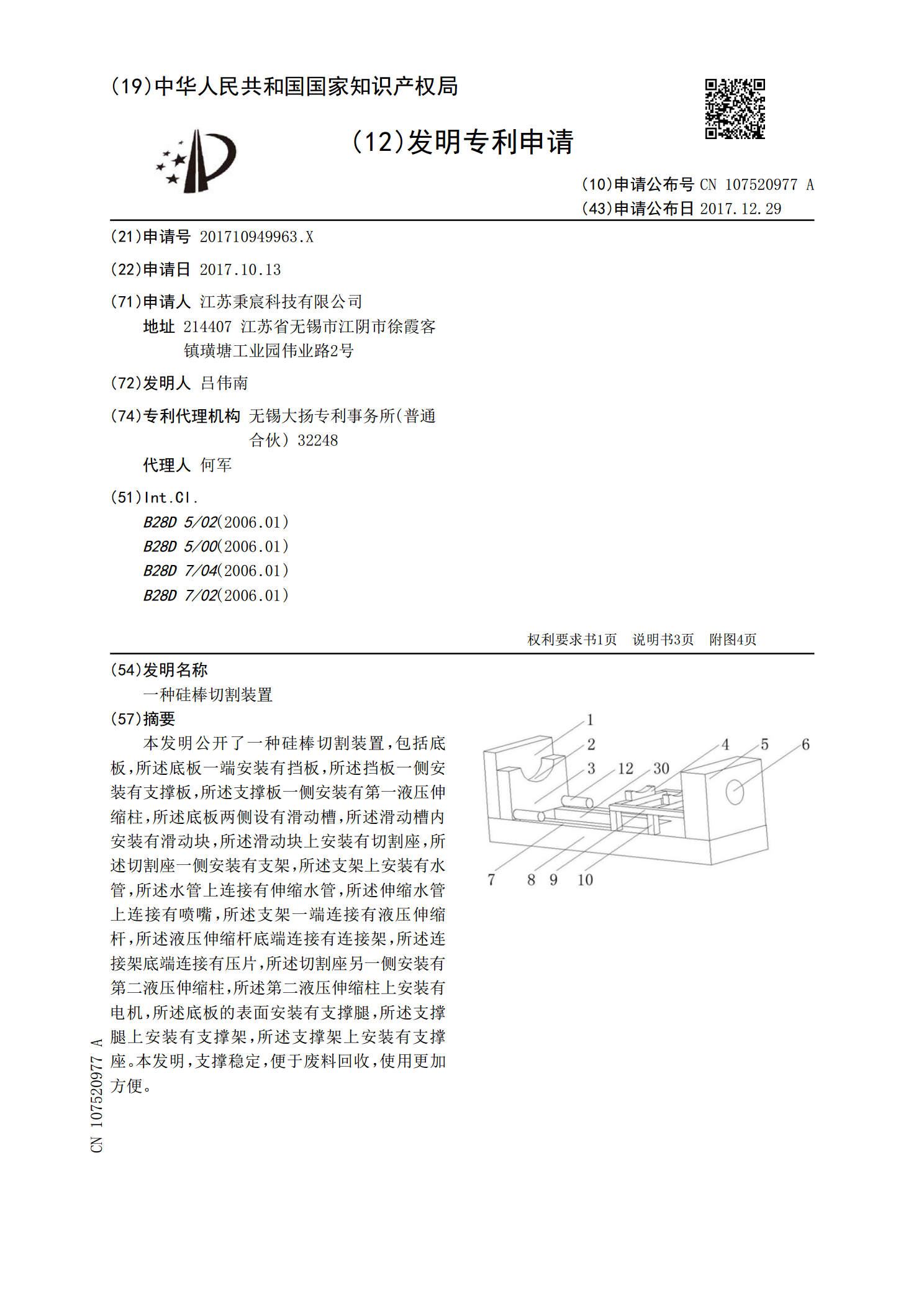
本发明公开了一种硅棒切割装置,包括底板,所述底板一端安装有挡板,所述挡板一侧安装有支撑板,所述支撑板一侧安装有第一液压伸缩柱,所述底板两侧设有滑动槽,所述滑动槽内安装有滑动块,所述滑动块上安装有切割座,所述切割座一侧安装有支架,所述支架上安装有水管,所述水管上连接有伸缩水管,所述伸缩水管上连接有喷嘴,所述支架一端连接有液压伸缩杆,所述液压伸缩杆底端连接有连接架,所述连接架底端连接有压片,所述切割座另一侧安装有第二液压伸缩柱,所述第二液压伸缩柱上安装有电机,所述底板的表面安装有支撑腿,所述支撑腿上安装有支撑
一种橡胶棒智能切割装置及其橡胶棒切割方法.pdf
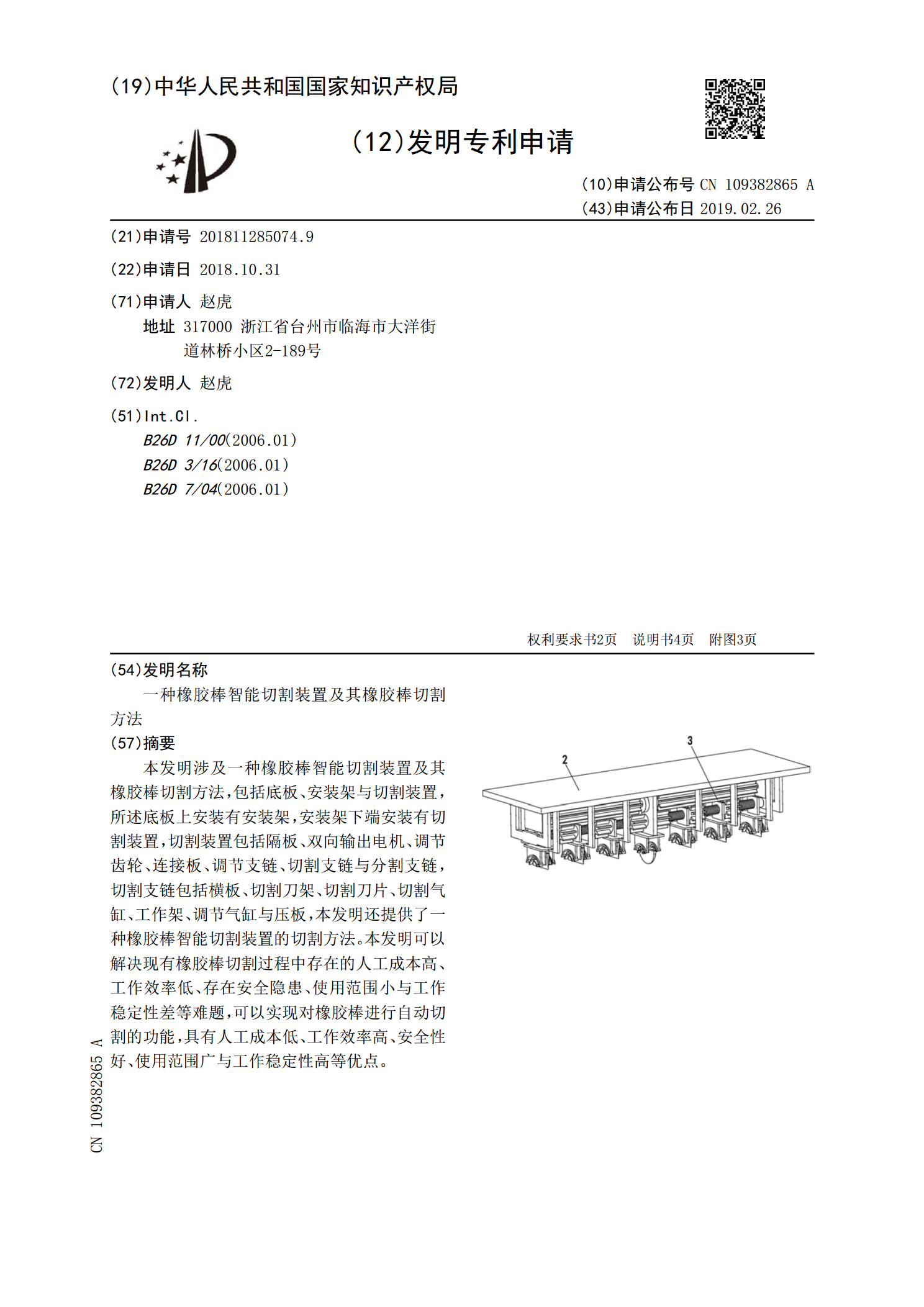
本发明涉及一种橡胶棒智能切割装置及其橡胶棒切割方法,包括底板、安装架与切割装置,所述底板上安装有安装架,安装架下端安装有切割装置,切割装置包括隔板、双向输出电机、调节齿轮、连接板、调节支链、切割支链与分割支链,切割支链包括横板、切割刀架、切割刀片、切割气缸、工作架、调节气缸与压板,本发明还提供了一种橡胶棒智能切割装置的切割方法。本发明可以解决现有橡胶棒切割过程中存在的人工成本高、工作效率低、存在安全隐患、使用范围小与工作稳定性差等难题,可以实现对橡胶棒进行自动切割的功能,具有人工成本低、工作效率高、安全性

一种分线网切割硅棒的方法.pdf
本发明涉及一种硅棒切割方法,特别公开了一种分线网切割硅棒的方法。该分线网切割硅棒的方法,其特征在于:包括如下步骤:把胶带绕在导轮上,将切线固定在胶带上;在控制系统中,将张力设定为5-15N,进入绕线模式;把硅棒插入工作机台槽中锁紧,将硅棒下降到紧贴线网的位置,再将工件提升2mm到起始切割位置;切割前检验然后开始切割;切割完成后,提升工作台,当硅棒提离线网150mm处,取出工件即得。因此,本发明的有益效果是:能有效地避免斜面问题,可直接在硅棒切割时将两端多余的部分切除,在产能允许的情况下,可直接实现多晶去头