
一种用于复杂轴类零件加工的方形工装.pdf

一吃****仪凡

1/8

2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于复杂轴类零件加工的方形工装.pdf
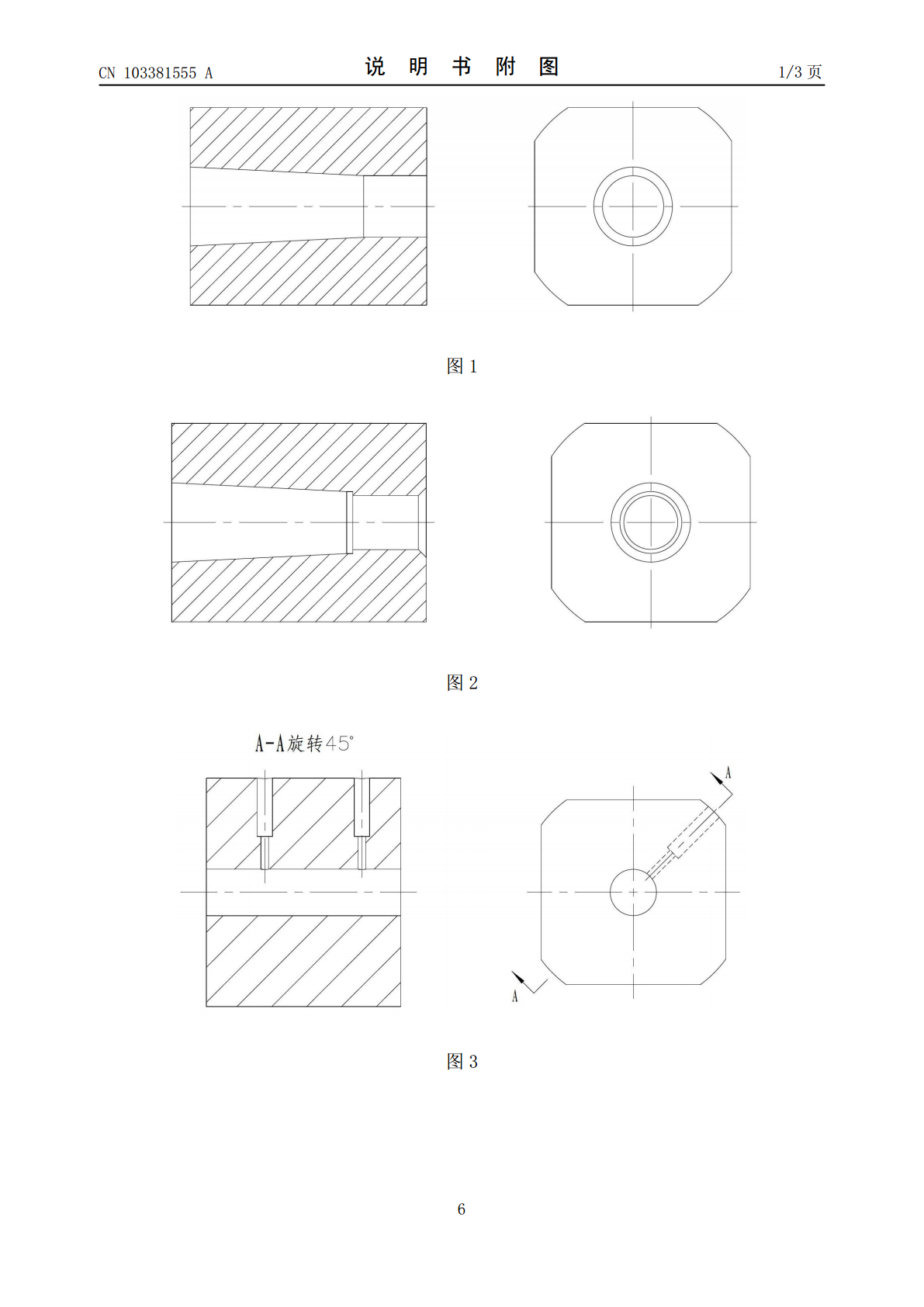
本发明涉及一种用于复杂轴类零件加工的方形工装,属于风洞实验天平、支杆加工技术领域。该工装为一中心带有内孔的长方体,长方体的四个角处均有倒角;该内孔的形状与待加工的复杂轴类零件的外形的一部分相配合。本发明的工装外形呈方形,结构简单,加工制造简单,使零件在加工和检验过程中方便装夹,容易用虎钳、压板等工具夹紧在机床上;工装四面互相平行、垂直,与零件轴线对称,而且四面面积较大容易找正,找正和对刀精度高。
一种用于加工轴类零件固定夹紧的鸡心夹头工装.pdf
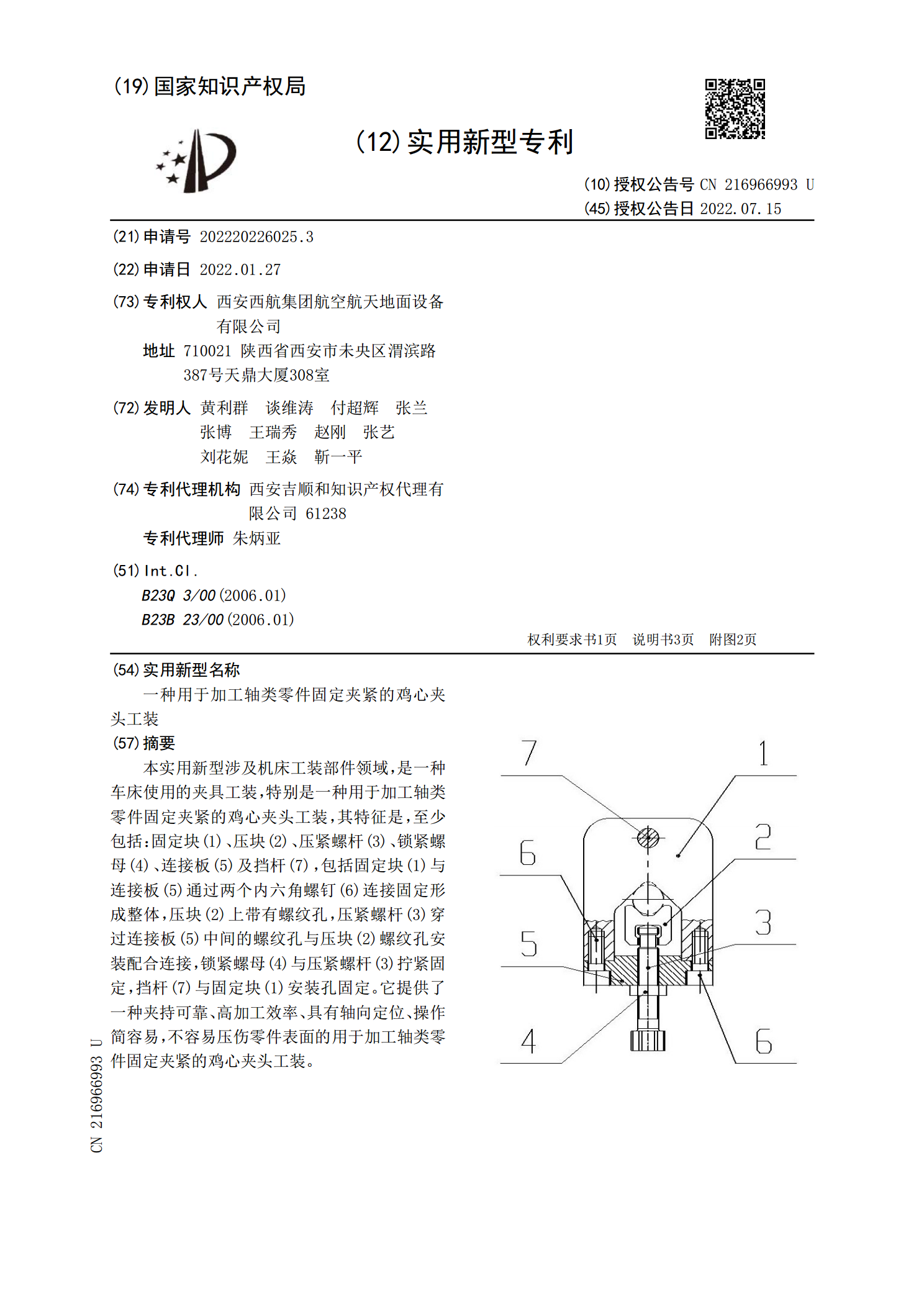
本实用新型涉及机床工装部件领域,是一种车床使用的夹具工装,特别是一种用于加工轴类零件固定夹紧的鸡心夹头工装,其特征是,至少包括:固定块(1)、压块(2)、压紧螺杆(3)、锁紧螺母(4)、连接板(5)及挡杆(7),包括固定块(1)与连接板(5)通过两个内六角螺钉(6)连接固定形成整体,压块(2)上带有螺纹孔,压紧螺杆(3)穿过连接板(5)中间的螺纹孔与压块(2)螺纹孔安装配合连接,锁紧螺母(4)与压紧螺杆(3)拧紧固定,挡杆(7)与固定块(1)安装孔固定。它提供了一种夹持可靠、高加工效率、具有轴向定位、操作
一种轴类零件加工装置及方法.pdf
本发明公开了一种轴类零件加工装置,加工装置包括机箱;置于机箱内的加工台,加工台上设置有第一固定部和第二固定部,轴类零件通过第一固定部和第二固定部定位,第一固定部和第二固定部的相对位置可调节;置于机箱内的电磁加热器组件,及位于电磁感应加热器组件底部的加热圈;置于机箱内用于对轴类零件表面进行冷却的喷水机构,以及置于机箱内用于对轴类零件在表面淬火前对轴类表面进行喷洒助燃剂的喷洒机构;机箱内还设置有用于控制第一固定部在加工台上移动的第一驱动部和用于控制第二固定部在加工台上移动的第二驱动部;本发明对长度较长的轴类零

一种用于轴类零件跳动检测工装.pdf
一种用于轴类零件跳动的检测工装,由底座(1)、支撑板(2)、滚轮(3)、隔圈(4)、芯轴(5)、锁紧块(6)、拉杆(7)、调整螺栓(8)、调整螺母(9)、手把(10)、锁紧轴(11)及螺纹销(12)组成;其特征在于:所述的支撑板(2)有两组或多组,排列在底座(1)台面中间的定位槽上,并可在定位槽上滑动来适应不同长度的轴零件。本发明采用支撑板(2)及滚轮(3)来定位检测轴类零件的跳动,提高了零件检测时的互换性,降低了零件检测的累积误差,降低了零件的检测损伤,提高了检测效率和检测精度。
一种方形零件加工装置.pdf
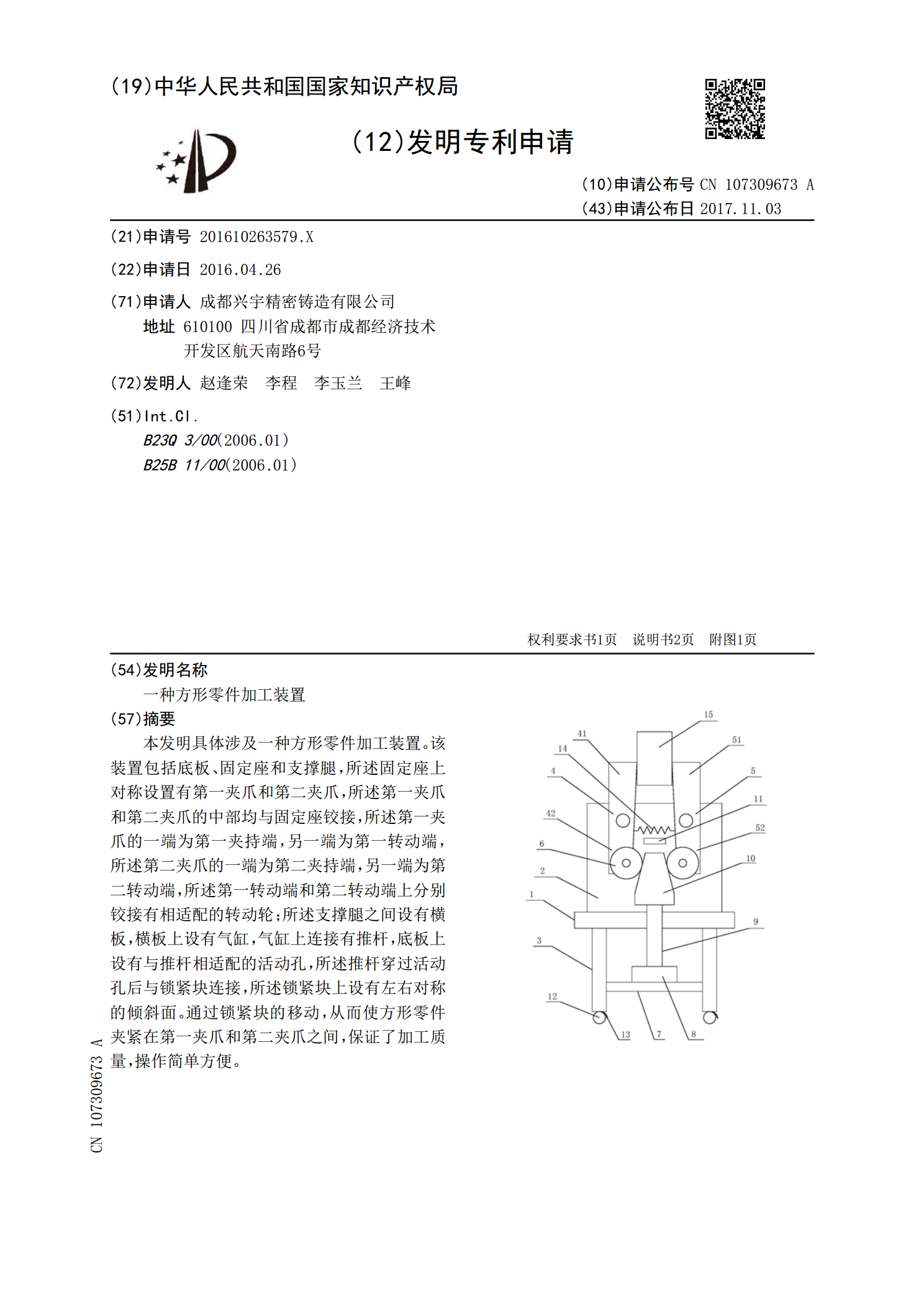
本发明具体涉及一种方形零件加工装置。该装置包括底板、固定座和支撑腿,所述固定座上对称设置有第一夹爪和第二夹爪,所述第一夹爪和第二夹爪的中部均与固定座铰接,所述第一夹爪的一端为第一夹持端,另一端为第一转动端,所述第二夹爪的一端为第二夹持端,另一端为第二转动端,所述第一转动端和第二转动端上分别铰接有相适配的转动轮;所述支撑腿之间设有横板,横板上设有气缸,气缸上连接有推杆,底板上设有与推杆相适配的活动孔,所述推杆穿过活动孔后与锁紧块连接,所述锁紧块上设有左右对称的倾斜面。通过锁紧块的移动,从而使方形零件夹紧在第