
阶梯轴加工说案.doc

qw****27


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

阶梯轴加工说案.doc
阶梯轴加工说案说教材阶梯轴的加工在普通车工是基础,是初学者必需掌握的基本技能。阶梯轴在机械中应用非常广泛,在应用时起到支撑和传递转矩的作用。通过本节课的学习,让学生明白机械行业中,控制尺寸精度的重要性。说教学目标知识目标:使学生掌握普通三角形外螺纹的车削方法;掌握两顶尖装夹车削细长轴的方法能力目标:学生根据要求正确计算背吃刀量和牙形高度德育目标:培养学生安全意识、质量意识和敬业态度教学重点:细长轴的车削和外螺纹的车削方法教学难点:尺寸公差和位置公差的控制说教法和学法1、教法:情景教学法、启发式教学法、师生

简单阶梯轴加工.ppt
车工工艺与技能训练毛坯尺寸φ35×40,根据以下零件图要求,以小组或独立工作方式,在普通车床上完成配合件加工。1.学会分析简单轴的加工工艺;2.掌握阶梯轴的加工方法;3.掌握控制径向尺寸和轴向尺寸的方法;4.巩固用量具测量径向和轴向尺寸的方法;5.能较合理的选择切削用量;6.学会拟定一般轴类零件的加工步骤;7.遵守操作规程,养成文明生产、安全生产的良好习惯。重点、难点:尺寸的控制及加工步骤的拟定。解决办法:1.学生以独立或小组讨论的方式读懂零件图;2.教师引导和帮助学生进行相关知识分析,理解图纸要求,制定
阶梯轴加工工艺过程.doc
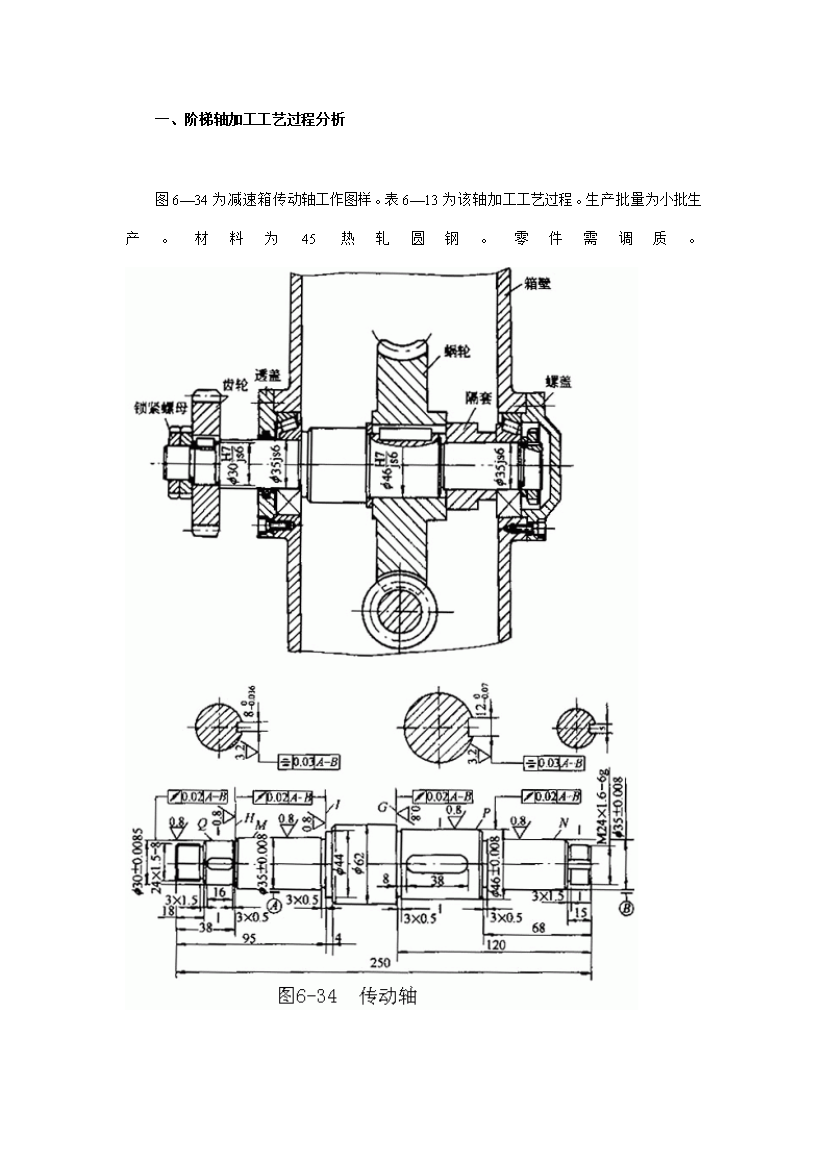
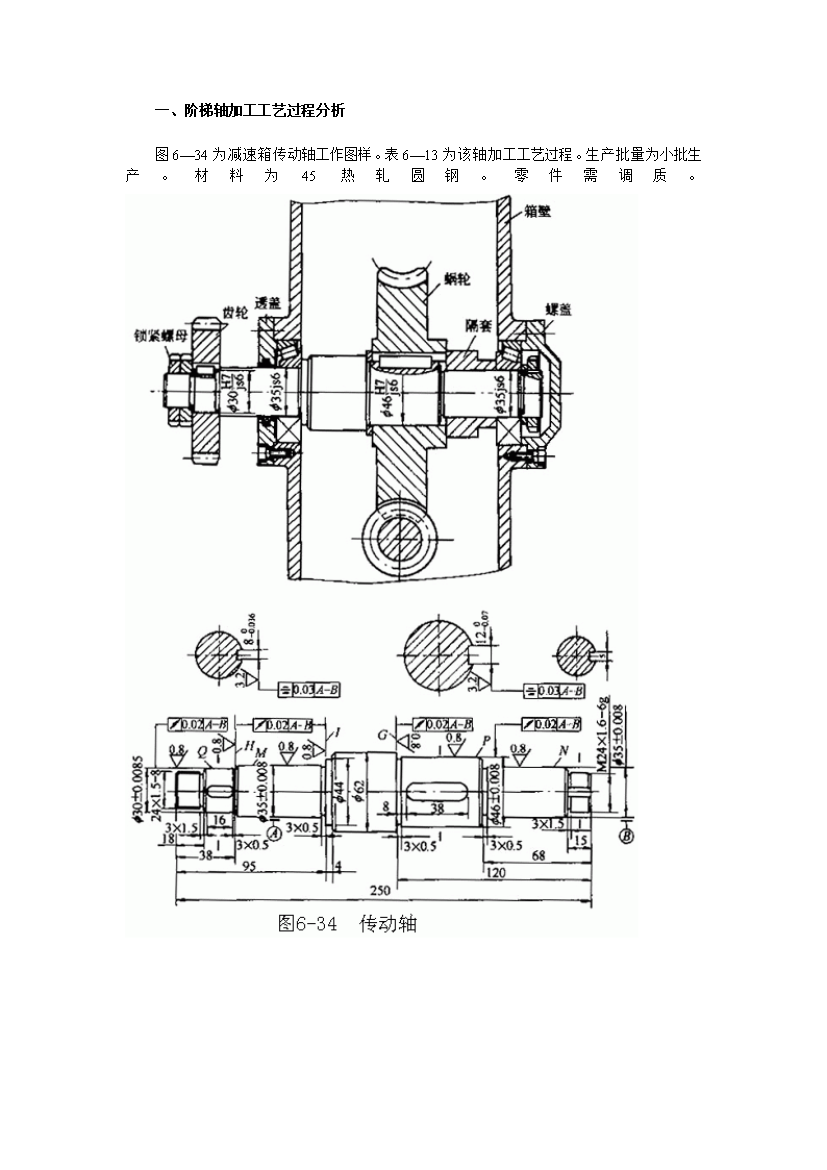
一、阶梯轴加工工艺过程分析图6—34为减速箱传动轴工作图样。表6—13为该轴加工工艺过程。生产批量为小批生产。材料为45热轧圆钢。零件需调质。(一)构造及技术条件分析该轴为没有中心通孔旳多阶梯轴。根据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高旳尺寸精度和形状位置精度,并有较小旳表面粗糙度值,该轴有调质热处理规定。(二)加工工艺过程分析1.确定重要表面加工措施和加工方案。传动轴大多是回转表面,重要是采用车削和外圆磨削。由于该轴重要表面M,N,P,Q旳公差等级较高(IT6),表面粗糙度值较小
阶梯轴加工工艺过程.doc
一、阶梯轴加工工艺过程分析图6—34为减速箱传动轴工作图样。表6—13为该轴加工工艺过程。生产批量为小批生产。材料为45热轧圆钢。零件需调质。(一)结构及技术条件分析该轴为没有中心通孔的多阶梯轴。根据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高的尺寸精度和形状位置精度,并有较小的表面粗糙度值,该轴有调质热处理要求。(二)加工工艺过程分析1.确定主要表面加工方法和加工方案。传动轴大多是回转表面,主要是采用车削和外圆磨削。由于该轴主要表面M,N,P,Q的公差等级较高(IT6),表面粗糙度值较小

阶梯轴加工工艺过程.doc
一、阶梯轴加工工艺过程分析图6—34为减速箱传动轴工作图样。表6—13为该轴加工工艺过程。生产批量为小批生产。材料为45热轧圆钢。零件需调质。(一)结构及技术条件分析该轴为没有中心通孔的多阶梯轴。根据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高的尺寸精度和形状位置精度,并有较小的表面粗糙度值,该轴有调质热处理要求。(二)加工工艺过程分析1.确定主要表面加工方法和加工方案。传动轴大多是回转表面,主要是采用车削和外圆磨削。由于该轴主要表面M,N,P,Q的公差等级较高(IT6),表面粗糙度值较小