
高支精梳驼绒机织纱线.pdf

鹏飞****可爱


1/7

2/7

3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高支精梳驼绒机织纱线.pdf
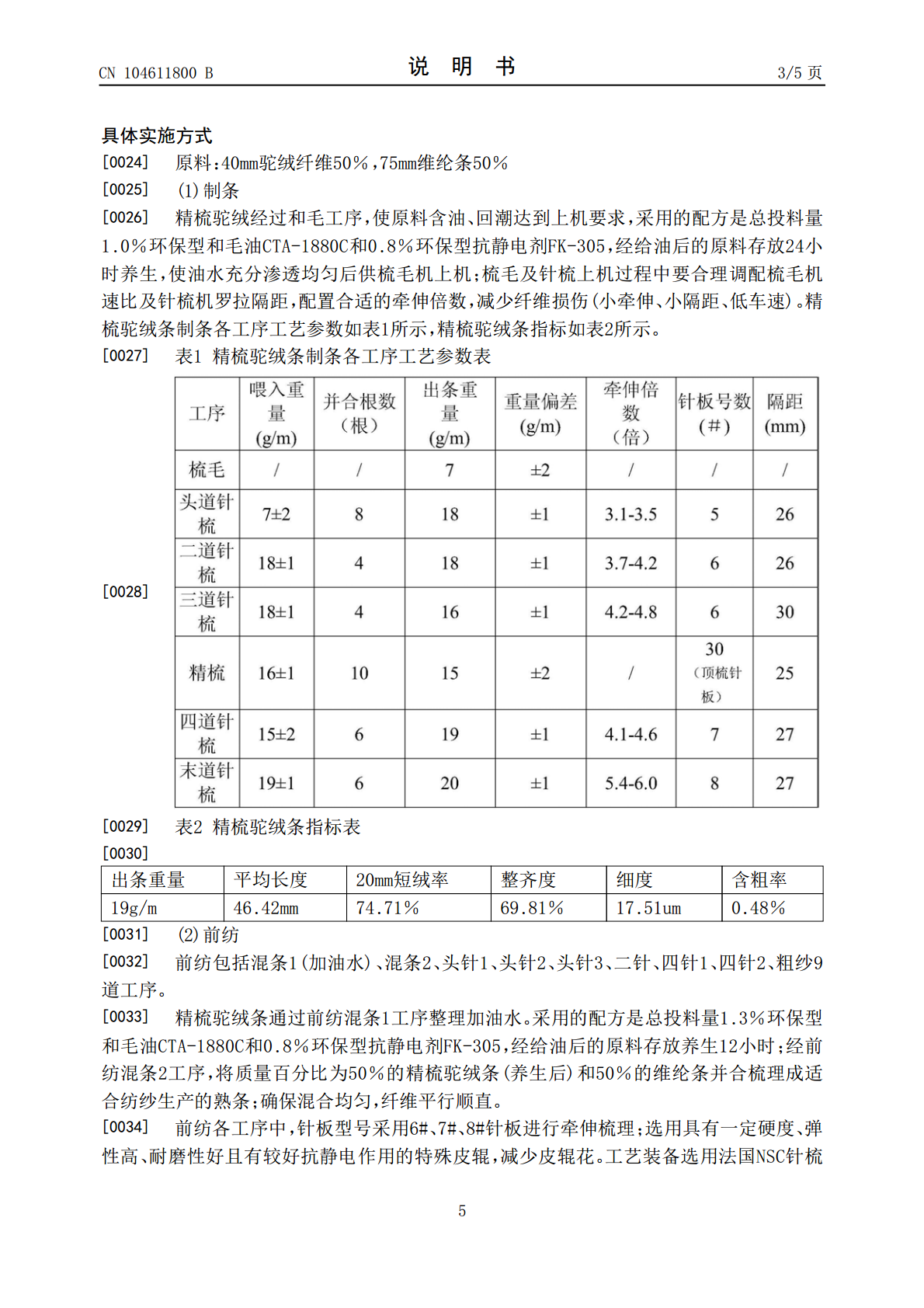
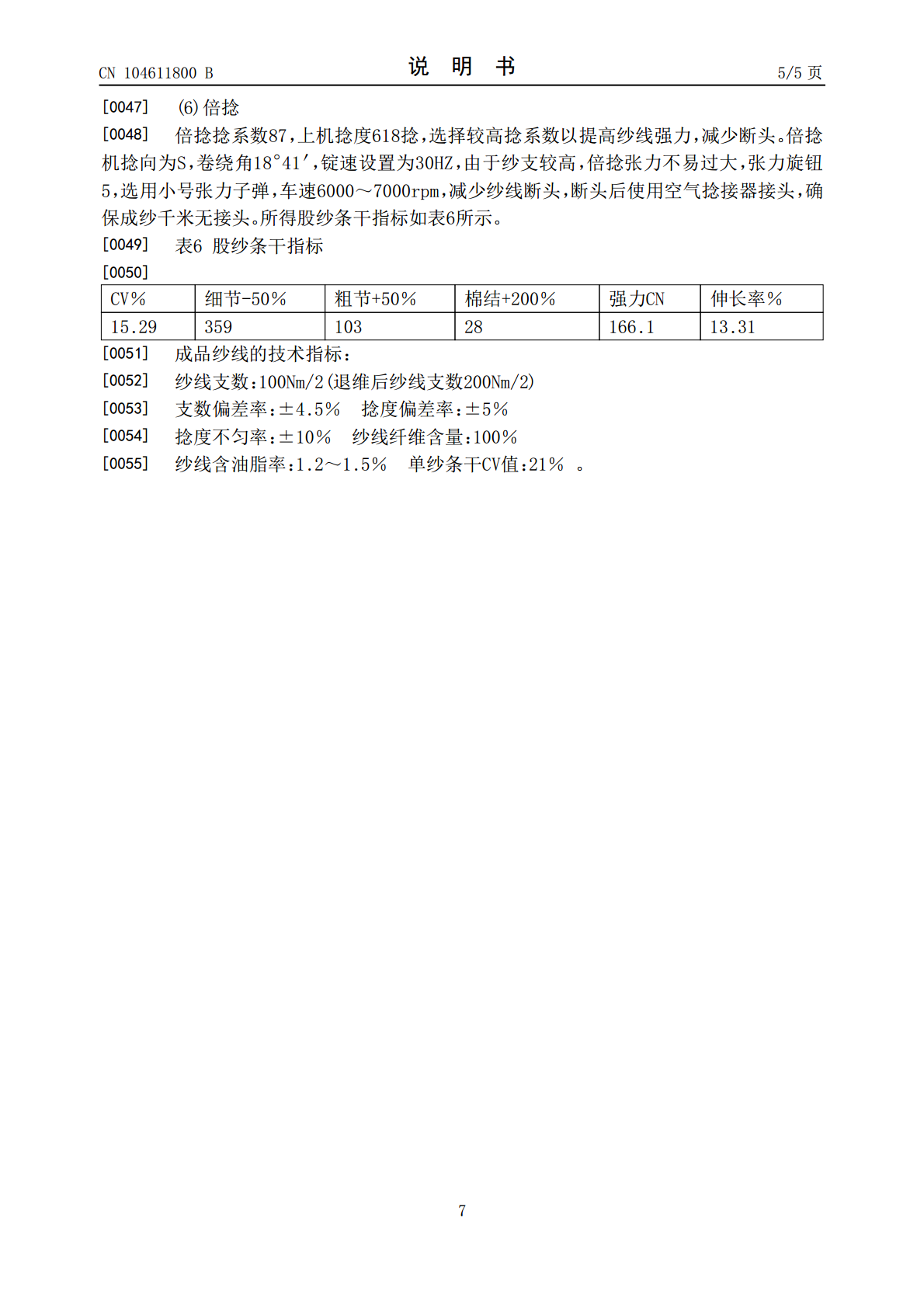
本发明涉及高支精梳驼绒机织纱线,由50%的驼绒纤维和50%的水溶性维纶纤维混纺而成,实纺纱线公制支数100Nm/2,退维后纱线公制支数200Nm/2,单纱捻系数105,股纱捻系数87。上述纱线的制造方法是:驼绒纤维和毛、加油、养生,经梳毛、针梳、精梳、针梳工序制成精梳驼绒条,驼绒条混合加油养生,再与50%的维纶条混合并合梳理成适合纺纱生产的熟条;经前纺其它7道工序、细纱、络筒、并线、倍捻工序制成驼绒与维纶纤维混纺纱线,纱线经整经、织造制成制品,在正常洗缩过程中溶解除去水溶性维纶纤维得到高支精梳驼绒机织纱线
高支精梳牛绒纱线及其制造方法.pdf
本发明涉及一种高支精梳牛绒纱线及其制造方法。具体方法:牛绒经过和毛达到上机要求后送入梳毛机梳毛;原料梳毛成条后送经头针、二针、三针、精梳、四针、末针工序,通过并合、牵伸,去掉短纤维制成精梳牛绒条;精梳牛绒条整理成适合纺纱生产的熟条,经前纺、细纱、络筒、并纱、倍捻工序制成高支精梳牛绒纱线。其支数为72Nm/2,捻度为1049/586捻/米,强力为67/173.5CN,伸长率为8.61%。本制造方法降低了织造过程中断头概率,提高了生产效率和高支纱线的强力与伸长率;本法制造的72Nm/2高支精梳牛绒纱线,弥补了

高支精梳纯纺牦牛绒机织纱关键技术研究.docx
高支精梳纯纺牦牛绒机织纱关键技术研究高支精梳纯纺牦牛绒机织纱关键技术研究摘要:本文重点研究了高支精梳纯纺牦牛绒机织纱的关键技术。随着人们生活水平的提高和对舒适性和时尚性需求的增加,纺织品市场对高质量、高档次的产品的需求越来越大。牦牛绒因其独特的纤维结构和卓越的性能,成为纺织品行业中备受关注的材料之一。高支精梳纯纺牦牛绒机织纱的生产过程中,关键技术的研究和优化对于提高产品质量和满足市场需求具有重要意义。本文详细介绍了高支精梳纯纺牦牛绒机织纱的关键技术,包括原料选择、精梳工艺、细度控制、捻度控制和纺纱设备等方

纺纱线上的精梳机.pdf
一种纺纱线上的精梳机,包括圆梳(20)、具有下钳夹(6)、上钳夹(8)和直行梳(10)的钳子(4)。为了钳子的移动,设置有从动轴下钳夹钳子(30)、可旋转的具有旋转交替运动的支撑至少一个凸轮(42)的从动轴上钳夹(40)、以及在输入方面连接至具有圆周移动的可旋转轴且在输出方面连接至从动轴上钳夹(40)的传动组(50)。传动组(50)包括非圆周移动部件,以根据期望的运动规律将圆周移动转换成交替旋转移动。
160Nm超细精纺驼绒纱线及其制备方法.pdf
本发明提供一种160Nm超细驼绒纱线,由质量百分数为50%的维纶和50%的驼绒组成,纱支数为160公支,捻系数在62-82%之间。本发明还提供其制备方法,步骤如下:(1)、绒条:和绒-养生-混合-梳毛-针梳-针梳-精梳-四针-未针;(2)、纺纱:混条-头针-二针-三针-四针-头粗-未粗-细纱-络筒-并线-倍捻;完成160Nm超细驼绒纱线的制备。本发明的驼绒纺线具有轻薄柔软、蓬松保暖、光泽柔和、绒面丰满的特点。本发明的驼绒纺线风格独特,手感滑爽而富有弹性,适合于任何一个季节选用,改变了季节性消费的限制,受到