
钢化、半钢化低空玻璃及其制造方法.pdf

靖烟****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钢化、半钢化低空玻璃及其制造方法.pdf
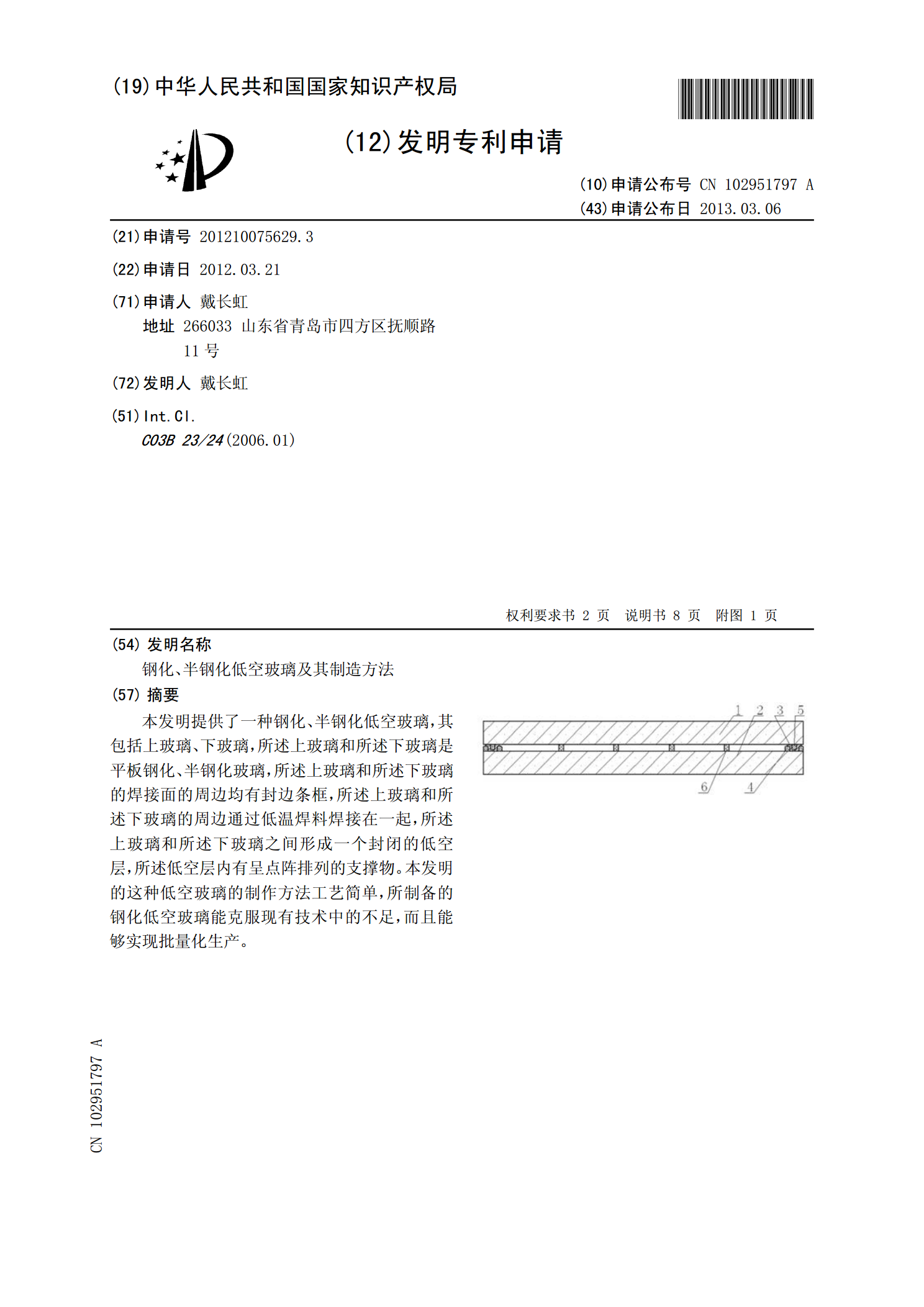
本发明提供了一种钢化、半钢化低空玻璃,其包括上玻璃、下玻璃,所述上玻璃和所述下玻璃是平板钢化、半钢化玻璃,所述上玻璃和所述下玻璃的焊接面的周边均有封边条框,所述上玻璃和所述下玻璃的周边通过低温焊料焊接在一起,所述上玻璃和所述下玻璃之间形成一个封闭的低空层,所述低空层内有呈点阵排列的支撑物。本发明的这种低空玻璃的制作方法工艺简单,所制备的钢化低空玻璃能克服现有技术中的不足,而且能够实现批量化生产。

钢化、半钢化真空玻璃及其制造方法.pdf
一种钢化、半钢化真空玻璃及其制造方法。所述方法包括步骤:选择两片钢化平板玻璃作为真空玻璃的上、下基板;在上基板或下基板钢化平板玻璃的表面、沿着该钢化平板玻璃的边缘均匀涂布玻璃焊料,其厚度大于所使用的支撑物的高度;对已涂布的玻璃焊料进行自然或加热风干/烘干,将其中的液体成分和固体易挥发成分去除而使所述玻璃焊料固化定型;将两片钢化平板玻璃合片,即将两片钢化平板玻璃复合在一起;将复合在一起的两片钢化平板玻璃送入加热炉进行封边加热,使已涂布的玻璃焊料熔化;降温,在玻璃焊料凝固前开始对两片钢化平板玻璃进行均匀加压,

钢化、半钢化真空玻璃及其制造方法.pdf
本发明提供了一种钢化、半钢化真空玻璃,其包括:上玻璃、下玻璃,所述上玻璃和所述下玻璃是平板钢化、半钢化玻璃,所述上玻璃和所述下玻璃的焊接面的周边均有封边条框,所述上玻璃和所述下玻璃的周边通过低温焊料焊接在一起,所述上玻璃和所述下玻璃之间形成一个封闭的真空层,所述真空层内有呈点阵排列的支撑物。本发明的这种真空玻璃的制作方法工艺简单,所制备的钢化真空玻璃能克服现有技术中的不足,而且能够实现批量化生产。

玻璃焊接的平板钢化低空玻璃及其制造方法.pdf
本发明提供了一种平板钢化低空玻璃,其包括:上玻璃、下玻璃,所述上玻璃和所述下玻璃是平板钢化玻璃,所述上玻璃和所述下玻璃的焊接面的周边均有封边条框,所述上玻璃和所述下玻璃的周边通过低温焊料焊接在一起,所述低温焊料为低温玻璃焊料,所述上玻璃和所述下玻璃之间形成一个封闭的低空层,所述低空层内有呈点阵排列的支撑物。本发明的这种低空玻璃的制作方法工艺简单,所制备的钢化低空玻璃能克服现有技术中的不足,而且能够实现批量化生产。
钢化、半钢化真空玻璃的制造方法.pdf
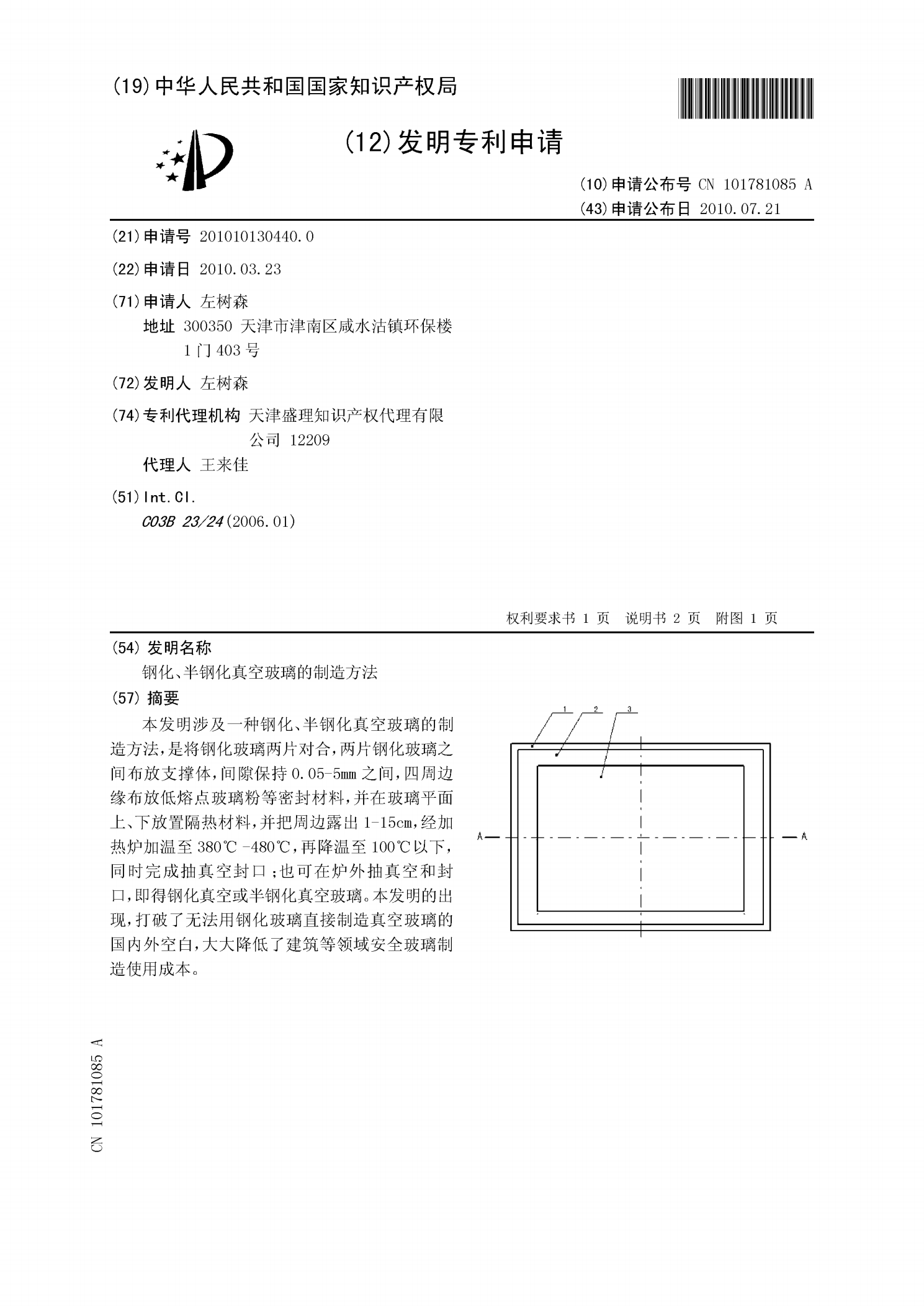
本发明涉及一种钢化、半钢化真空玻璃的制造方法,是将钢化玻璃两片对合,两片钢化玻璃之间布放支撑体,间隙保持0.05-5mm之间,四周边缘布放低熔点玻璃粉等密封材料,并在玻璃平面上、下放置隔热材料,并把周边露出1-15cm,经加热炉加温至380℃-480℃,再降温至100℃以下,同时完成抽真空封口;也可在炉外抽真空和封口,即得钢化真空或半钢化真空玻璃。本发明的出现,打破了无法用钢化玻璃直接制造真空玻璃的国内外空白,大大降低了建筑等领域安全玻璃制造使用成本。