
一种VCM覆膜板用双向拉伸聚酯薄膜及其制备方法.pdf

诗文****仙女

1/9
2/9

3/9

4/9

5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种VCM覆膜板用双向拉伸聚酯薄膜及其制备方法.pdf
本发明公开了一种VCM覆膜板用双向拉伸聚酯薄膜,依次由粘接层、芯层、抗粘层构成;其中粘接层由下述原料制成:共聚聚酯、抗粘母料A,共聚聚酯由对苯二甲酸、邻苯二甲酸、乙二醇和1,2‑丁二醇在催化剂作用下缩聚而成;芯层由下述原料制成:均聚聚酯、POE接枝马来酸酐、LLDPE。本发明还公开了VCM覆膜板用双向拉伸聚酯薄膜的制备方法。本发明的VCM覆膜板用双向拉伸聚酯薄膜具有良好的尺寸稳定性、热粘接性、延展性,可与金属板直接进行热复合,无需涂胶。
一种在线涂覆型改性双向拉伸聚酯薄膜及其制备方法.pdf
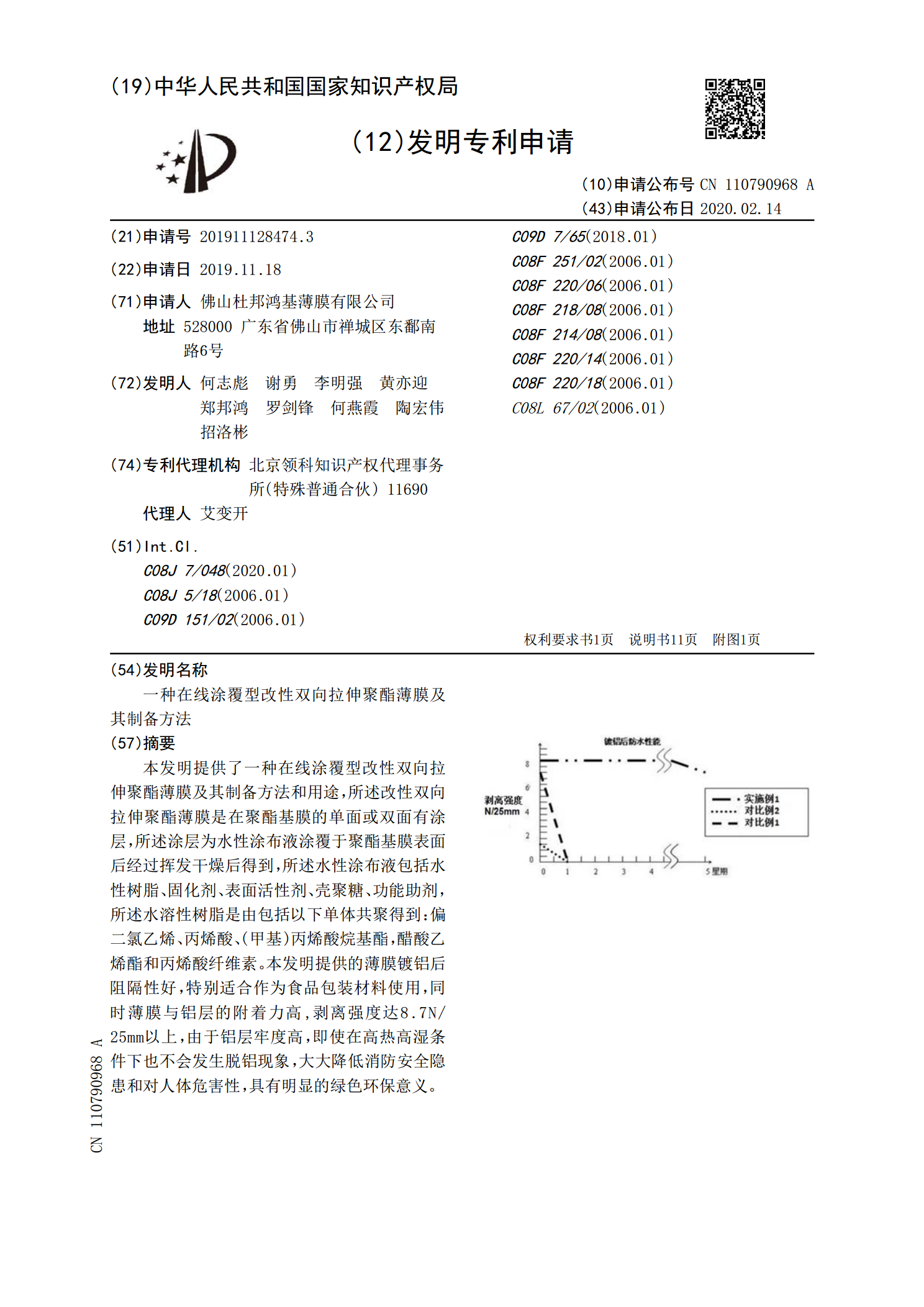
本发明提供了一种在线涂覆型改性双向拉伸聚酯薄膜及其制备方法和用途,所述改性双向拉伸聚酯薄膜是在聚酯基膜的单面或双面有涂层,所述涂层为水性涂布液涂覆于聚酯基膜表面后经过挥发干燥后得到,所述水性涂布液包括水性树脂、固化剂、表面活性剂、壳聚糖、功能助剂,所述水溶性树脂是由包括以下单体共聚得到:偏二氯乙烯、丙烯酸、(甲基)丙烯酸烷基酯,醋酸乙烯酯和丙烯酸纤维素。本发明提供的薄膜镀铝后阻隔性好,特别适合作为食品包装材料使用,同时薄膜与铝层的附着力高,剥离强度达8.7N/25mm以上,由于铝层牢度高,即使在高热高湿条
一种双向拉伸聚酯薄膜及其制备方法.pdf
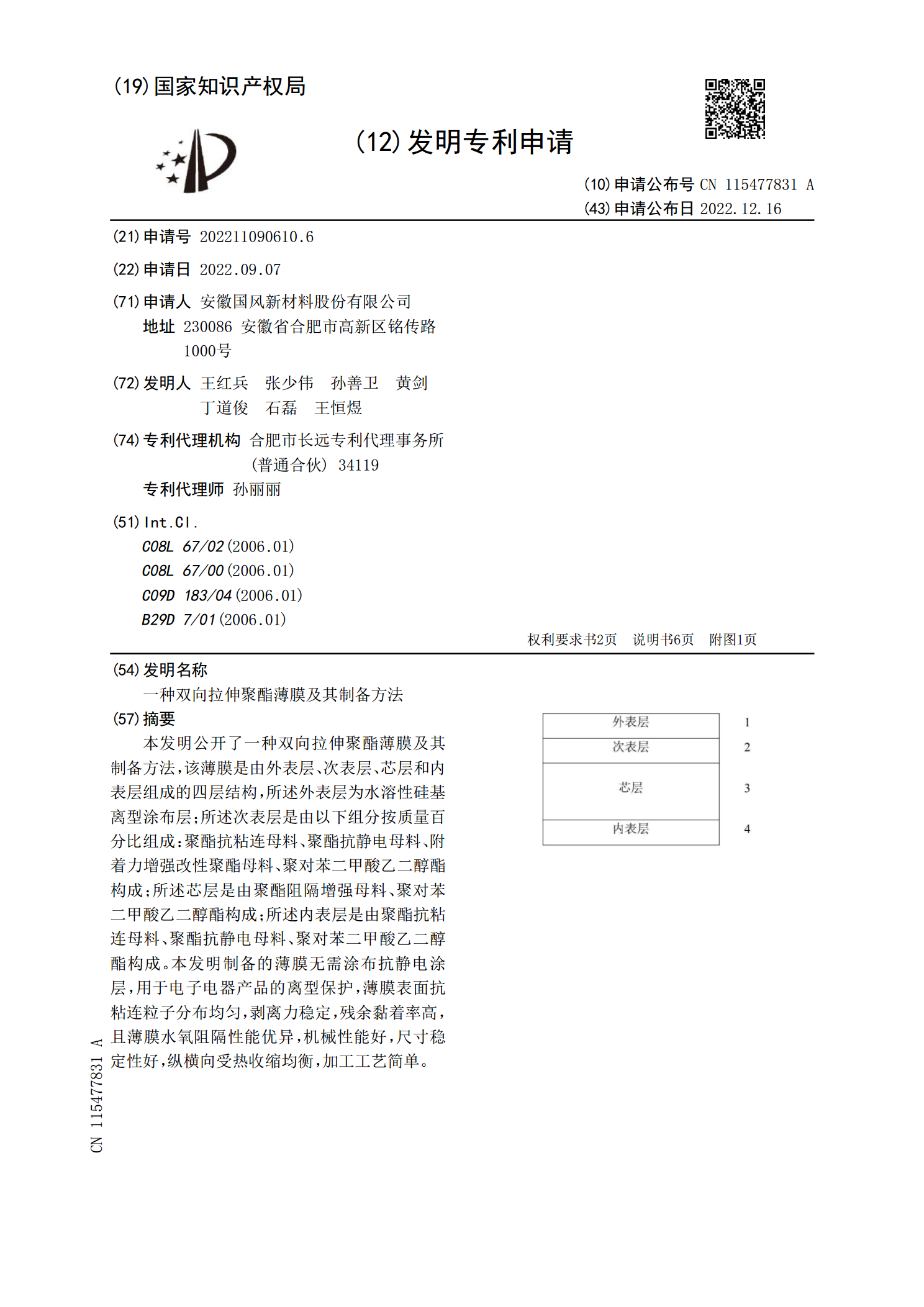
本发明公开了一种双向拉伸聚酯薄膜及其制备方法,该薄膜是由外表层、次表层、芯层和内表层组成的四层结构,所述外表层为水溶性硅基离型涂布层;所述次表层是由以下组分按质量百分比组成:聚酯抗粘连母料、聚酯抗静电母料、附着力增强改性聚酯母料、聚对苯二甲酸乙二醇酯构成;所述芯层是由聚酯阻隔增强母料、聚对苯二甲酸乙二醇酯构成;所述内表层是由聚酯抗粘连母料、聚酯抗静电母料、聚对苯二甲酸乙二醇酯构成。本发明制备的薄膜无需涂布抗静电涂层,用于电子电器产品的离型保护,薄膜表面抗粘连粒子分布均匀,剥离力稳定,残余黏着率高,且薄膜水
一种有色抗老化双向拉伸聚酯薄膜及其制备方法.pdf
本发明涉及一种有色抗老化双向拉伸聚酯薄膜及其制备方法,所述有色抗老化双向拉伸聚酯薄膜为三层复合结构,其特征在于,中间层为有色层,有色层原料包括光学聚酯切片,色母粒,紫外阻隔母粒,分散剂,所述分散剂包括硬脂酸酯和磺化改性聚乙烯醇;有色层的两侧为透明抗紫外层,透明抗紫外层的原料包括光学聚酯切片,紫外吸收剂。本发明的有色抗老化双向拉伸聚酯薄膜颜色均匀,并且颜色的稳定性好,在有机溶剂浸渍,或者在湿热老化条件下放置,也不会产生色斑、色晕、褪色等现象。

一种双向拉伸聚酯薄膜用抗静电母料的制备方法.pdf
一种双向拉伸聚酯薄膜用抗静电母料的制备方法,它包括以下工序:(1)酯化过程:在反应设备中加入二元酸、二元醇和催化剂,通入氮气保护,在220℃~270℃的条件下酯化反应3~4小时;(2)缩聚过程:酯化反应后,向酯化反应体系中加入抗静电剂,反应设备抽真空后,在265℃~290℃的条件下进行缩聚反应3-5小时,得到缩聚产品;(3)造粒过程:缩聚产物经造丝、冷却、切割,制得双向拉伸聚酯薄膜用抗静电母料。本发明通过在合成过程中直接添加抗静电剂,一方面提高了抗静电剂在母料中的分散均匀性,不影响未来薄膜产品的光学性能;