
电力施工弯管角度可调快速激光切割装置.pdf

书生****12

1/10
2/10
3/10
4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
电力施工弯管角度可调快速激光切割装置.pdf
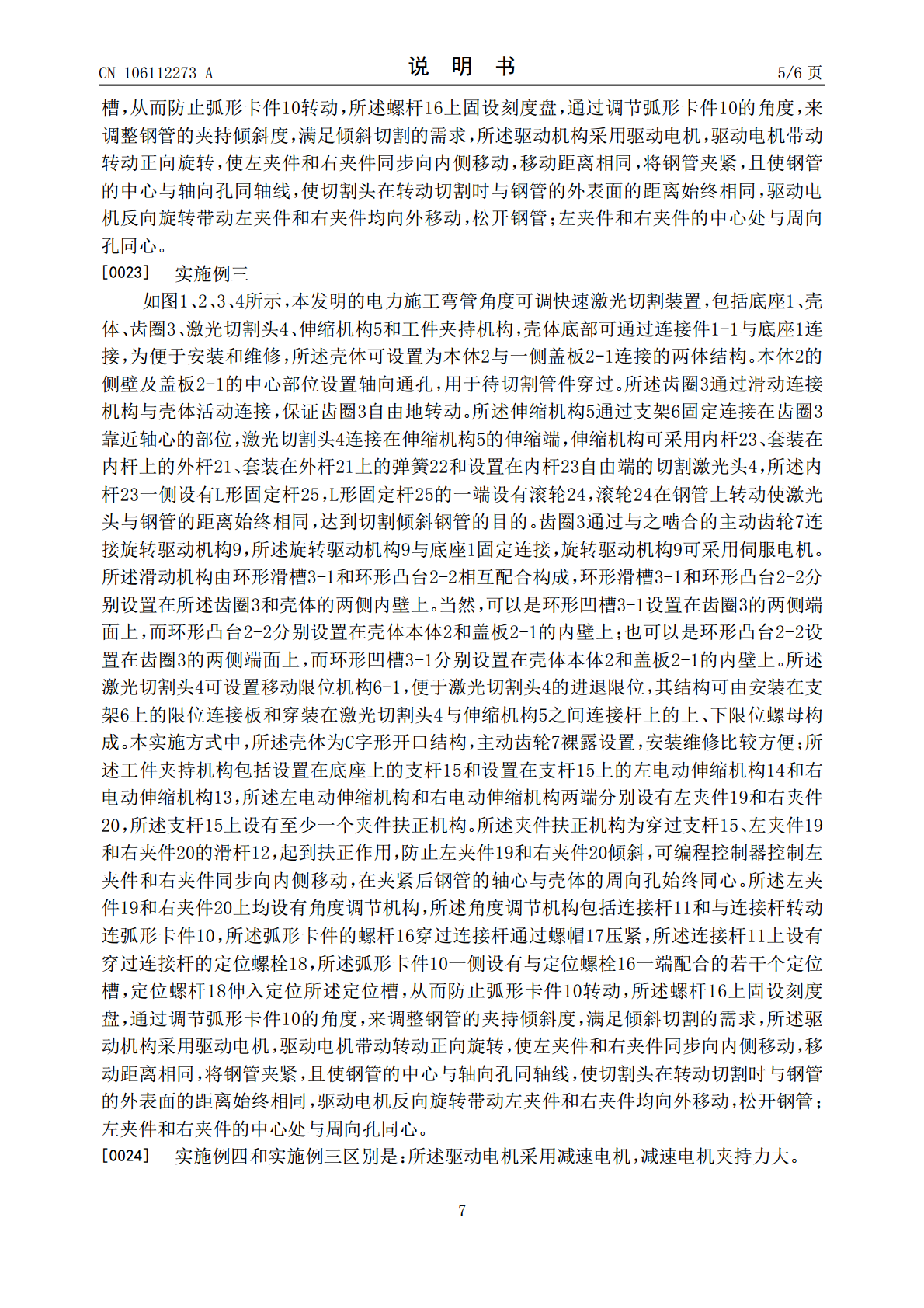
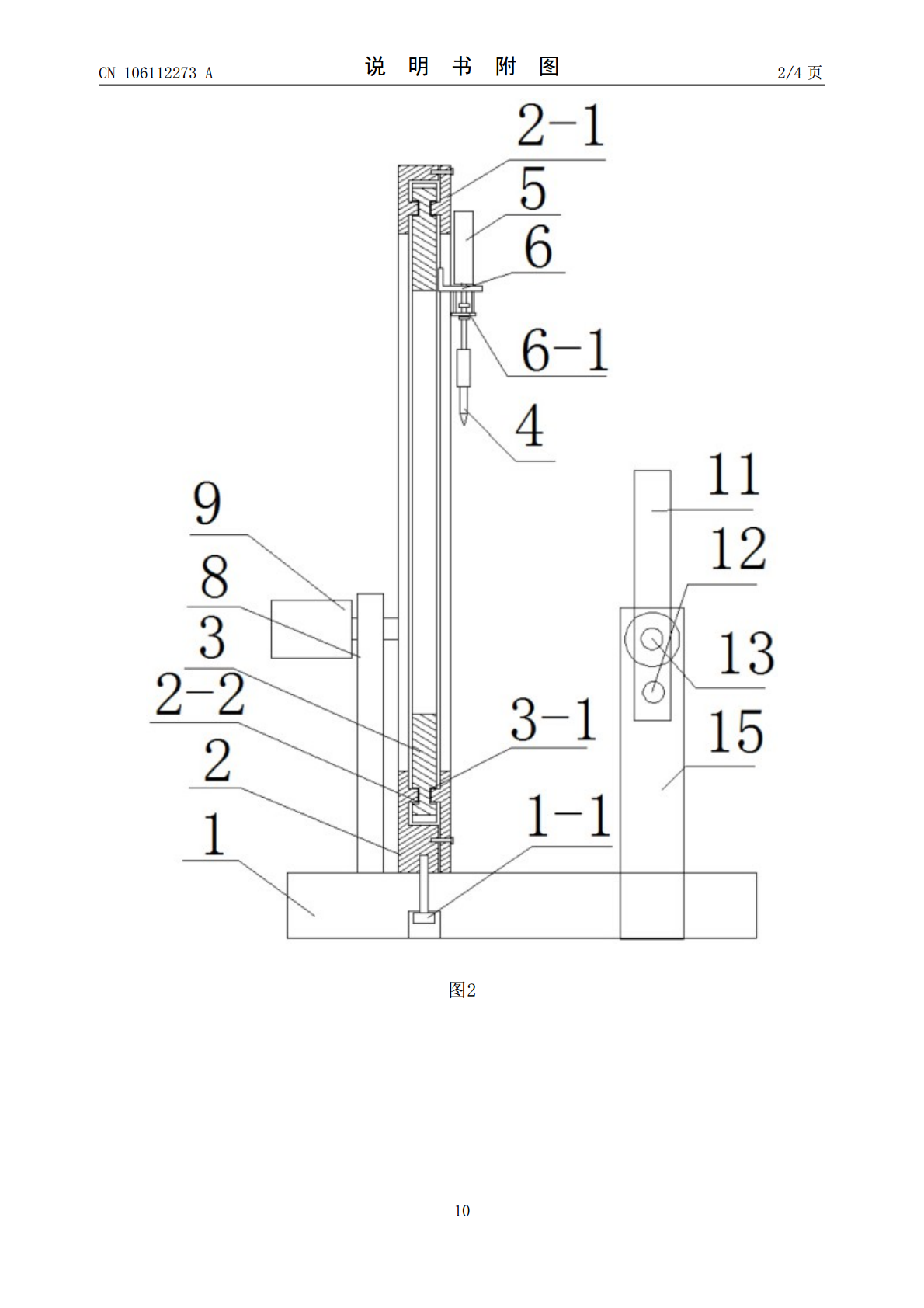
本发明公开了一种电力施工弯管角度可调快速激光切割装置,包括底座、壳体、齿圈、激光切割头、伸缩机构和设置在底座上的工件夹持机构,所述壳体两侧壁设置轴向通孔,所述齿圈通过滑动连接机构与壳体活动连接,伸缩机构通过支架与齿圈固定连接,激光切割头连接在伸缩机构的伸缩端,齿圈通过与之啮合的主动齿轮连接旋转驱动机构,所述旋转驱动机构与底座固定连接;所述工件夹持机构包括设置在底座上的支杆和设置在支杆上的左电动伸缩机构和右电动伸缩机构,所述左电动伸缩机构和右电动伸缩机构两端分别设有左夹件和右夹件,所述支杆上设有至少一个夹件
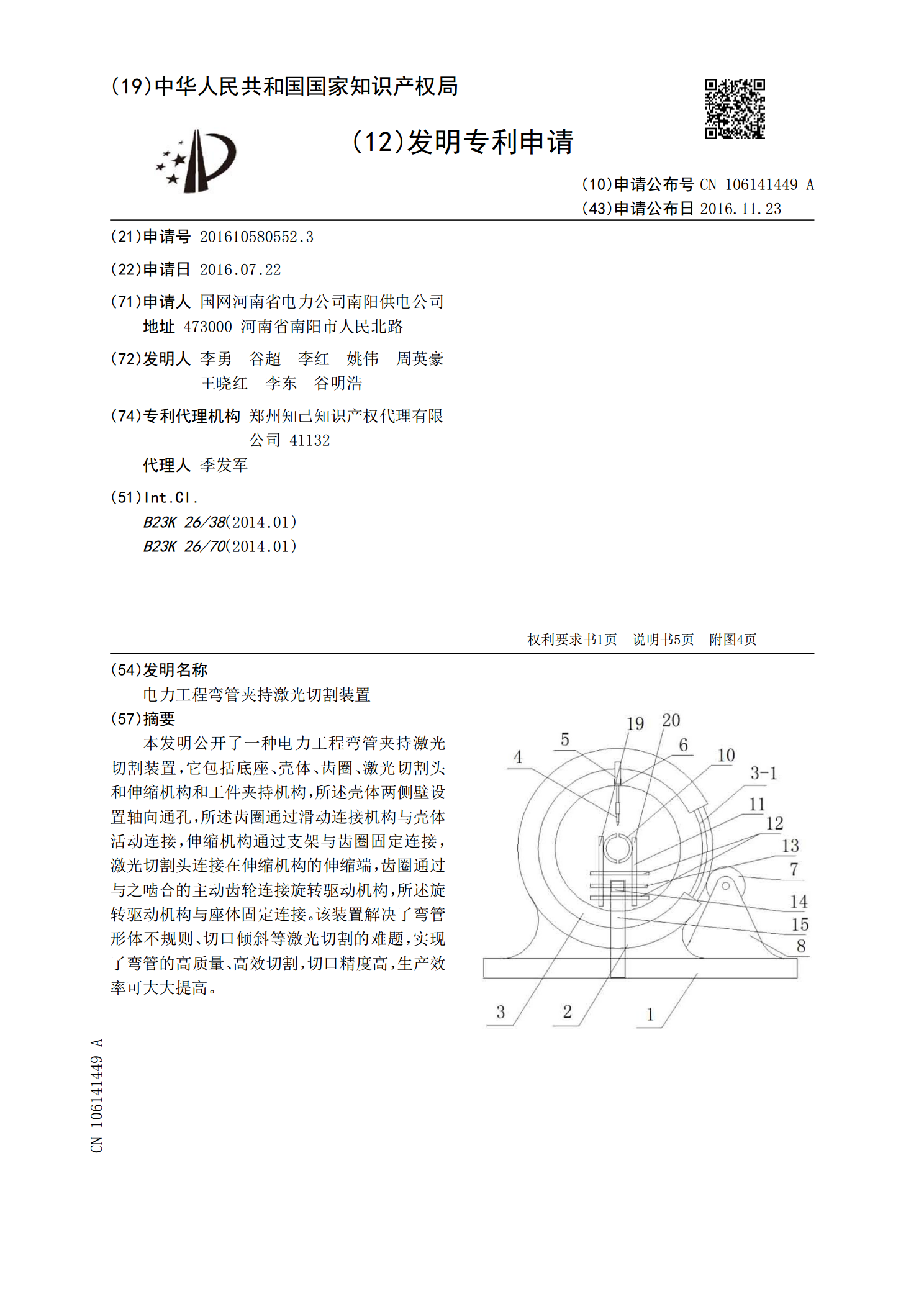
电力工程弯管夹持激光切割装置.pdf
本发明公开了一种电力工程弯管夹持激光切割装置,它包括底座、壳体、齿圈、激光切割头和伸缩机构和工件夹持机构,所述壳体两侧壁设置轴向通孔,所述齿圈通过滑动连接机构与壳体活动连接,伸缩机构通过支架与齿圈固定连接,激光切割头连接在伸缩机构的伸缩端,齿圈通过与之啮合的主动齿轮连接旋转驱动机构,所述旋转驱动机构与座体固定连接。该装置解决了弯管形体不规则、切口倾斜等激光切割的难题,实现了弯管的高质量、高效切割,切口精度高,生产效率可大大提高。
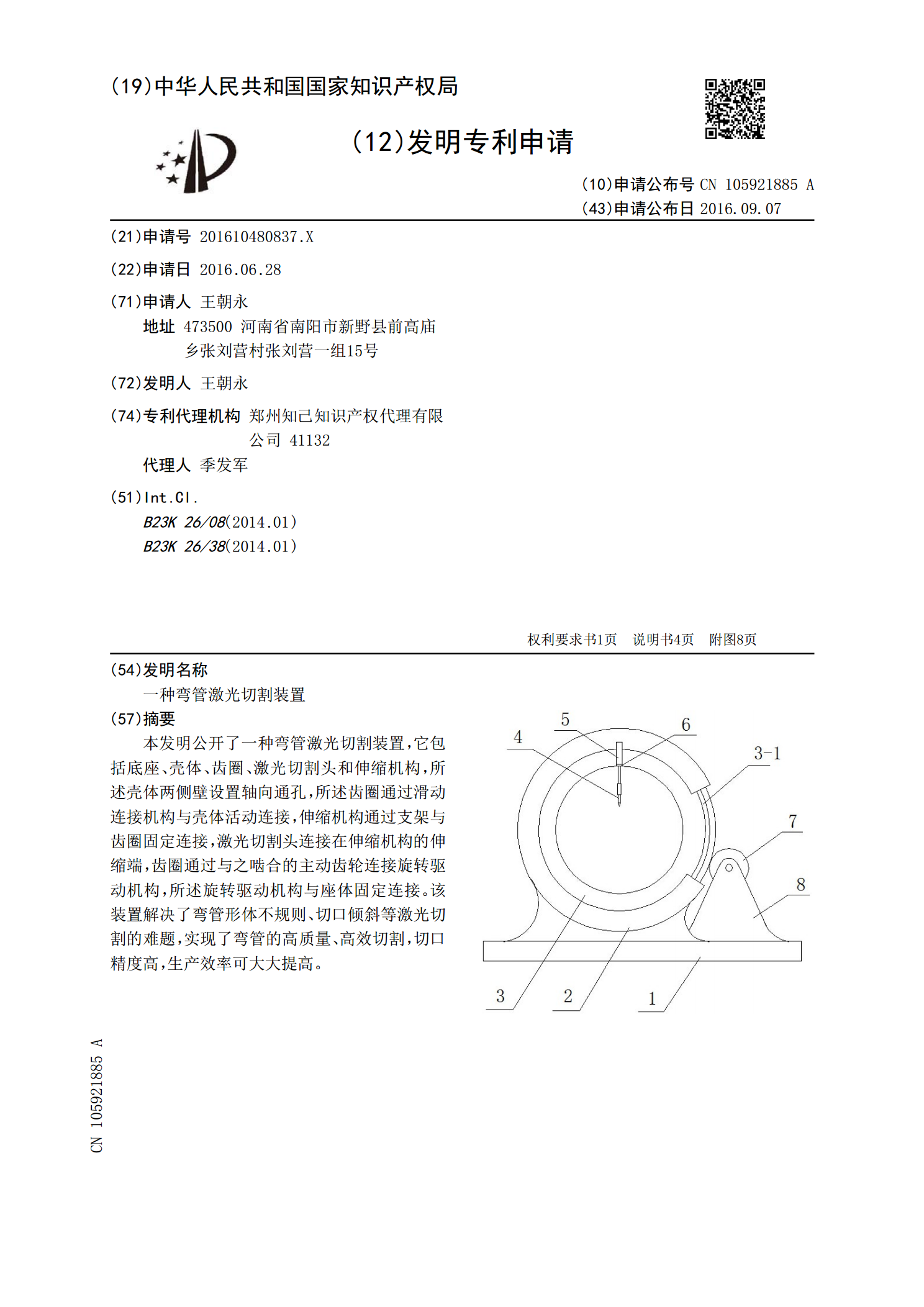
一种弯管激光切割装置.pdf
本发明公开了一种弯管激光切割装置,它包括底座、壳体、齿圈、激光切割头和伸缩机构,所述壳体两侧壁设置轴向通孔,所述齿圈通过滑动连接机构与壳体活动连接,伸缩机构通过支架与齿圈固定连接,激光切割头连接在伸缩机构的伸缩端,齿圈通过与之啮合的主动齿轮连接旋转驱动机构,所述旋转驱动机构与座体固定连接。该装置解决了弯管形体不规则、切口倾斜等激光切割的难题,实现了弯管的高质量、高效切割,切口精度高,生产效率可大大提高。
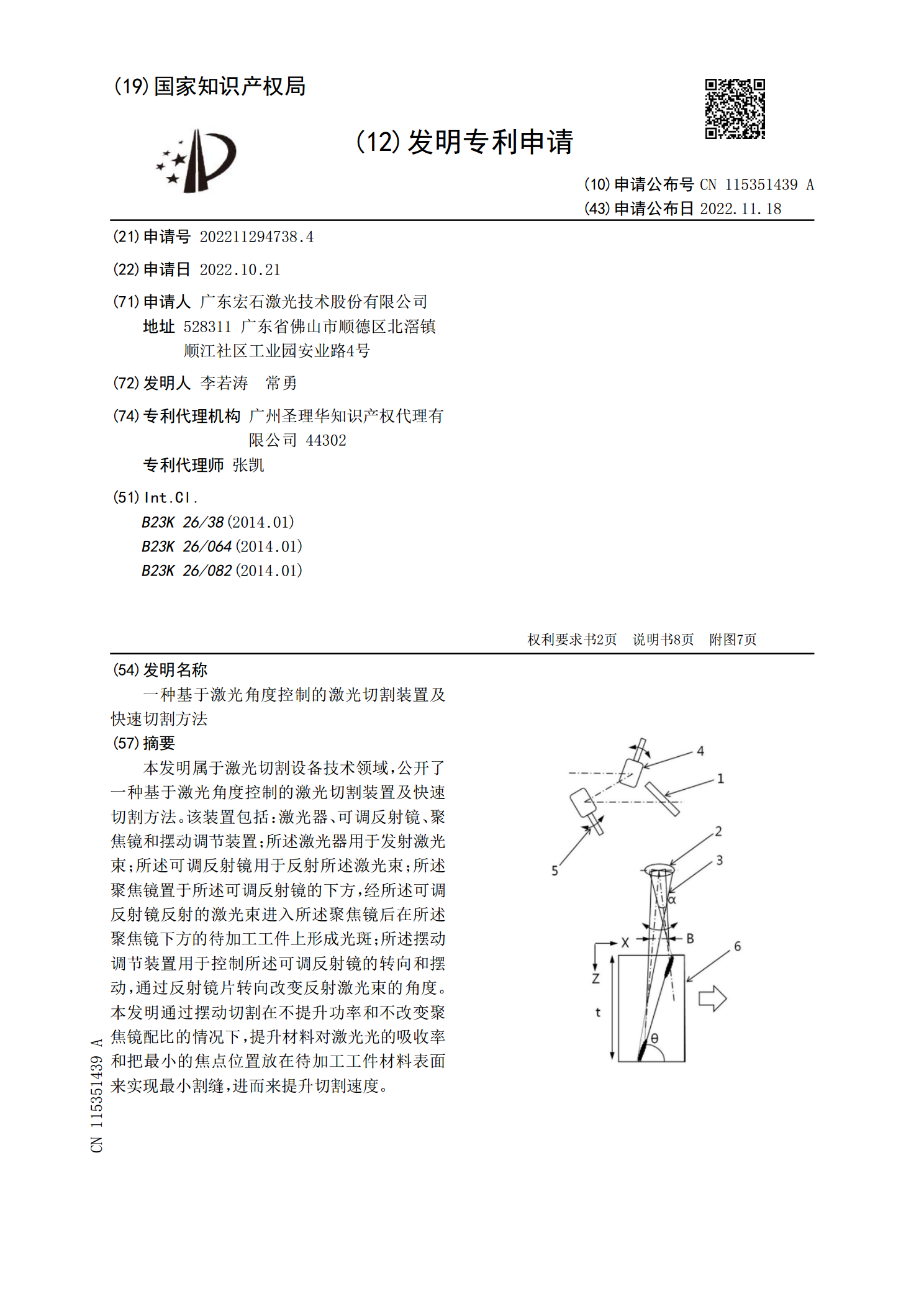
一种基于激光角度控制的激光切割装置及快速切割方法.pdf
本发明属于激光切割设备技术领域,公开了一种基于激光角度控制的激光切割装置及快速切割方法。该装置包括:激光器、可调反射镜、聚焦镜和摆动调节装置;所述激光器用于发射激光束;所述可调反射镜用于反射所述激光束;所述聚焦镜置于所述可调反射镜的下方,经所述可调反射镜反射的激光束进入所述聚焦镜后在所述聚焦镜下方的待加工工件上形成光斑;所述摆动调节装置用于控制所述可调反射镜的转向和摆动,通过反射镜片转向改变反射激光束的角度。本发明通过摆动切割在不提升功率和不改变聚焦镜配比的情况下,提升材料对激光光的吸收率和把最小的焦点位
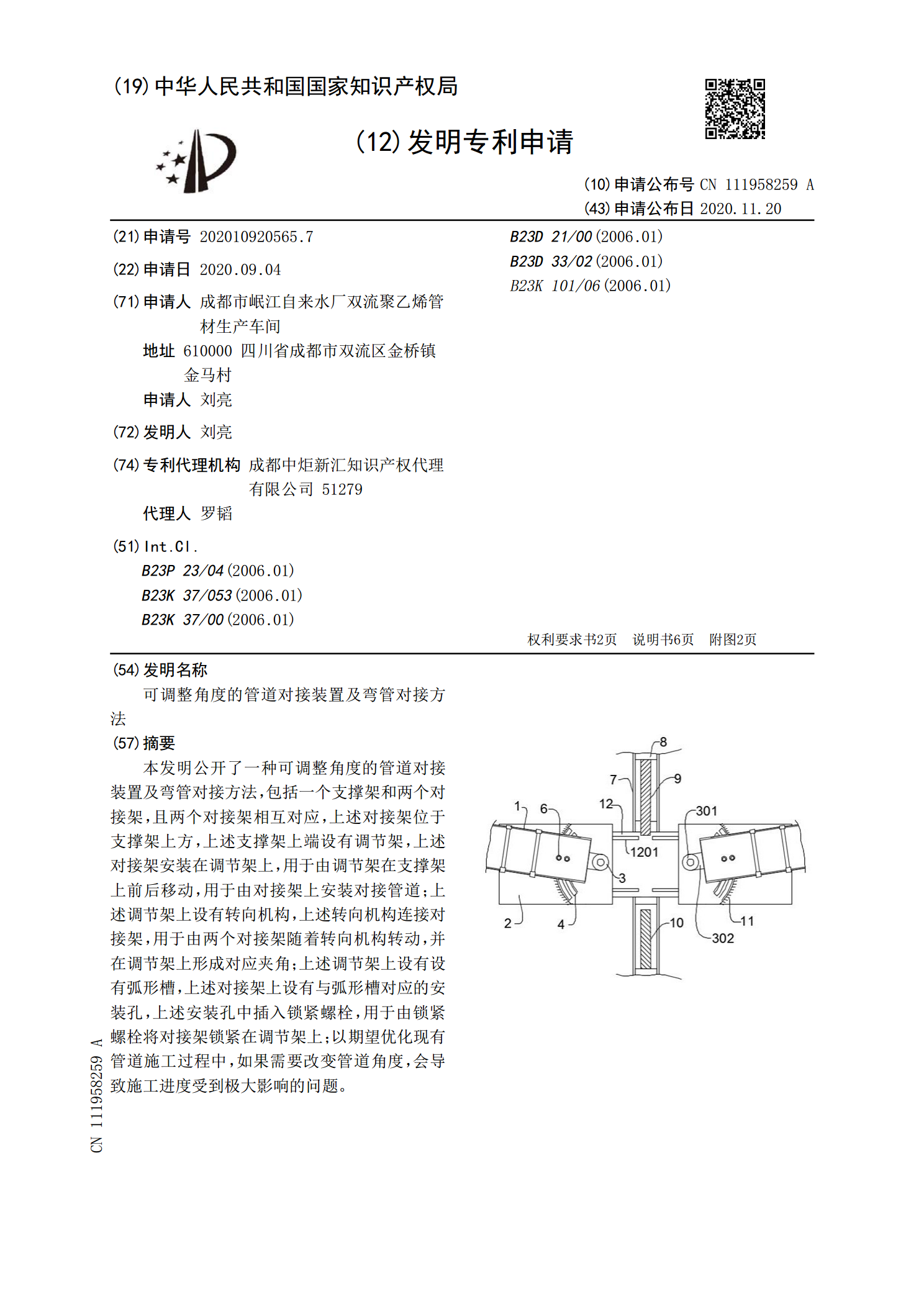
可调整角度的管道对接装置及弯管对接方法.pdf
本发明公开了一种可调整角度的管道对接装置及弯管对接方法,包括一个支撑架和两个对接架,且两个对接架相互对应,上述对接架位于支撑架上方,上述支撑架上端设有调节架,上述对接架安装在调节架上,用于由调节架在支撑架上前后移动,用于由对接架上安装对接管道;上述调节架上设有转向机构,上述转向机构连接对接架,用于由两个对接架随着转向机构转动,并在调节架上形成对应夹角;上述调节架上设有设有弧形槽,上述对接架上设有与弧形槽对应的安装孔,上述安装孔中插入锁紧螺栓,用于由锁紧螺栓将对接架锁紧在调节架上;以期望优化现有管道施工过程