
一种电机定子绝缘片收口装配装置.pdf

雨巷****凝海

1/8
2/8
3/8
4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种电机定子绝缘片收口装配装置.pdf
本发明公开了一种电机定子绝缘片收口装配装置,属于微型电机装配技术领域,包括安装板和通过支杆导套组件安装在安装板上的固定板,推举气缸安装在固定板上、通过活动接头与推举组件相联,固定板上方设置有换型组件、下方安装有气缸饺座,气缸饺座上安装有锁紧气缸,锁紧气缸的活塞杆与推举组件的中心轴固定;安装板上固定有气缸支座和收口转盘机构,收口转盘机构上设置有转盘推杆,转盘推杆与安装在气缸支座上的收口气缸的活塞杆相联,转盘推杆由固定在安装板上的缓冲组件限位配合,安装板上还设置有多个检测组件。定子绝缘片收口装配装置能取代人工
一种电机定子装配装置及装配方法.pdf
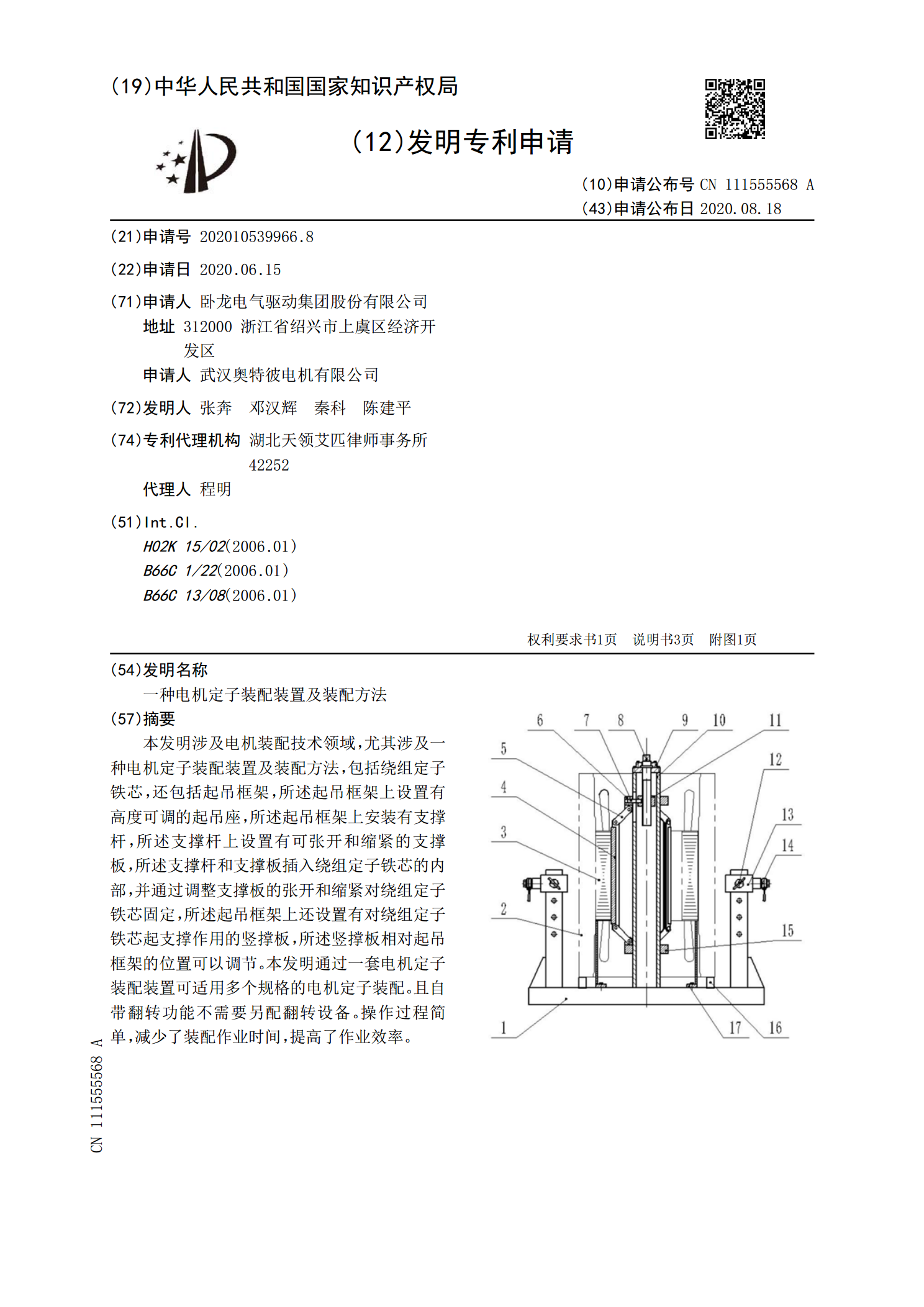
本发明涉及电机装配技术领域,尤其涉及一种电机定子装配装置及装配方法,包括绕组定子铁芯,还包括起吊框架,所述起吊框架上设置有高度可调的起吊座,所述起吊框架上安装有支撑杆,所述支撑杆上设置有可张开和缩紧的支撑板,所述支撑杆和支撑板插入绕组定子铁芯的内部,并通过调整支撑板的张开和缩紧对绕组定子铁芯固定,所述起吊框架上还设置有对绕组定子铁芯起支撑作用的竖撑板,所述竖撑板相对起吊框架的位置可以调节。本发明通过一套电机定子装配装置可适用多个规格的电机定子装配。且自带翻转功能不需要另配翻转设备。操作过程简单,减少了装配
一种电机定子片定位装置.pdf
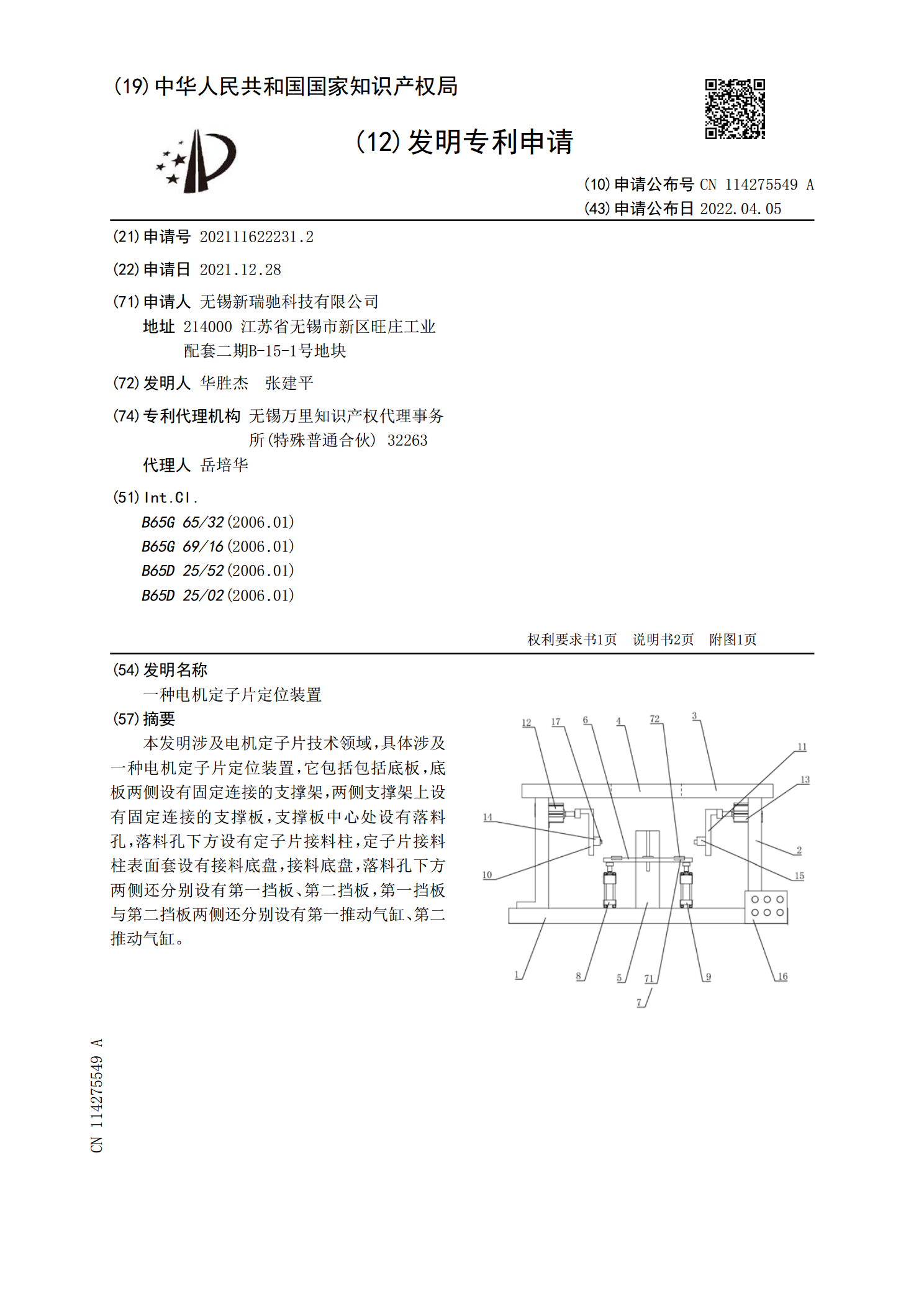
本发明涉及电机定子片技术领域,具体涉及一种电机定子片定位装置,它包括包括底板,底板两侧设有固定连接的支撑架,两侧支撑架上设有固定连接的支撑板,支撑板中心处设有落料孔,落料孔下方设有定子片接料柱,定子片接料柱表面套设有接料底盘,接料底盘,落料孔下方两侧还分别设有第一挡板、第二挡板,第一挡板与第二挡板两侧还分别设有第一推动气缸、第二推动气缸。

一种电机定子片的冲压模装置.pdf
一种电机定子片的冲压模装置,包括一底座,所述的底座的中间通过一轴座安装有垂直于底座的转轴,所述转轴的上端部固定有一圆形冲料盘,所述冲料盘上均匀开设有若干料槽,所述冲料盘的周边设置有凸起的、可将电机定子片定位于冲料盘上面的圆环边,所述的底座下部安装有步进电机,所述的步进电机通过减速齿轮箱与伸入在底座下的转轴上固定的转轴齿轮啮合相连;所述的底座上面至少安装有三个均布的顶柱,所述顶柱的上端面与圆形冲料盘相接触;所述的圆形冲料盘上面中间设置有圆形凹槽,转轴的上端部通过轴端螺纹用螺母紧固;它具有结构简单,使用方便可

一种电机定子扣片上下料装置.pdf
本发明公开了一种电机定子扣片上下料装置,涉及一种电机定子制造领域,包括机架,所述机架上从左到右依次设置有放置机构、上料机械手机构、暂存机构、扣片机构、下料机械手机构,所述机架上设置有桁架,还包括用于控制电机定子扣片上下料装置的控制机构,本发明可以自动带动固定数量的电机定子扣片上料、并将固定数量的电机定子扣片按要求的方向摆放整齐,同时可以实现自动下料,所述放置机构用于放置产品,所述上料机械手机构用于将产品从放置机构上夹取放置到暂存机构上、将暂存机构上的产品夹取放置到扣片机上,所述暂存机构用于暂存产品并对产品