
一种急冷急热注塑模具.pdf

书生****12


1/9
2/9
3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种急冷急热注塑模具.pdf
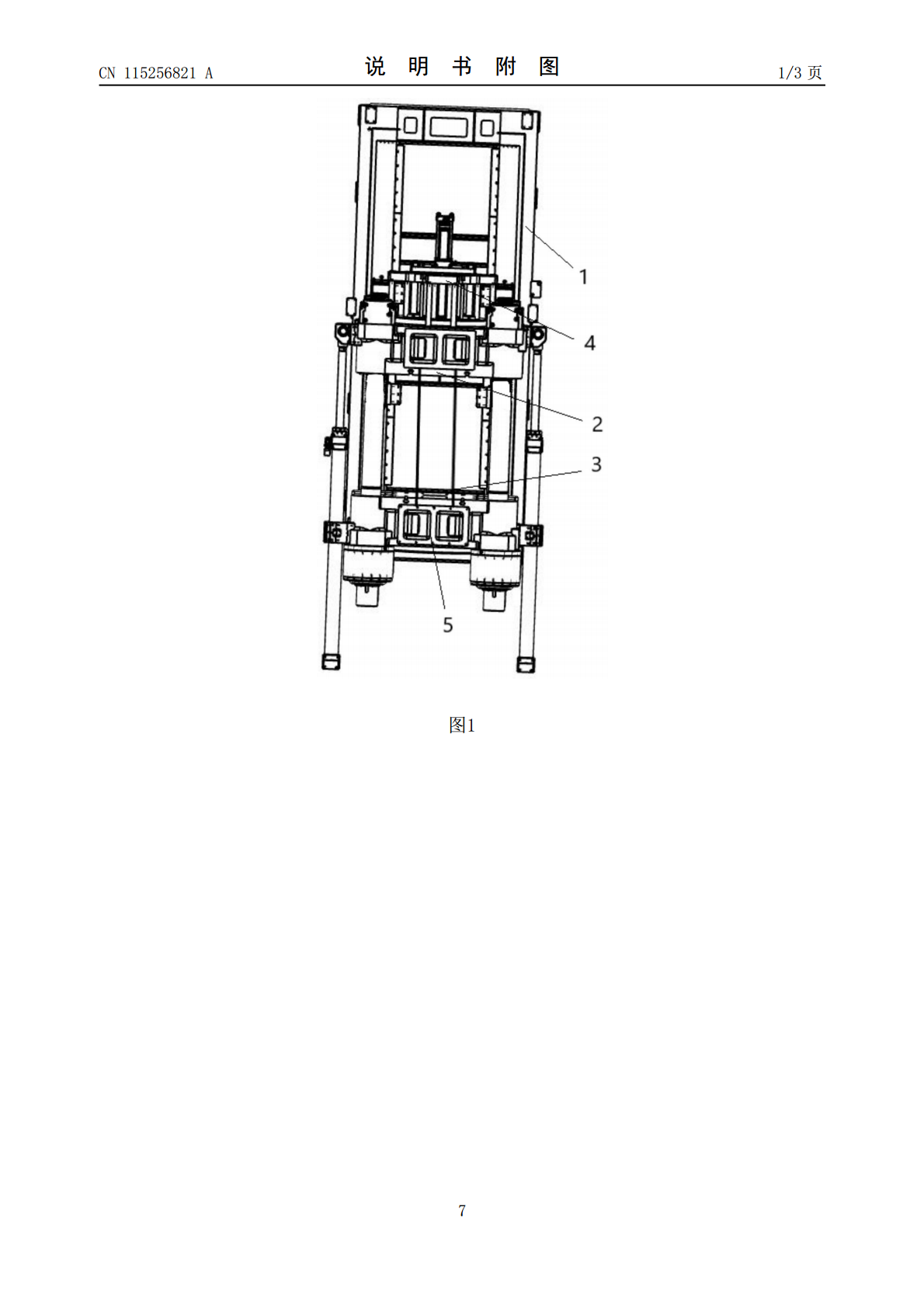
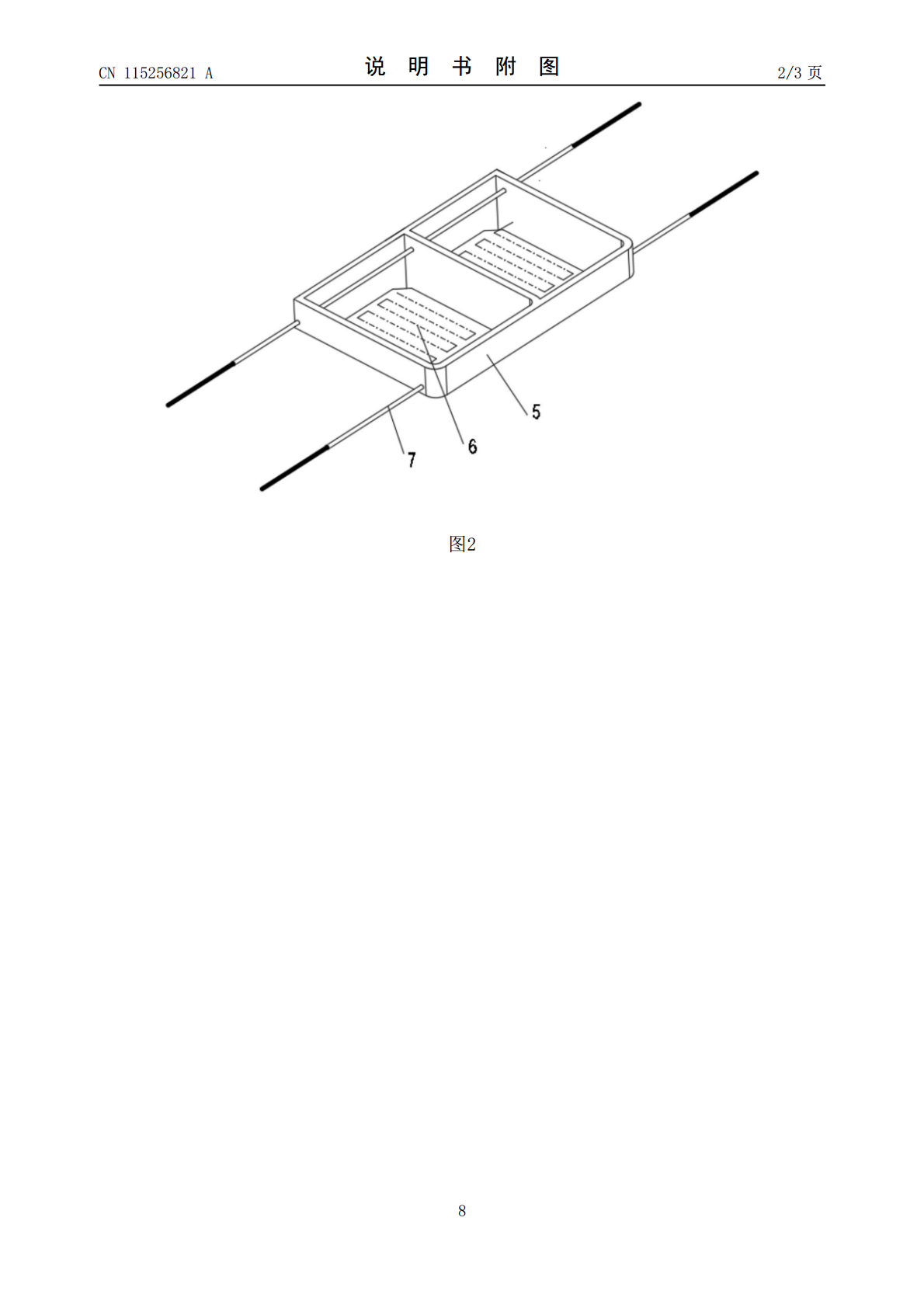
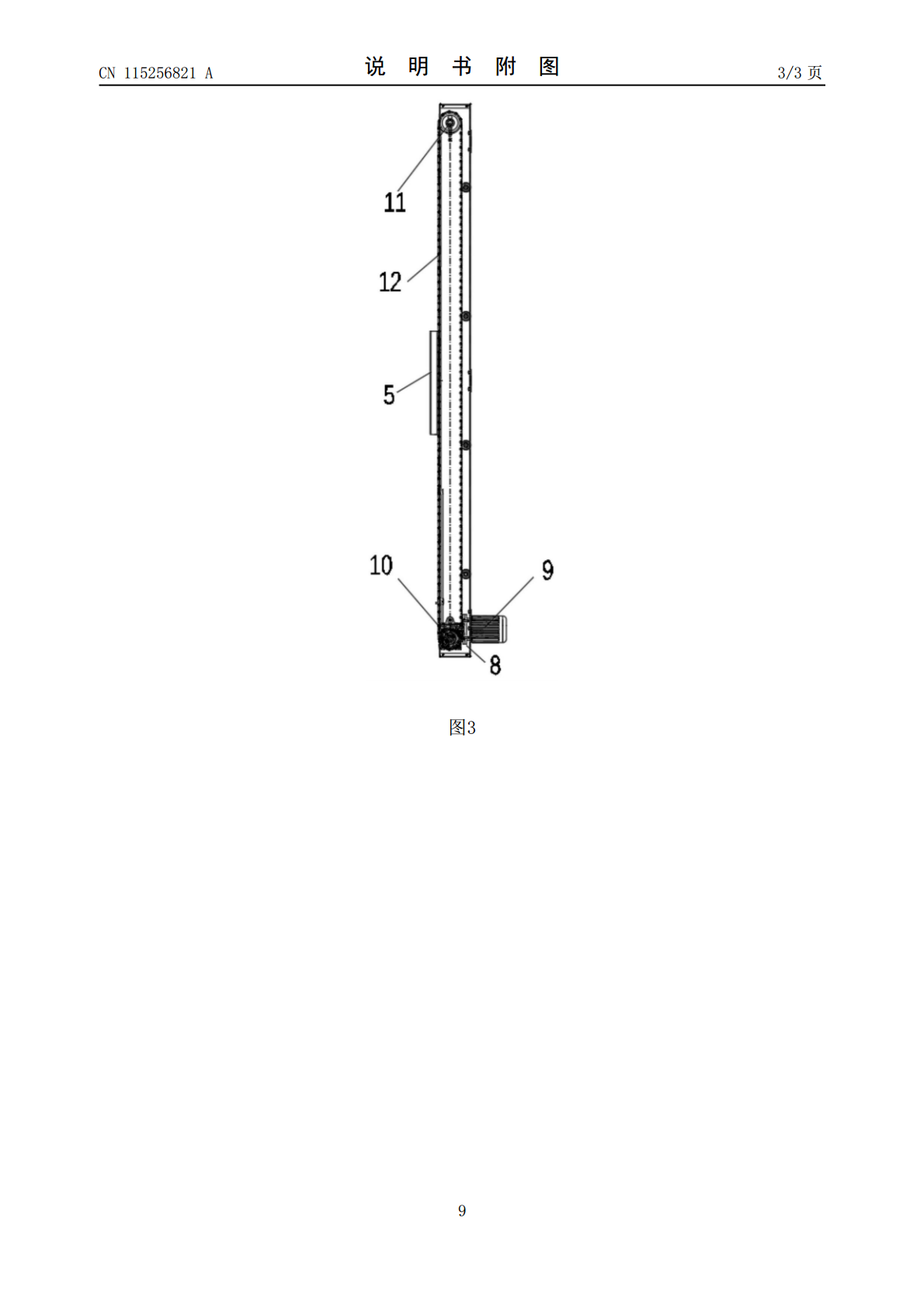
本发明公开了一种急冷急热注塑模具,包括:机架,在所述机架底端通过支杆支撑于地面上,机架内侧上下两端分别装设有上模、下模;上模,在所述上模内设有上模卡槽,且该上模卡槽内侧设有一上模成形模块;下模,在所述下模内设有下模卡槽,且该下模卡槽内侧设有一下模成形模块;急冷急热机构,装于所述上模以及下模外侧,急冷急热机构包括急冷急热模块与急冷急热抗应力模块,机架上端装有用于驱动上模的气缸,上模可在气缸启动时相对下模接近以及远离。本发明通过设置驱动链轮等能使急冷急热模块移动,通过改变急冷急热模块与模具之间的距离,从而实现

一种可实现急冷急热的模具.pdf
一种可实现急冷急热的模具,包括设有成型面的模芯,设定个数的加热棒,在模芯内靠近成型面的位置设有加热棒容置孔,加热棒安装在加热棒容置孔内;在具有成型面的模芯内靠近加热棒的位置设有与加热棒对应冷却隔热孔,冷却隔热孔置于加热棒远离成型面的一侧,冷却隔热孔的横截面外轮廓线为封闭曲线,一个或一个以上的冷却隔热孔从三个方向环绕对应的加热棒;优点是因成型面能被急速、均匀地加热和冷却,并能急速加热到接近或等于熔融材料的温度,因此成型的产品质量好,不易产生熔接痕、流痕和表面起泡等,光泽均匀、产品密度均匀、缩水小、减少了注射
一种全自动砂芯制造机的急热急冷装置.pdf
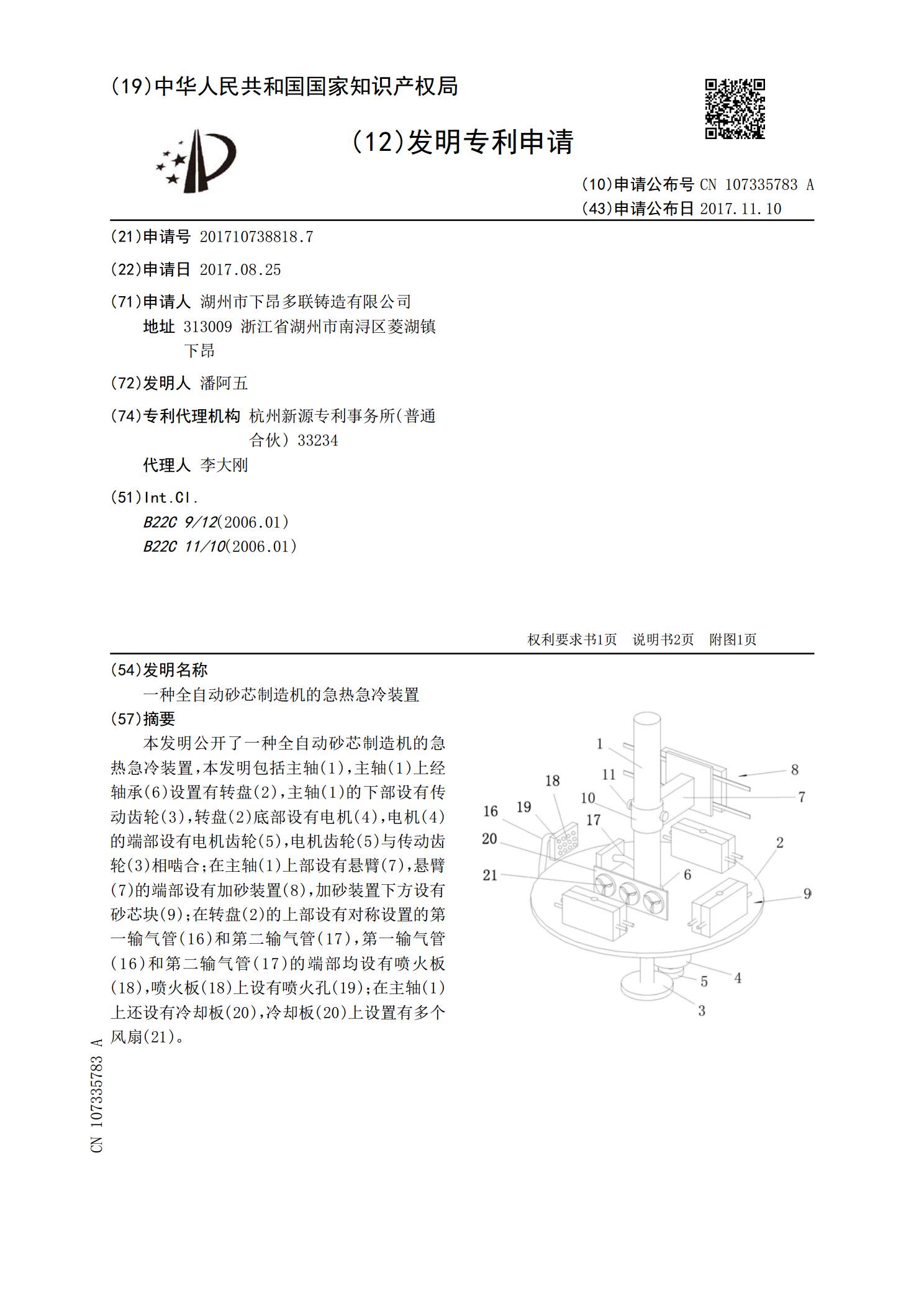
本发明公开了一种全自动砂芯制造机的急热急冷装置,本发明包括主轴(1),主轴(1)上经轴承(6)设置有转盘(2),主轴(1)的下部设有传动齿轮(3),转盘(2)底部设有电机(4),电机(4)的端部设有电机齿轮(5),电机齿轮(5)与传动齿轮(3)相啮合;在主轴(1)上部设有悬臂(7),悬臂(7)的端部设有加砂装置(8),加砂装置下方设有砂芯块(9);在转盘(2)的上部设有对称设置的第一输气管(16)和第二输气管(17),第一输气管(16)和第二输气管(17)的端部均设有喷火板(18),喷火板(18)上设有喷
一种炉排炉用急冷塔急冷喷枪防护套.pdf
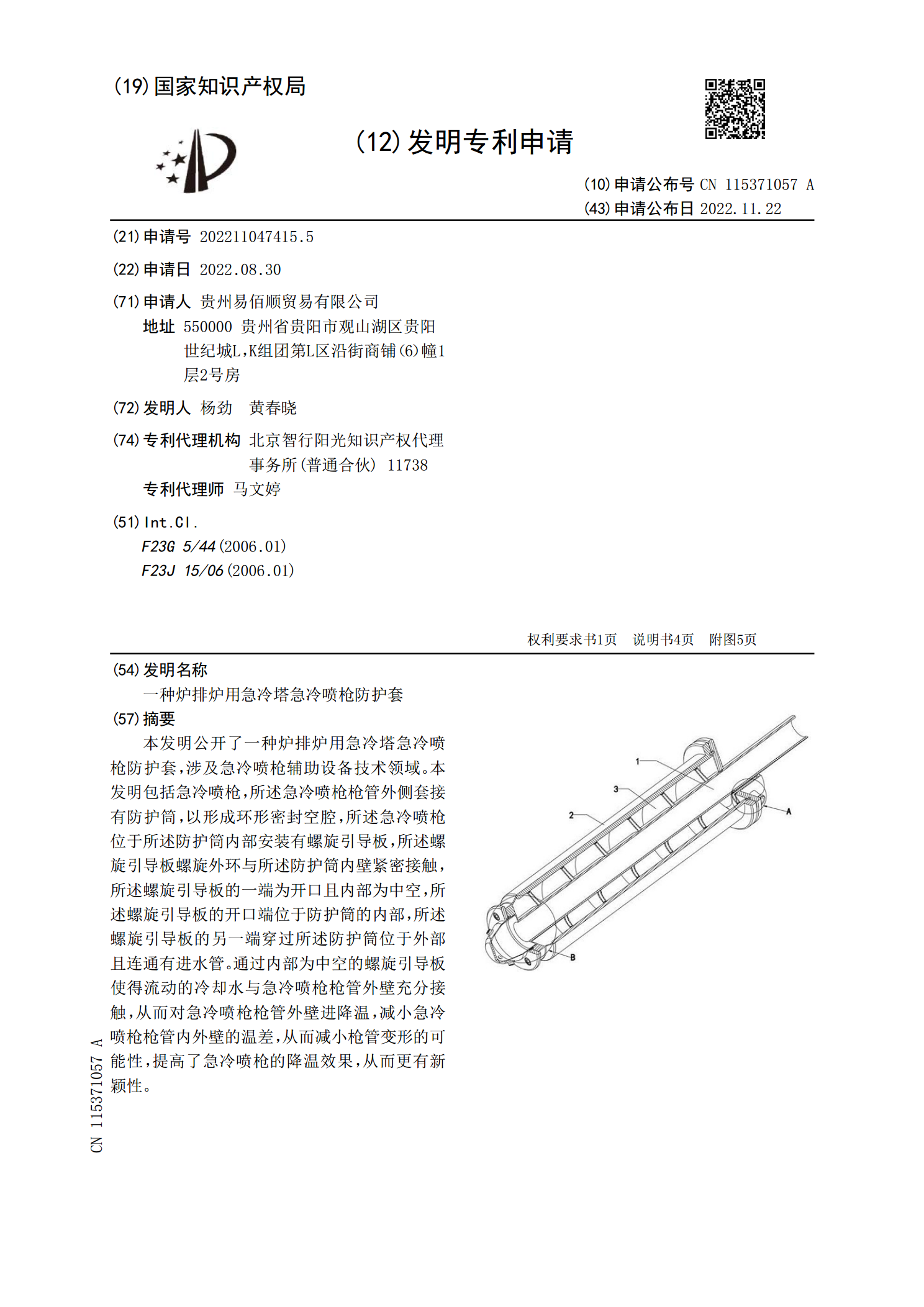
本发明公开了一种炉排炉用急冷塔急冷喷枪防护套,涉及急冷喷枪辅助设备技术领域。本发明包括急冷喷枪,所述急冷喷枪枪管外侧套接有防护筒,以形成环形密封空腔,所述急冷喷枪位于所述防护筒内部安装有螺旋引导板,所述螺旋引导板螺旋外环与所述防护筒内壁紧密接触,所述螺旋引导板的一端为开口且内部为中空,所述螺旋引导板的开口端位于防护筒的内部,所述螺旋引导板的另一端穿过所述防护筒位于外部且连通有进水管。通过内部为中空的螺旋引导板使得流动的冷却水与急冷喷枪枪管外壁充分接触,从而对急冷喷枪枪管外壁进降温,减小急冷喷枪枪管内外壁的
一种研究材料急冷急热性质的系统.pdf
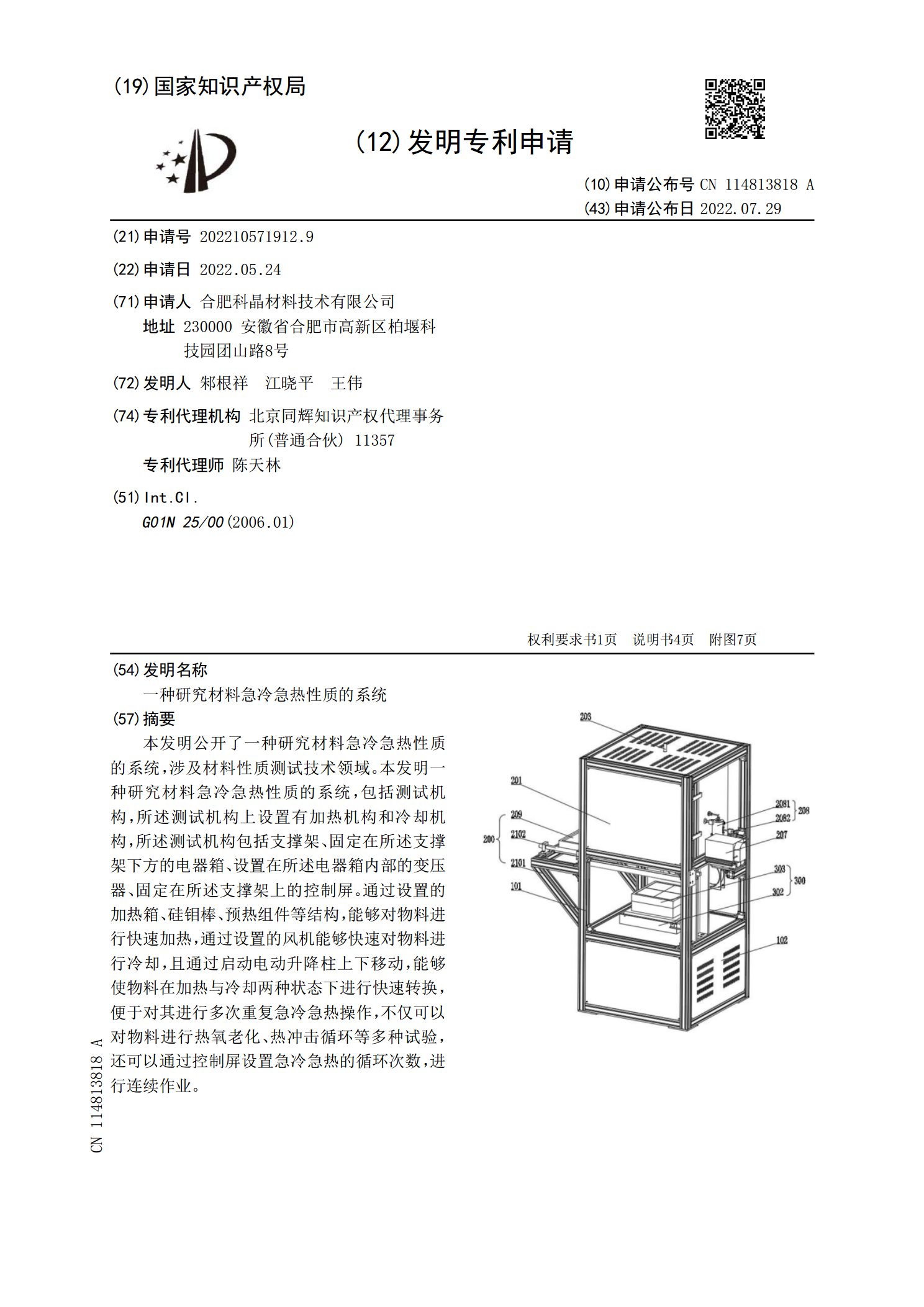
本发明公开了一种研究材料急冷急热性质的系统,涉及材料性质测试技术领域。本发明一种研究材料急冷急热性质的系统,包括测试机构,所述测试机构上设置有加热机构和冷却机构,所述测试机构包括支撑架、固定在所述支撑架下方的电器箱、设置在所述电器箱内部的变压器、固定在所述支撑架上的控制屏。通过设置的加热箱、硅钼棒、预热组件等结构,能够对物料进行快速加热,通过设置的风机能够快速对物料进行冷却,且通过启动电动升降柱上下移动,能够使物料在加热与冷却两种状态下进行快速转换,便于对其进行多次重复急冷急热操作,不仅可以对物料进行热氧