
棉/毛混纺针织纱的配制方法.pdf

书生****写意

1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

棉/毛混纺针织纱的配制方法.pdf
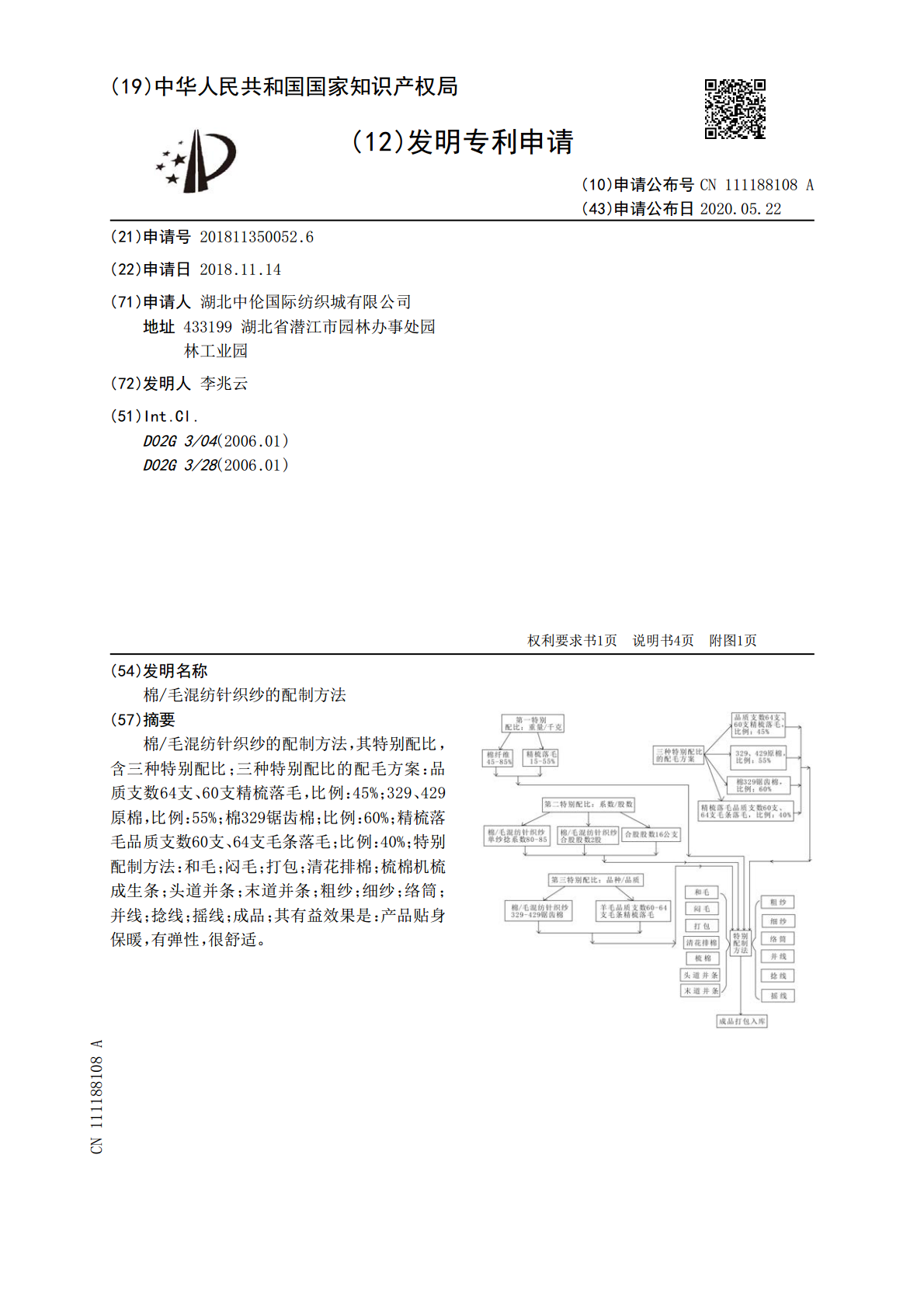
棉/毛混纺针织纱的配制方法,其特别配比,含三种特别配比;三种特别配比的配毛方案:品质支数64支、60支精梳落毛,比例:45%;329、429原棉,比例:55%;棉329锯齿棉;比例:60%;精梳落毛品质支数60支、64支毛条落毛;比例:40%;特别配制方法:和毛;闷毛;打包;清花排棉;梳棉机梳成生条;头道并条;末道并条;粗纱;细纱;络筒;并线;捻线;摇线;成品;其有益效果是:产品贴身保暖,有弹性,很舒适。

一种棉毛混纺纱的纺纱方法及其棉毛混纺纱.pdf
本发明公开一种棉毛混纺纱的纺纱方法及其棉毛混纺纱,纺纱方法为:将毛粗纱与棉粗纱分别牵伸后汇合集聚,然后加捻后卷绕得棉毛混纺纱;所述棉毛混纺纱的支数为定值,所述棉粗纱和所述毛粗纱的喂入重量比例为60:40~50:50,棉纤维的长度为33~38mm,毛纤维的长度为80~100mm;采用本发明的纺纱方法得到的棉毛混纺纱的支数为60~80英支,捻度为700~900捻/m;棉毛混纺纱的断裂强度为400~600cN/tex,断裂伸长率为10~15%,条干CV值为8~12%。本发明的纺纱方法纺制棉毛混纺纱,可使用长度远
棉与羊绒混纺针织纱线及其制备方法.pdf
本发明的棉与羊绒混纺针织纱线制备方法,包括以下步骤:(1-1)羊绒抗静电预处理、(1)分别对羊绒和棉进行清棉、(2)分别对羊绒和棉进行梳棉、(3)并条、(4)纺粗纱、(5)纺细纱、(6)络筒;混纺比例羊绒占总质量的5%,其余为棉;纱支为60S。本发明的棉与羊绒混纺针织纱线,由本发明所述的方法制成。本发明的有益效果是,在棉线中加入一定比例的羊绒后,很好的弥补了棉线和羊绒的弱点,提升棉织物价值,人们穿着更加柔软舒适,面料鲜艳、光泽好,是制作各类高档精品服装的首选面料,成为羊绒纤维运用的新热点。

银纤维与棉混纺针织纱线及其制备方法.pdf
本发明的银纤维与棉混纺针织纱线的制备方法,由以下步骤依次组成:(1)分别对银纤维和棉进行开清棉、(2)分别对银纤维和棉进行梳棉、(3)一并、(4)二并、(5)纺粗纱、(6)纺细纱、(7)络筒;混纺比例银纤维占总质量的10%,其余为棉;纱支为40S。本发明的银纤维与棉混纺针织纱线,由本发明所述的方法制成。本发明的有益效果是,结合了银纤维和棉纤维的优点,且质量稳定,具有抗菌性,而且不受洗涤影响,防辐射、抗静电,且手感柔软,具有多种功能,洗涤不受限制及价格相对便宜等优势。
转杯纺粘麻纤维混纺针织纱生产方法.pdf
本发明公开了一种转杯纺粘麻纤维混纺针织纱生产方法,包括以下步骤:先对原料亚麻纤维和粘胶纤维分别开松;然后对亚麻纤维进行给湿处理;然后将亚麻纤维和粘胶纤维按比例15∶85混合;将混合后的亚麻纤维和粘胶纤维在梳棉机上制成棉条;最后通过转杯纺制成针织纱。本发明由于采用了上述技术方案,将亚麻纤维与手感舒适、滑爽、柔软,光泽和吸湿性好,悬垂性好,对皮肤亲和性好的粘胶纤维混纺,使两者性能结合。粘麻纤维混纺针织纱可以有效改善纯亚麻纤维性能上的缺陷,且保留了亚麻织物穿着凉爽、吸湿、透气等优点,拓展了转杯纺针织纱的新领域。